Si含量對35CrMo熱浸鍍Al-Si鍍層性能影響研究
2018-04-20 11:59:25張瀟華郭麗娟朱龍龍
世界有色金屬 2018年3期
張 浩,張瀟華,劉 旭,郭麗娟,朱龍龍,高 帥
(中國石油大學勝利學院,山東 東營 257061)
35CrMo是一種合金調質鋼,其中含碳量約為0.35%,又添加了一定量的合金元素Cr和Mo。35CrMo主要用于制造承受沖擊、彎扭、高載荷的各種機器中的重要零件,常用作抽油桿。因為抽油桿工作時處在受腐蝕的環境中,且受到流體流動和磨粒磨損的作用,加劇其腐蝕,并容易產生腐蝕疲勞、沖刷腐蝕等[1],存在很大的安全隱患,易造成大的經濟損失。故其腐蝕一直是困擾人們的主要問題[2,3]。
熱浸鍍Al是一種廣泛應用的表面涂覆防腐蝕技術,鍍件不僅在苛刻腐蝕環境下具有良好的耐蝕性能,而且還具有良好的耐高溫氧化、耐磨及對光和熱的反射性能等。鋼鐵在熱浸Al后可以增強其耐腐蝕、耐熱等諸多性能,從而延長鋼鐵件的使用壽命,降低因腐蝕造成的經濟損[4,5]。本文通過試驗對35CrMo進行熱浸鍍Al-Si工藝研究,以提高金屬材料的耐蝕性,分析了Si含量對鍍層組織結構的影響,優化了工藝參數,得到了性能良好的鍍層,可有效增加抽油桿的耐腐蝕性。到目前為止,國內對抽油桿35CrMo熱浸鍍Al-Si工藝研究較少。
1 試驗方法
1.1 試驗材料
本試驗原材料如下:試樣尺寸為φ28.5mm×3mm的35CrMo薄圓片;工業純Al塊;Al-12wt%Si塊;Al-Si合金通過采用在Al塊中加入Al-12wt%Si塊中間合金的辦法熔制。
通過查閱資料與多次試驗選擇表面覆蓋劑為NaF、NaCl兩種物質混合,質量比2:1;助鍍劑配方為4%K2ZrF6+2%NaCl。
1.2 試驗工藝流程
熱浸鍍Al工藝一般可以分為溶劑法和森吉米爾法兩類[4],而溶劑法又有熔融溶劑法(濕法)和烘干溶劑法(干法)。本次試驗采用烘干溶劑法,其工藝包括鍍前處理、助鍍處理、熱浸鍍鋁和鍍后處理幾個部分。試驗通過改變浸鍍液中的Si含量來研究它對鍍層性能的影響。其中,各種浸鍍液中的Si含量分別為:2.0、4.0、6.0、8.0和10.0wt%,浸鍍溫度為650℃,浸鍍時間別為14min。
通過查閱國內外相關文獻,制定了本次抽油桿材質35CrMo熱浸鍍Al-Si的工藝流程如下:試樣打磨→除油(丙酮)→水洗→酸洗→水洗→助鍍→烘干→熱浸鍍→冷卻→制樣→磨樣→觀察。
試驗設備:SX2-6-13箱式電阻爐、MDJ200型金相顯微鏡、XQ-2B鑲樣機、測厚儀。
2 試驗結果分析與討論
2.1 鍍層的組織結構分析
通過圖1在浸鍍溫度650℃、浸鍍時間14min、Al-8.0wt%Si條件下35CrMo鋼試樣浸鍍層截面組織形貌可以看出,熱浸鍍Al-Si的鍍層主要是內層合金層和外層Al-8%Si層兩部分組成。其中內層合金層又可分為兩層,經查閱相關資料[6,7]得知靠近Al-8%Si層很薄,呈深灰色,帶狀分布的相是FeAl3,而靠近35CrMo鋼基體,呈淺灰色,舌狀分布的是Fe2Al5。
同時會發現在FeAl3相和Fe2Al5相之間會出現一些白色的條狀相,查閱有關文獻可以知道當Al液中加入Si以后,在浸鍍純Al形成的舌狀晶體間的縫隙被彌合,在這些位置便會出現一些白色的條狀相,這些相為τ1/τ9[6]相。

圖1 650℃、14min、Al-8.0wt%Si下浸鍍層截面組織形貌圖
2.2 Si含量對鍍層微觀形貌的影響
35CrMo鋼熱浸鍍Al-Si,最終選擇的Si含量為2.0、4.0、6.0、8.0和10.0wt%。在金相顯微鏡下看到不同Si含量試樣浸鍍之后的微觀鍍層組織形貌圖如圖2所示。
圖(a)為680℃時Al-2.0wt%Si的微觀組織形貌圖,可看出的鍍層的厚度不夠均勻,并且有輕微的孔洞,合金層很不明顯;圖(b)為680℃為Al-4.0wt%Si的微觀組織形貌圖,圖中可以看出鍍層的厚度相比Al-2.0wt%Si完整,并且比較均勻,合金層可清晰看到且厚度明顯增加,合金層并向35CrMo鋼基體擴散;圖(c)為680℃時Al-6.0wt%Si的微觀組織形貌圖,合金層分布均勻,并且厚度相對降低;圖(d)為680℃時Al-8.0wt%Si的微觀組織形貌圖,鍍層分布均勻,合金層厚度增加并呈舌狀開始向插入基體;圖(e)為680℃時Al-10.0wt%Si的微觀組織形貌圖,圖中可以看出鍍層分布均勻,但合金層的厚度開始下降并變得很薄。綜合圖2這五張圖還可看出隨著Si含量的增加,Fe2Al5的厚度大大降低。在Si含量增加的過程中,Fe2Al5成舌狀插入鐵基體,而隨著Si含量的增加,舌狀逐步消失,當Si含量為10.0wt%時,它基本成為帶狀。同時,FeAl3相隨著Si含量的增加,其厚度沒有發生明顯的變化,與最外層鍍層的界面始終呈不規則狀。
綜合上述分析可知,隨著Si含量的增加,鍍層的形貌均不相同,合金層與基體之間的過渡由舌狀也逐漸變為帶狀。通過查閱文獻分析原因可能有以下幾個方面:①已知靠近鐵基的是Fe2Al5,T.Heumann[7]通過對Fe2Al5晶體結構的研究得出其具有斜方形晶格單位,有兩個垂直向上相疊的C軸,沿C軸的晶格結點僅由Al原子占據。其它Al原子和全部Fe原子處于單位晶格的內部或在晶格的側邊上。它們在C/2的距離上以環狀方式圍繞著由原子沿C軸方向構成的獨立結構鏈。由于C軸上有較多空位(30%),因而Al原子通過Fe2Al5晶格高速擴散和生長[8]。可以推斷,在被Al原子和全部Fe原子準環形包圍的范圍內,原子沿C軸方向具有很高的變形性和流動性;②形成了FexA1ySiz界面化合物,其生長速度遠小于Fe2Al5[8];③Si的存在并沒有導致界面化合物生長的放慢,而主要是加速了基體Fe的溶解[9];④Eggeler等[10]從實驗提出了Si的存在不能使Fe的溶解增大。
因此隨著Si含量的增加,Fe2Al5的厚度也會降低。從圖2中的Al-10.0wt%Si的微觀組織形貌圖可看出,當Si含量為10.0wt%時,它已經成為帶狀。
2.3 Si含量對鍍層厚度的影響
為了進一步研究,本文又用測厚儀測量了2.0、4.0、6.0、8.0和10.0wt%下35CrMo鍍層的厚度,當650℃、14min浸鍍時35CrMo鋼鍍層厚度的變化規律如圖3所示。

圖2 熱浸鍍時間為14min、浸鍍溫度為650℃時不同Si含量下35CrMo試樣鍍層的微觀形貌圖
從圖3中可見,初始從2.0wt%到4.0wt%時35CrMo鋼鍍層厚度增加幅度最大,整好與圖2中(a)圖與(b)圖吻合;隨Si含量的增加,在4.0wt%到6.0wt%過程中鍍層厚度會逐漸減小;之后從6.0wt%到8.0wt%過程中鍍層的厚度又會較一開始小幅度增加,再次與圖2中(c)圖與(d)圖吻合;最后由6.0wt%到8.0wt%過程中鍍層厚度最終再次減小。當Si含量高于4wt%時,鍍層厚度在180μm上下浮動,8wt%Si含量厚度達到最高,這是由于Si的微觀作用在于其填充了Fe2Al5相中的原子空位,使得Fe2Al5致密度增加,從而阻礙Fe、Al原子在Fe2Al5中的擴散,抑制Fe2Al5的生長,使其擴散系數隨Si含量增加而下降[5],最終導致鍍層的厚度減小。
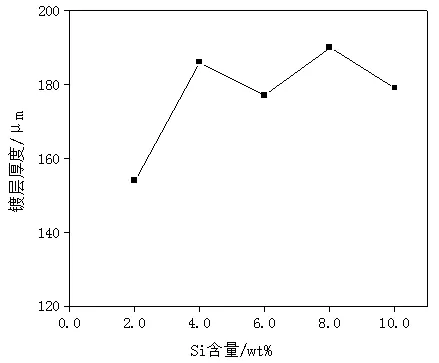
圖3 浸鍍溫度為650℃、熱浸鍍時間為14min時鍍層厚度隨Si含量的變化規律
綜合上述可以得出,Si含量的對合金層的厚度以及均勻生長起著重要的作用,綜合試驗結果考慮,鍍層厚度不能太低,在本試驗條件下,選用8.0wt%的Al-Si溶液作為助鍍溶液,使合金層的生長最為均勻,效果最好。
3 結論
本文利用金相顯微鏡、測厚儀等設備研究了35CrMo熱浸 鍍Al-2.0%Si、Al-4.0%Si、Al-6.0%Si、Al-8.0%Si和Al-10.0%Si(均為質量百分數)在浸鍍溫度為650℃、浸鍍時間14min時的顯微組織,對鍍層的組織結構進行了分析,得出以下結論:①Si含量對鍍層的厚度具有決定性的作用,當Si含量為8.0wt%時,鍍層質量及厚度最佳,效果最好。②Fe2Al5的厚度隨著鋁液中Si含量的增加,Fe2Al5的厚度大大降低,形貌也隨著Si含量的增加由舌狀逐步變成帶狀,并且在原本舌狀晶體的縫隙處出現了τ1/τ9相。③在Al液中添加Si后,Si原子填充了Fe2Al5的空位,阻礙了Fe、Al的擴散,降低了Fe2Al5的厚度,其中Si含量在8wt%時厚度達到最高。
[1]肖罡,上官琪,陸宇衡,等.鋼材的熱浸鍍鋁及其應用[J].大眾科技,2009(8):123-124,52.
[2]吳迪,劉炳,易大偉.熱浸鍍鋁技術的研究進展及應用[J].電鍍與精飾,2008,179:7-10.
[3]華勤,戚飛鵬.鋼鐵零件熱浸鍍鋁技術的發展[J].機械工程材料,1995,19(1):32-34.
[4]劉順華,李瑋.鋼絲連續熱浸鍍鋁工藝研究[J].表面技術,2001,30(2):1-2.
[5]韓煒.Si對Fe-Al反應過程中Fe2Al5相生長動力學的影響[D].湖南:湘潭大學,2009:25-29.
[6]Ghosh G:Aluminium Iron Silicon.Landolt-Bornstein New Series[J].2005,4:359-409.
[7]Heumann T,Dittrich N.Structure character of the Fe2Al5 intermetallics compound in hot dip aluminizing process[J].Z Metallk,1959,50:617-623.
[8]Y.Durander,L.Strezov,N.Ebril.In Galvatech'98[C].Japan,1998:9.
[9]Denner S,Jones R,Thomas R.Hot Dip Aluminizing of Steel Strip[J].Iron Steel Int,1975,48:241-252.
[10]Eggeler G,Auer W,Kaesche H.On the influence of silicon on the growth of the alloy layer during hot dip aluminizing[J].Journal of Materials Science,1986,21(9):3348-3350.
