感應釬焊溫度對立方氮化硼砂輪磨削性能的影響
2018-04-24 06:28:44任慧中李奇林雷衛寧張鎖榮
中國機械工程 2018年7期
任慧中 李奇林 雷衛寧 丁 凱 張鎖榮
江蘇理工學院機械工程學院,常州,213001
0 引言
立方氮化硼(CBN)是硬度僅次于金剛石的超硬磨料,具有高強度、高硬度、耐高溫、耐腐蝕、較好的熱穩定性和化學穩定性等優勢[1-2]。在機械磨削過程中,由于金剛石易于石墨化并與鐵族元素發生反應,從而產生嚴重磨損、降低砂輪磨削精度,故采用具有較高化學惰性的CBN砂輪加工鈦合金、鎳基高溫合金等高強韌難加工材料相對于金剛石砂輪有明顯優勢[3]。
作為當前電鍍CBN砂輪的換代產品,釬焊CBN砂輪實現了磨粒、釬料與基體三者之間的冶金結合,結合強度有所提高。目前,釬焊主要包括爐中釬焊和感應釬焊。釬焊過程中,合適的釬焊溫度是釬料中的活性元素與磨粒發生潤濕連接的必要條件,對CBN砂輪磨削難加工材料的質量、磨削效率和精度等具有顯著影響。DING等[4]分別以三種不同釬焊溫度為分析對象,對能夠減小磨削力、提高界面結合強度等獲得較好磨削性能的最佳爐中釬焊溫度進行了研究,發現當釬焊溫度為900℃時,在避免強度損失的同時可獲得較好的生成物形貌,從而提高磨削性能。爐中釬焊存在爐膛空間受限、大尺寸工件易變形及周期長等缺陷。近年來,人們提出了感應釬焊工藝,旨在采用局部加熱代替真空爐中整體加熱方式,具有效率高、速度快、變形小和溫度易控制等優勢,以此來彌補爐中釬焊存在的不足。馬伯江等[5]將熱絲化學氣相沉積(HFCVD)處理的金剛石作為磨料感應釬焊制作金剛石工具,并與鍍鈦金剛石和未做任何處理的金剛石進行對比,發現HFCVD處理的金剛石能夠保持良好的鋒利性且砂輪磨料的整體破碎率和脫落率最低。感應加熱頻率是影響加熱深度和加熱區域的重要因素,超高頻感應加熱可達到局部微小區域加熱的效果,使加熱區域迅速達到釬焊溫度,從而提高加熱效率。李奇林等[6]基于局部加熱的超高頻感應釬焊工藝方法制備單層釬焊CBN砂輪,發現釬焊CBN砂輪基體的變形量小于16 μm,磨削效率較高。雖然感應釬焊相對于爐中釬焊具有較多優勢,但目前對感應釬焊CBN砂輪的研究還不夠深入,需要進一步分析。
本文采用超高頻感應釬焊制備不同釬焊溫度的CBN砂輪。首先對不同釬焊溫度下磨粒表面生成物的形貌進行觀察與分析;然后,對不同釬焊溫度CBN砂輪磨削難加工材料時的磨削用量與磨削力之間的關系進行研究,分析不同磨削用量下,單顆磨粒最大切削厚度與磨削比能之間的變化規律;最后,對感應釬焊CBN砂輪及電鍍CBN砂輪的磨損特性進行對比分析。
1 實驗條件與測試方法
1.1 試樣制備
采用無鍍膜立方氮化硼(CBN),牌號CBN-230,80/100目。釬料采用Ag-Cu-Ti合金粉末,主要成分為(Ag72Cu28)95Ti5,砂輪基體材料為45鋼。釬焊工藝參數為:感應電流頻率為1 MHz,功率4~6 kW,釬焊溫度參數如表1所示。釬焊前將CBN磨粒放入丙酮溶液中進行超聲清洗10 min,并對45鋼基體進行表面除銹、去油污處理。釬焊過程如圖1所示,在表面有效長度20 mm處涂覆一層粘接劑并在上排布一層CBN磨粒,再將Ag-Cu-Ti釬料填充到基體和磨料之間的縫隙中。釬焊過程中采用氬氣作為保護氣以防表面產生氧化并用紅外熱像儀對溫度進行監測,釬焊裝置如圖2所示。
釬焊后砂輪實物如圖3所示,可看出CBN磨粒有序排布在基體上。

表1 釬焊溫度參數Tab.1 Parameters of brazing temperature
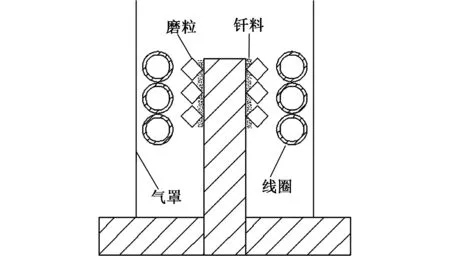
圖1 感應釬焊示意圖Fig.1 Schematic diagram of induction brazing

圖2 超高頻感應釬焊裝置Fig.2 Device of ultra-high frequency induction brazing

圖3 感應釬焊砂輪Fig.3 Induction brazing grinding wheel
1.2 測試分析與磨削條件
1.2.1測試分析
為了觀察CBN磨粒表面生成物形貌及元素組成情況,需將釬焊后的CBN磨粒從基體上電解下來,電解液為10%體積分數的稀HNO3。電解后用60%體積分數的HNO3將其腐蝕40min,然后采用德國蔡司電子公司(ZEISS)SIGMA-500掃描電鏡及美國KEVEX公司的X射線能譜儀(EDS)對焊后CBN表面生成物形貌進行觀察與成分分析。
1.2.2磨削條件
在德瑪吉超聲輔助磨床上利用所制備的砂輪對難加工材料鈦合金Ti6Al4V進行磨削,鈦合金尺寸為60 mm×50 mm×5 mm,磨削方式為切入式順磨,轉速為20 000 r/min,切削液為體積分數為5%的水基乳化液。磨削用量參數如表2所示,砂輪線速度為固定值,工作臺進給速度和磨削深度為變量。磨削力測量系統如圖4所示,采用KISTLER 9272三相壓電晶體測力傳感器+KISTLER 5070A電荷放大器對磨削過程中的磨削力進行測量,實驗測得磨削力需利用DynoWare進行濾波和溫漂補償。圖5所示為一個周期的原始信號,圖6所示為濾波后的磨削力信號,圖中,橫坐標為時間(s),縱坐標為磨削力。實驗采用低通濾波,濾波器階數為2,頻率為50 Hz。

表2 感應釬焊CBN砂輪的磨削用量Tab.2 Grinding parameters of induction brazing CBN wheel
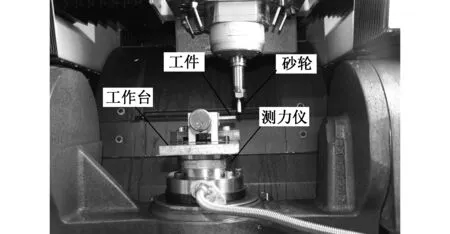
圖4 磨削力測量裝置Fig.4 Device of measuring grinding force
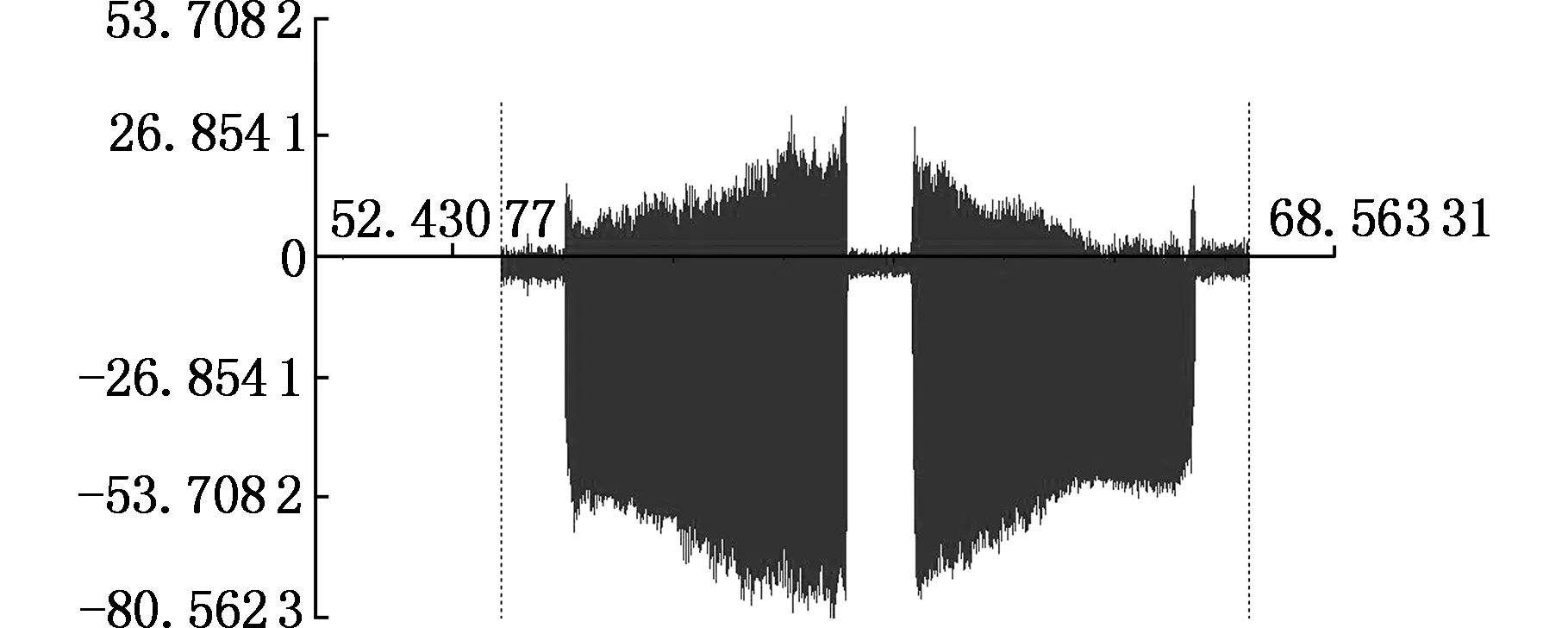
圖5 磨削力原始信號放大圖Fig.5 Diagram of grinding force signal
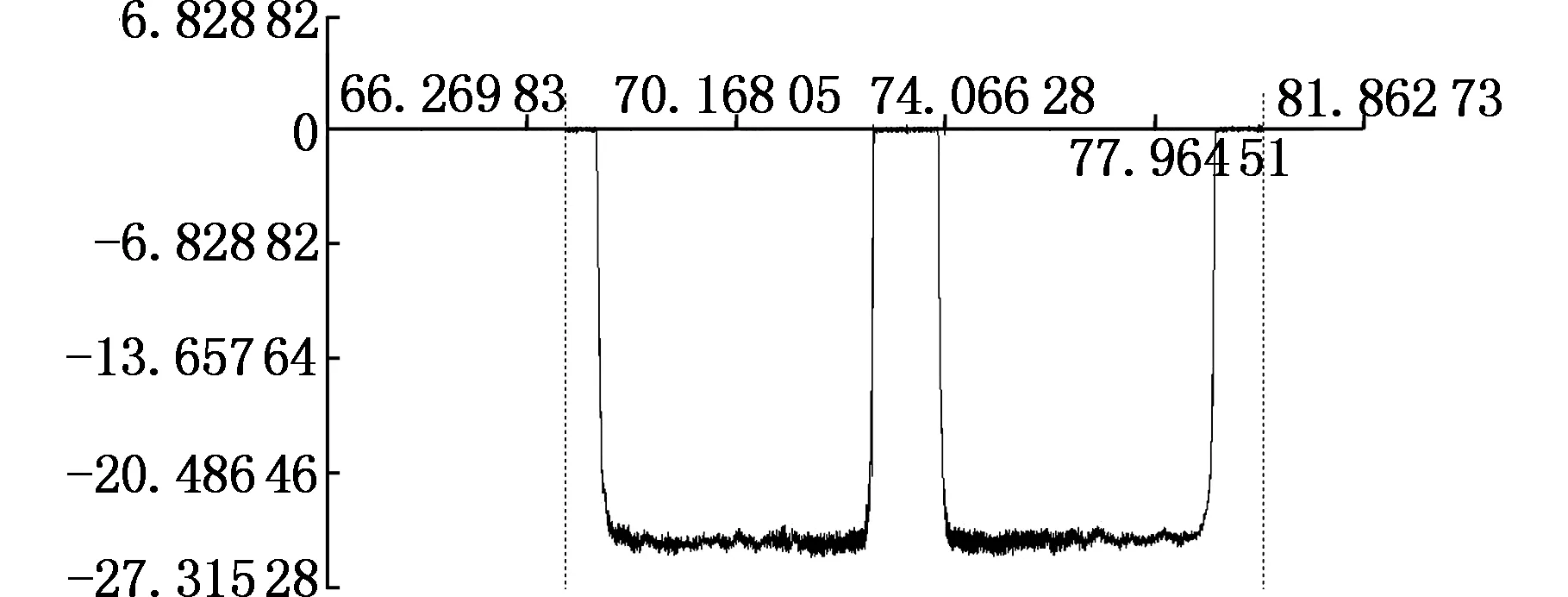
圖6 濾波后磨削力信號圖Fig.6 Diagram of grinding force signal after filtering
2 實驗結果及其分析
2.1 CBN磨粒與釬料界面反應生成物形貌
圖7為不同釬焊溫度下CBN磨粒表面生成物的SEM圖。圖7a為1號砂輪試樣(釬焊溫度900 ℃)的磨粒表面生成物形貌,可以看出,當釬焊溫度較低時,尺寸為200 nm左右的較規則顆粒狀灰色化合物呈離散狀分布在CBN磨粒表面,此時化合物層較薄,未將CBN磨粒完全覆蓋;圖7b為3號試樣(釬焊溫度為940 ℃)的表面生成物形貌,尺寸為800 nm左右的表面生成物數量逐漸增多且呈致密狀覆蓋在磨粒表面,幾乎將CBN磨粒全部覆蓋;圖7c為5號試樣(釬焊溫度為980 ℃)的表面生成物形貌,表面生成物呈柱狀生長,尺寸約為30 μm。
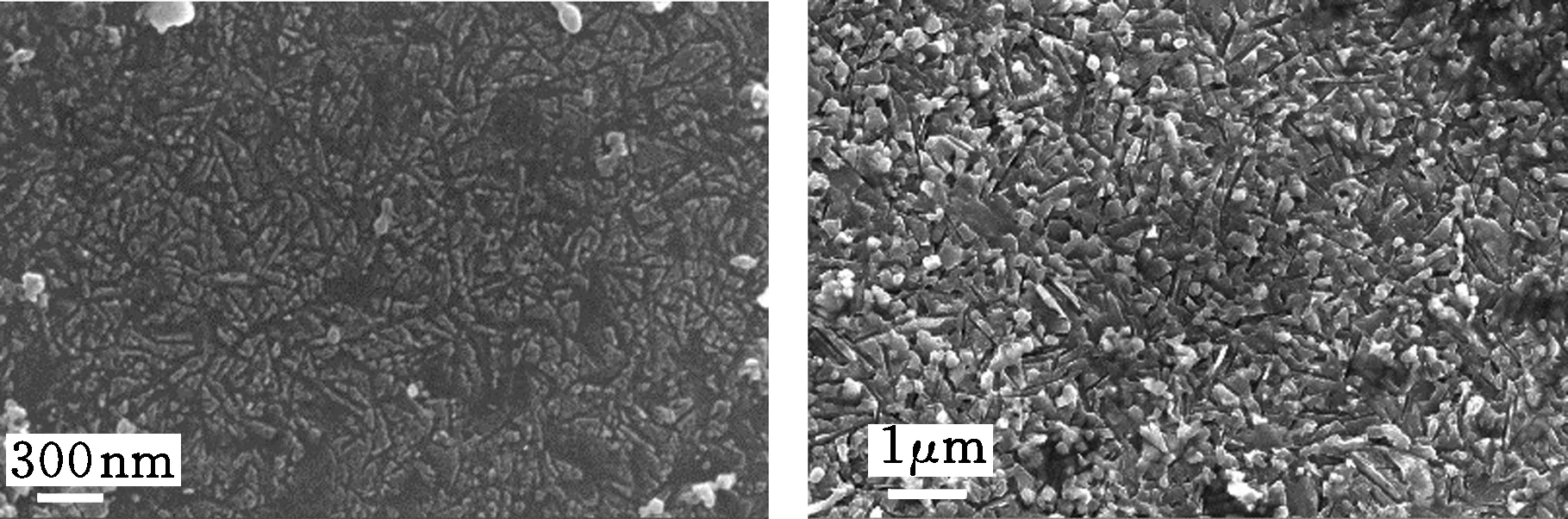
(a)1號砂輪 (b)3號砂輪
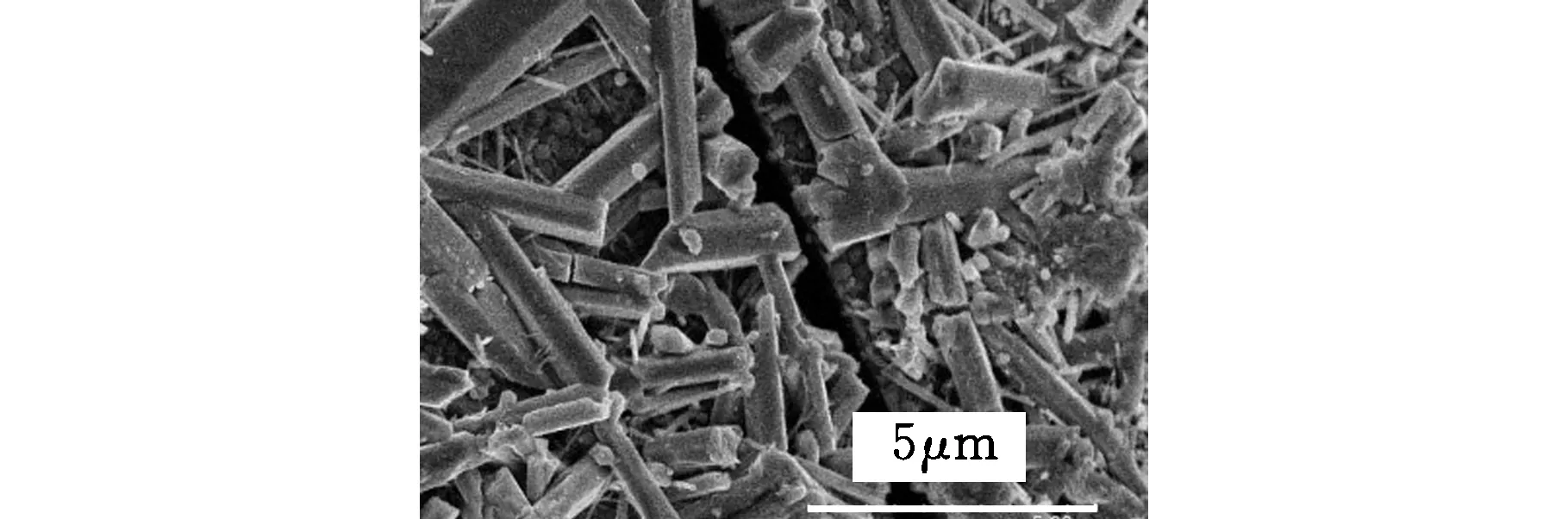
(c)5號砂輪圖7 不同釬焊溫度下CBN磨粒表面生成物的SEM圖像Fig.7 SEM images of compounds on CBN grain surface at different brazing temperature
當釬焊溫度較低時,具有較強親和力的Ti被CBN磨粒選擇性吸附,但較低的釬焊溫度致使釬料合金與CBN磨粒界面處元素相互擴散和化合的速度較慢,從而磨粒、釬料和基體之間不能形成充分的冶金結合,在一定釬焊時間內,表面生成物較少且呈離散分布,此時基體、釬料和磨粒三者之間的結合強度較低,隨著磨削力逐漸增大,磨粒易脫落。當釬焊溫度升高時,Ti與CBN磨粒表面的B、N元素在較短時間內具有足夠的條件發生反應且反應較充分,磨粒表面新生化合物分布較密集且將CBN磨粒表面完全覆蓋,有利于提高釬料、磨粒和基體之間的結合強度。然而,當釬焊溫度過高時,會對CBN磨粒產生熱損傷,在磨粒表面形成裂紋,這將嚴重影響CBN磨粒的機械力學性能。
圖8為感應釬焊CBN砂輪表面新生化合物能譜元素分析圖(EDS)。新生化合物主要包括N、B、Ti三種元素。李奇林等[6]對CBN磨粒表面的反應機理進行了詳細分析。處于β相的Ti與B、N等非金屬元素具有較強的親和力,從而使得活性Ti被CBN磨粒表面選擇性吸附,進而與CBN表面的B、N元素發生相互擴散和化合,生成TiN、TiB2化合物層,最終生成CBN/TiN/TiB2釬料結構[7-9]。當溫度較高時,能夠加快Ti原子在CBN磨粒與液態釬料界面處的擴散,一定時間內,生成化合物相對較多,結合力較強。
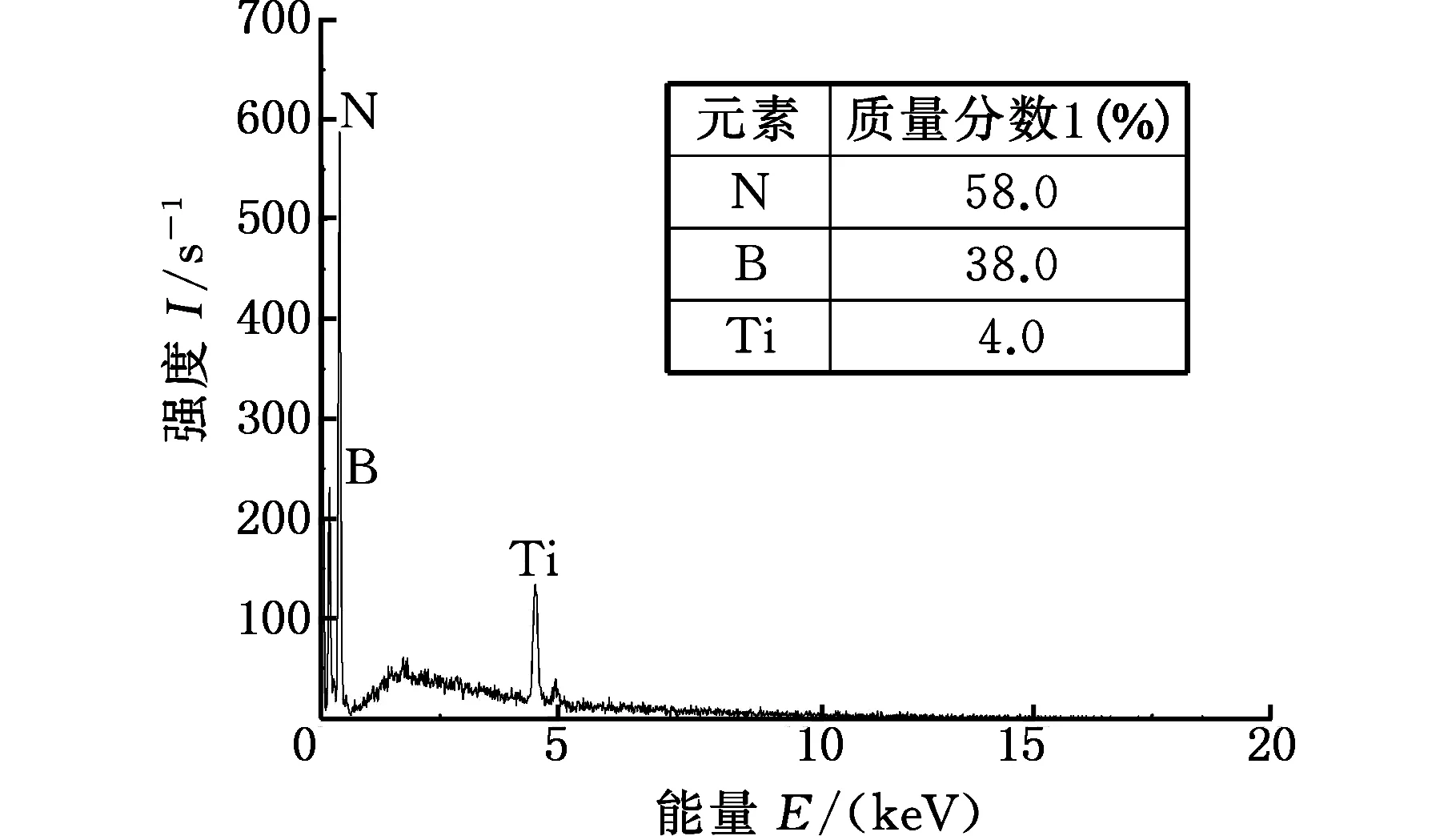
圖8 CBN表面化合物能譜圖Fig.8 EDS of compound on brazed CBN surface
2.2 磨削力
在磨削過程中,磨削用量與磨削力有直接關系,影響磨削工件表面質量、砂輪耐用度以及磨削比能等相關物理量。圖9所示為各釬焊溫度下不同磨削深度ap和工件速度vw與磨削力之間的關系。由于砂輪磨粒具有較大的負前角,故法向力Fn略大于切向力Ft。圖9a、圖9b為磨削深度ap與切向力Ft和法向力Fn之間的關系。由于1號釬焊砂輪(釬焊溫度為900 ℃)結合強度較小,磨削幾個行程后發生失效,因此,后文對1號釬焊砂輪的磨削性能不做討論。隨著磨削深度ap不斷增大,單顆磨粒切削厚度也不斷增大,法向力和切向力均呈增大趨勢且3號釬焊砂輪(釬焊溫度為940 ℃)的法向力和切向力均較小。圖9c、圖9d為工件速度vw與磨削力之間的關系。隨著工件速度的增加,一方面,工件材料去除率和單顆磨粒最大切削厚度增大,另一方面,磨削區的接觸弧長增大,即單位時間內參與磨削的動態有效磨粒數增多[10],故砂輪磨削的法向力和切向力均增大,3號釬焊砂輪的兩種磨削力均較小。
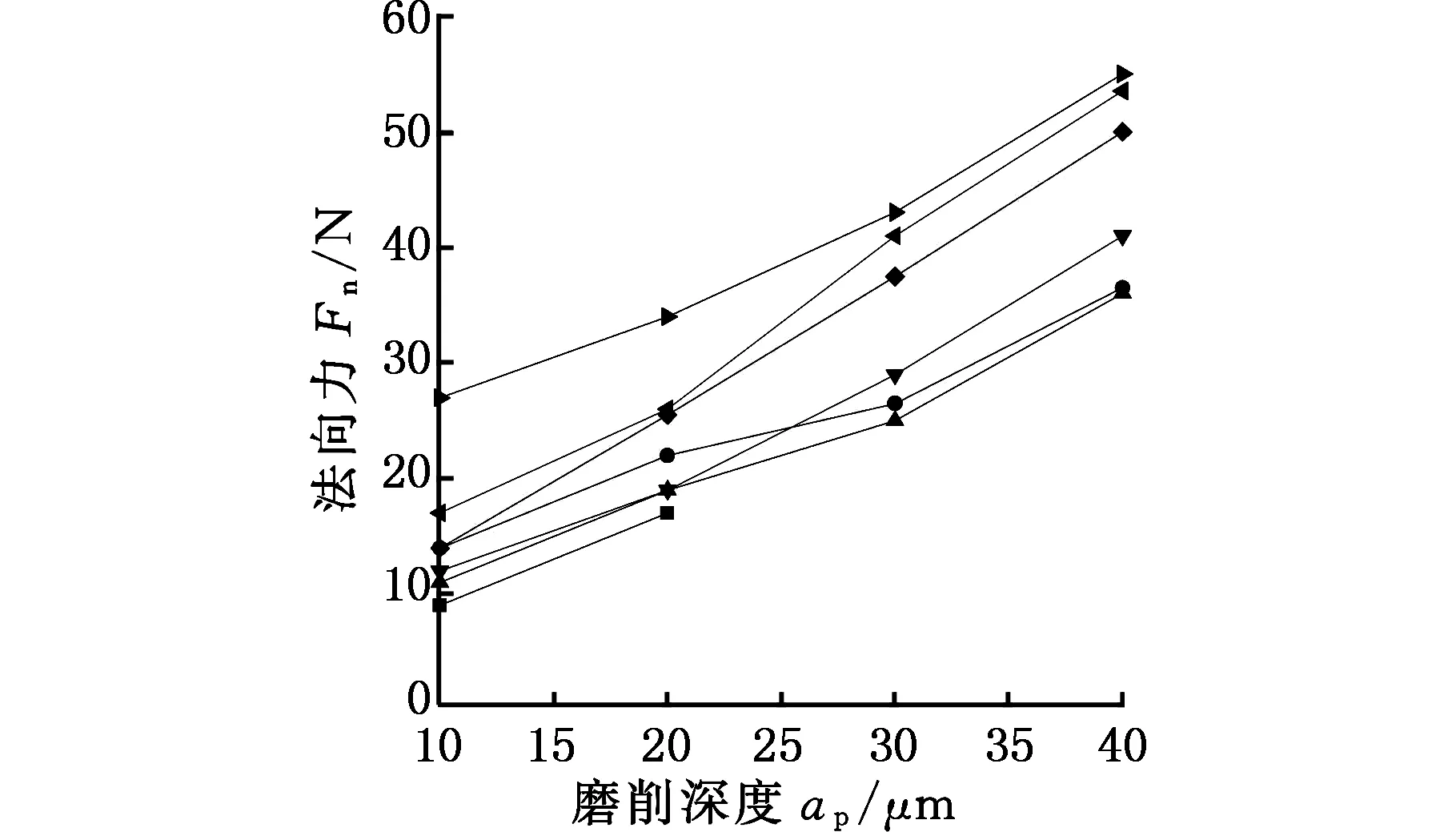
(a)ap對法向磨削力的影響
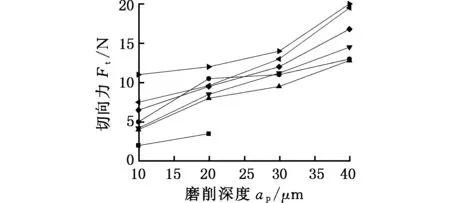
(b)ap對切向磨削力的影響
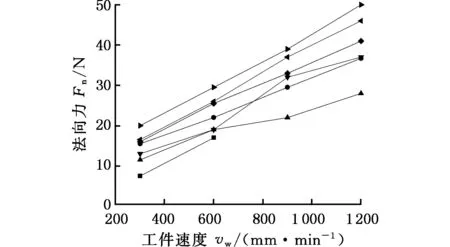
(c)vw對法向磨削力的影響
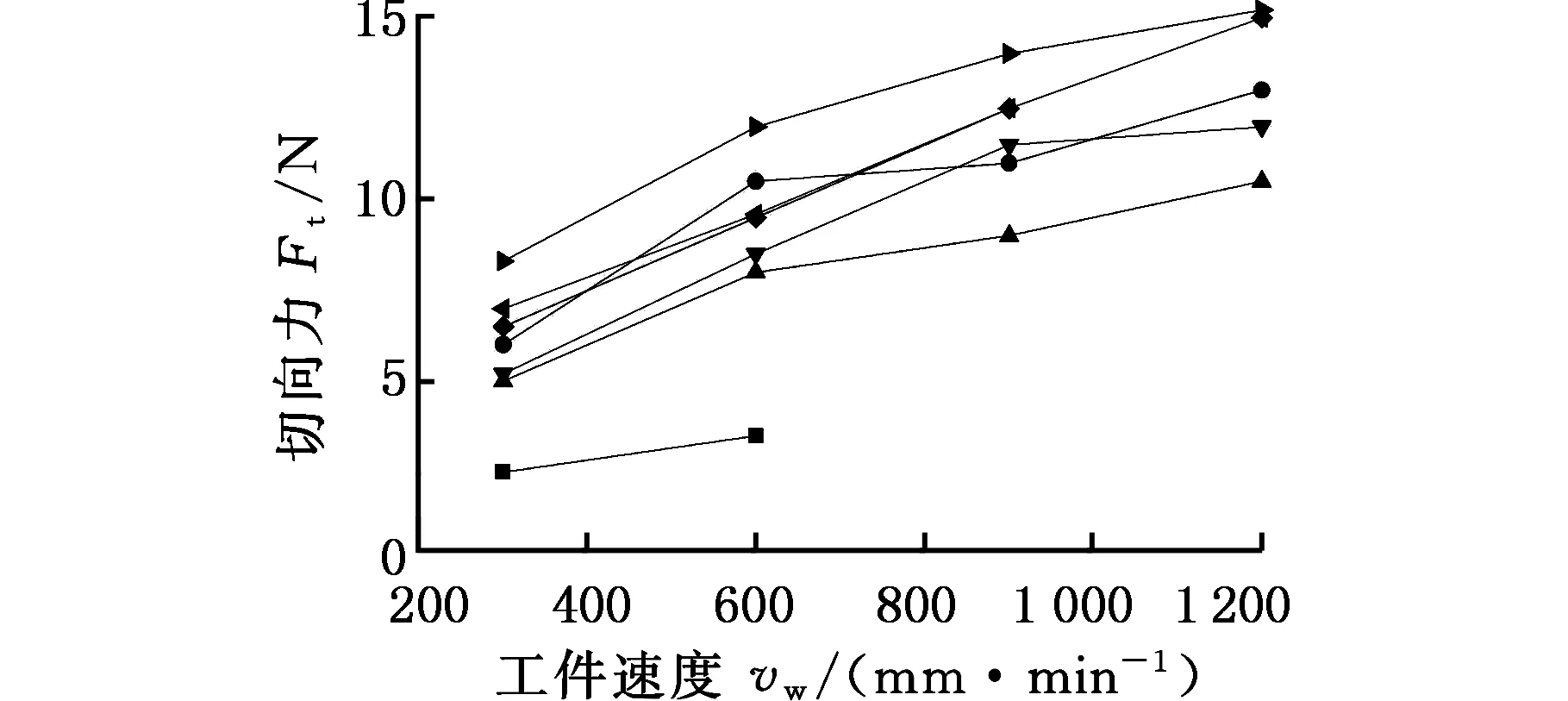
(d)vw對切向磨削力的影響
當釬焊溫度較低時,根據圖7a可以看出,由于磨粒表面生成物形貌呈離散狀態分布,釬料合金與CBN磨粒界面處元素相互擴散較慢,導致磨粒、釬料和基體三者之間的結合強度較小。隨著切深或工件速度增大,磨削力增大較快,在較大負重下,將會導致磨粒大量脫落,無法繼續進行磨削。當釬焊溫度較高時,根據圖7c可以看出:一方面,釬焊后的CBN磨粒在高溫下產生裂紋等熱損傷,導致磨粒機械力學性能下降;另一方面,在較高的釬焊溫度下,磨粒棱角由于界面能較高而被化學反應消耗,從而導致磨粒的鋒利度降低。

圖9 磨削用量對磨削力的影響
Fig.9 Effect of grinding parameters on grinding force
由圖9還可看出,在不同磨削深度和工件速度下,電鍍CBN砂輪的切向力和法向力較感應釬焊CBN砂輪大。
2.3 磨削比能
通常,對砂輪磨削、磨損特征及加工表面完整性影響最大的因素為磨削比能es和單顆磨粒最大切削厚度agmax。本實驗采用感應釬焊CBN砂輪和電鍍CBN砂輪進行對比研究,前者CBN磨粒為有序排布,后者CBN磨粒為無序均勻排布。無序排布的磨粒主要利用分布密度對砂輪地貌特征進行表征,可根據圖10所示電鍍CBN砂輪磨粒分布宏觀形貌計算。電鍍CBN磨粒無序排布時切削厚度計算公式為[11]
(1)
(2)
式中,vs為砂輪線速度;C為平均磨粒密度;de為砂輪直徑;Nd為有效磨粒數。
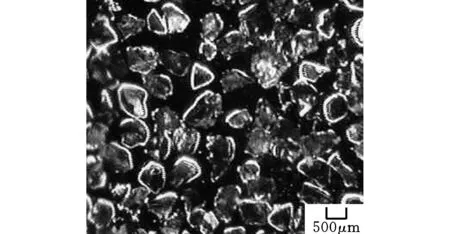
圖10 電鍍CBN磨粒宏觀形貌Fig.10 Microscopic morphology of electroplated CBN grains
有序排布的磨粒則利用磨粒間距表征,感應釬焊有序排布砂輪間距一般為1.2mm,則感應釬焊CBN磨粒有序排布切削厚度為
(3)
式中,D為磨粒間距。
磨削比能的計算公式為
(4)
式中,b為磨削寬度。

(a)釬焊CBN砂輪
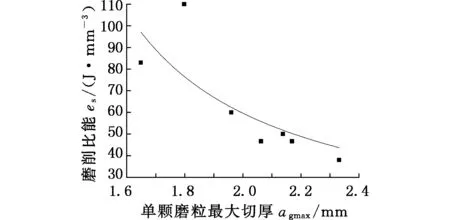
(b)電鍍CBN砂輪圖11 單顆磨粒最大切削厚度與磨削比能關系Fig.11 Relation of the maximum cutting thickness and grinding specific energy
圖11所示為釬焊CBN砂輪與電鍍CBN砂輪的最大切削厚度agmax與磨削比能es的關系。由圖11a可知,磨削比能與單顆磨粒切削厚度有良好的對應關系。在單顆磨粒切削厚度agmax較大時,磨削比能es較小,表明在較大單顆磨粒切削厚度情況下去除單位體積的鈦合金工件材料所需要的能量較少[12]。磨削比能隨最大切削厚度的增大而減小,且下降趨勢越來越慢,逐漸趨于穩定。3號砂輪試樣(釬焊溫度為940 ℃)由于具有較強的結合強度,且在磨削過程中的磨削力較小,所以當單顆磨粒最大切削厚度增大時磨削比能較小;6號砂輪試樣(釬焊溫度為1 000 ℃)由于磨削過程中易出現熱損傷且砂輪鋒利度較低,故隨著單顆磨粒最大切削厚度增大,磨削比能較高。圖11b為不同磨削用量下電鍍砂輪切厚與磨削比能的關系。由圖可知,隨著單顆磨粒切厚的增大,磨削比能呈下降趨勢,且電鍍CBN砂輪的磨削比能較釬焊CBN砂輪大。
2.4 砂輪磨損特征
磨削鈦合金過程中,感應釬焊CBN砂輪的磨損形式如圖12a所示,即3號砂輪試樣(釬焊溫度為940 ℃)的磨損形貌。在磨削過程中,磨削力與砂輪磨損狀態有直接聯系[13],隨著磨削用量增大,磨削力也不斷增大,從而磨削過程中的溫度不斷升高,導致磨粒熱損傷程度較嚴重。因此,有些磨粒內部產生內應力及微裂紋,使這些受損的磨粒在磨削力的作用下迅速破碎,機械強度不斷下降[14]。另外,由于磨粒所承受的合力與結合劑所承受的合力不共線,因此存在導致磨粒破碎甚至脫落的力矩。
電鍍CBN砂輪的主要磨損形式如圖12b所示。磨削過程中,在較高的磨削溫度和較大的法向力作用下,磨削區的被磨材料產生劇烈塑性變形,磨粒與工件間通過物理、化學吸附作用而相互黏結,在相對滑擦的剪切力作用下,造成被磨材料向磨粒轉移,發生砂輪黏附[15]。另外,由于電鍍CBN砂輪磨粒露出高度較低,容屑空間較小,磨削過程中產生的碎屑易使砂輪堵塞,從而磨削溫度不斷升高,最終產生砂輪黏附,影響磨削工件表面質量。
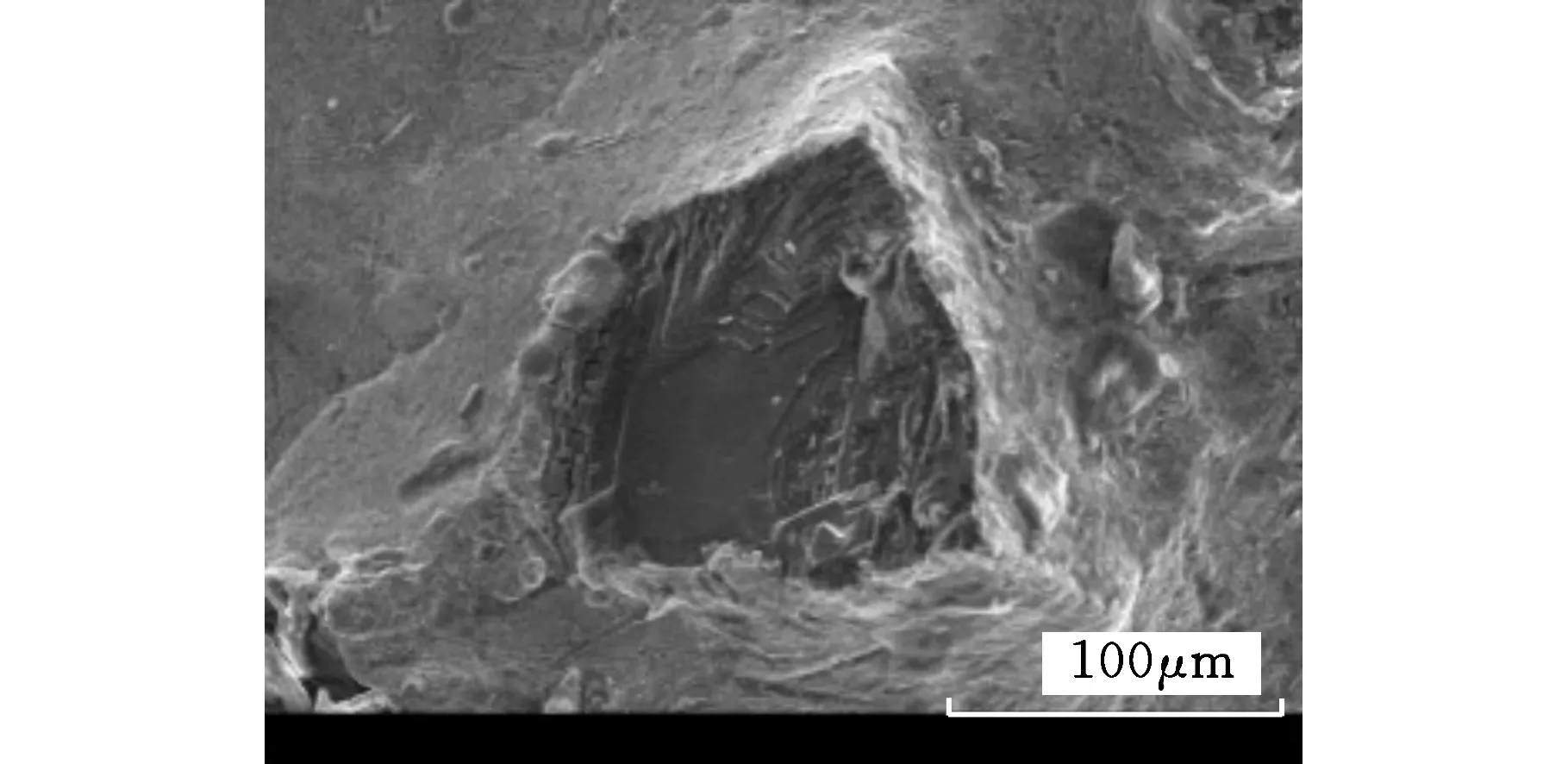
(a)感應釬焊CBN砂輪
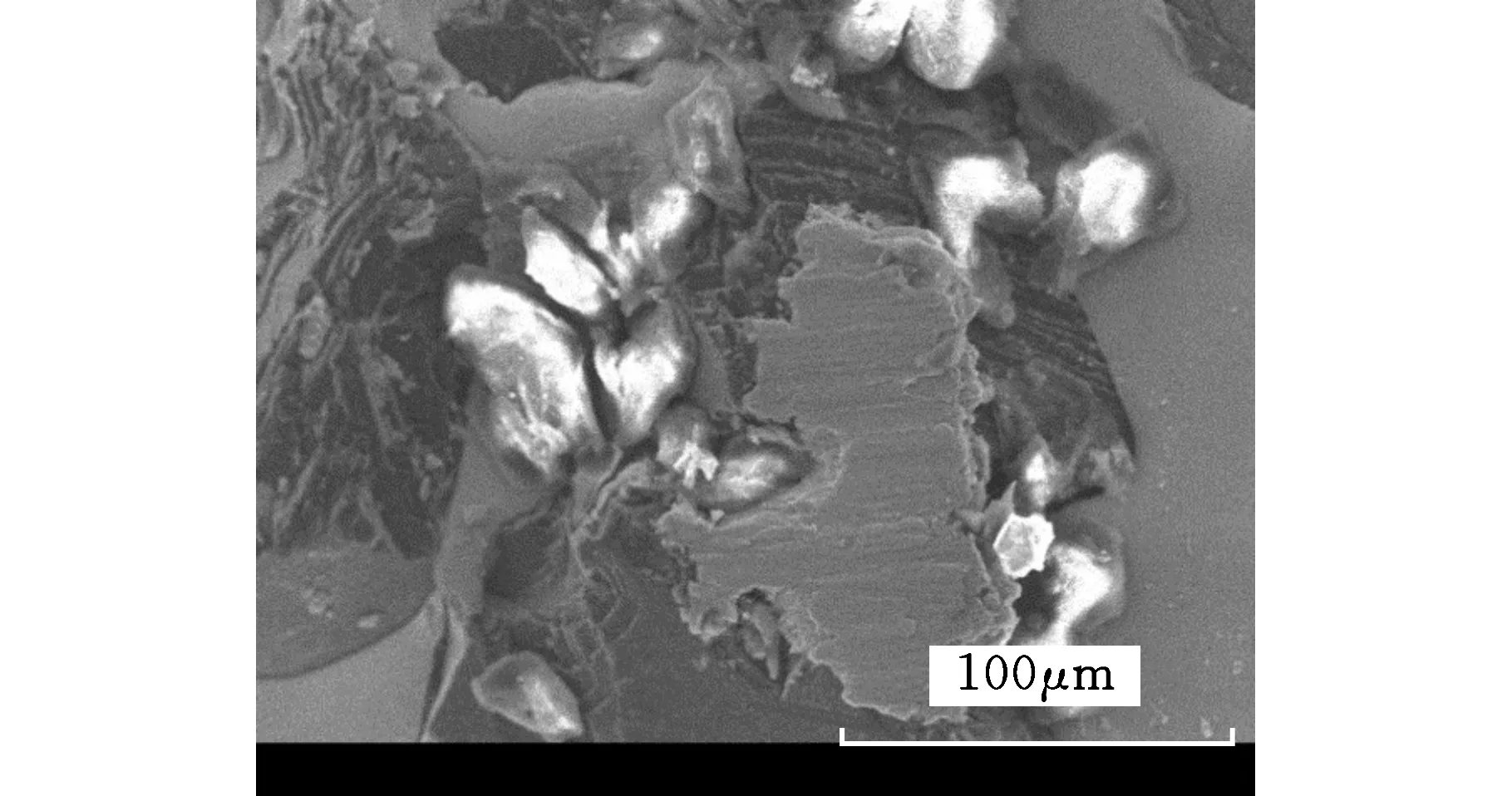
(b)電鍍CBN砂輪圖12 磨損形貌Fig.12 Wear morphology
3 結語
(1)感應釬焊CBN砂輪磨粒界面新生化合物主要組成元素有N、B、Ti三種元素,活性元素Ti發生擴散與N和B發生化合反應。
(2)釬焊溫度為940 ℃時,感應釬焊CBN砂輪的磨削力和磨削比能較小且在相同磨削用量下,電鍍CBN砂輪的磨削力和磨削比能較感應釬焊CBN砂輪大。
(3)釬焊溫度為940 ℃的CBN砂輪的結合強度較高且磨粒熱損傷較小。當釬焊溫度較低時,由于其結合強度較低易造成磨粒脫落;當釬焊溫度較高時,磨粒易發生熱損傷,導致內部裂紋產生,磨削性能降低。
(4)感應釬焊CBN砂輪主要磨損形式為尖角微破碎,電鍍CBN砂輪磨損形式為黏附磨損,由于電鍍砂輪容屑空間較小,在重負荷磨削時,碎屑易堵塞砂輪,隨著磨削溫度的升高易造成黏附磨損。
參考文獻:
[1] ROM M, BRAKHAGE K H, BARTH S, et al. Mathematical Modeling of Ceramic Bond Bridges in Grinding Wheels[J]. Mathematics & Computers in Simulation,2018,147:220-236.
[2] WALTER C, KOMISCHKE T, WEINGARTNER E, et al. Structuring of CBN Grinding Tools by Ultrashort Pulse Laser Ablation[J]. Procedia CIRP,2014,14:31-36.
[3] 陳俊云, 靳田野, 鹿玲. CBN刀具材料的發展及其切削性能研究進展[J]. 制造技術與機床,2015,3(1):33-39.
CHEN Junyun, JIN Tianye, LU Ling. Development and Cutting Performence of CBN Tool[J]. Manufacturing Technology & Machine Tool,2015,3(1):33-39.
[4] DING Wenfeng, XU Jiuhua, CHEN Zhenzhen, et al. Effects of Heating Temperature on Interfacial Microstructure and Compressive Strength of Brazed CBN-AlN Composite Abrasive Grits[J]. Journal of Wuhan University of Technology(Mater. Sci. Ed.),2010,25(6):952-956.
[5] 馬伯江, 蔡嘯, 于慶先. 金剛石表面的膜層沉積處理及其感應釬焊的研究[J]. 中國機械工程,2012,23(15):1868-1872.
MA Bojiang, CAI Xiao, YU Qingxian. Research on Treatment of Diamond Surface by Film Deposition and Induction Brazing[J]. China Mechanical Engineering,2012,23(15):1868-1872.
[6] 李奇林, 徐九華, 蘇宏華,等. 高速磨削用單層釬焊CBN砂輪及其磨削性能[J]. 工具技術,2016,50(10):15-18.
LI Qilin, XU Jiuhua, SU Honghua, et al. Development and Performance of Brazed CBN Wheel for High Speed Grinding[J]. Tool Engineering,2016,50(10):15-18.
[7] 李奇林, 蘇宏華, 徐九華,等. 超高頻感應連續釬焊立方氮化硼磨粒的界面反應機理[J]. 中國有色金屬學報,2015,25(6):1465-1470.
LI Qilin, SU Honghua, XU Jiuhua, et al. Interfacial Reaction Mechanism of CBN Grain Continuous Brazed by Ultra-high Frequency Induction[J].Chinese Journal of Nonferrous Metals,2015,25(6):1465-1470.
[8] DING W, LINKE B, ZHU Y, et al. Review on Monolayer CBN Superabrasive Wheels for Grinding Metallic Materials[J]. Chinese Journal of Aeronautics,2016,30(1):109-134.
[9] MIAB R J, HADIAN A M. Effect of Brazing Time on Microstructure and Mechanical Properties of Cubic Boron Nitride/Steel Joints[J]. Ceramics International,2014,40(6):8519-8524.
[10] 劉兆博, 呂玉山, 王軍,等. 葉序排布外圓砂輪磨削TC4的磨削力實驗研究[J]. 現代制造工程,2017(2):105-108.
LIU Zhaobo, LYU Yushan, WANG Jun, et al. Experimental Investigation on the Grinding Force of the Engineered Grinding Wheel in Grinding TC4[J]. Mordern Manufacturing Engineering,2017(2):105-108.
[11] 田霖, 傅玉燦, 楊路,等. 鈦合金 Ti6Al4V 高速磨削試驗研究[J]. 中國機械工程,2014,25(22):3056-3060.
TIAN Lin, FU Yucan, YANG Lu, et al. Experimental Studies for High Speed Grinding of Titanium Alloy Ti6Al4V[J]. China Mechanical Engineering,2014,25(22):3056-3060.
[12] 楊長勇. 單層釬焊立方氮化硼砂輪緩進深切磨削鈦合金的基礎研究[D]. 南京:南京航空航天大學,2010.
YANG Changyong. Basic Research on Creep Feed Grinding of Titanium Alloy with Monolayer Brazed CBN Wheel[D]. Nanjing:Nanjing University of Aeronautics and Astronautics,2010.
[13] 李峰, 蘇宏華, 丁文鋒,等. 電鍍CBN砂輪高速磨削高溫合金的砂輪磨損研究[J] 金剛石與磨料磨具工程,2011,31(6):29-32.
LI Feng, SU Honghua, DING Wenfeng, et al.Wear of Electroplated CBN Wheels in High Speed Grinding of Superalloy[J]. Diamond & Abrasives Engineering,2011,31(6):29-32.
[14] 任敬心, 華定安. 磨削原理[M].北京:電子工業出版社,2011:116-118.
REN Jingxin, HUA Dingan. Principles of Grinding[M]. Beijing: Publishing House of Electronics Industry,2011:116-118.
[15] 任敬心, 康仁科, 王西彬. 難加工材料磨削技術[M].北京:電子工業出版社,2011:59-60.
REN Jingxin, KANG Renke, WANG Xibin. Grinding Technology of Difficult-to-machine Materials[M]. Beijing: Publishing House of Electronics Industry,2011:59-60.
