冰箱鈑金智能CNC模具折彎工藝
2018-04-10 07:22:39崔偉陸宏杰李志中王宏寬
家電科技 2018年3期
崔偉 陸宏杰 李志中 王宏寬
1.中國電器科學研究院有限公司 廣東廣州 510300;2.安徽擎天偉嘉裝備制造有限公司 安徽滁州 239500
隨著定制服飾、定制手機、定制家具等各種定制化產品的出現,市場也出現對冰箱產品的定制化、個性化、多樣化的追求。定制冰箱是可以根據客戶的實際條件、需求和喜好,為客戶定制生產冰箱的大小,冰箱的外觀,冰箱的顏色等等。在冰箱的生產中,涉及很多大型鈑金件的成型加工,這些鈑金件的加工也需要適應小批量,多樣化的要求。這對生產廠商是很高的要求,需要廠家在定制和產量方面進行平衡。
一般來說,生產不同產品,在更換型號時需要對設備進行各種參數的調整,同時在生產前幾件時,設備處于調試狀態,報廢率很高。因此,定制化和產量這兩者是不可調和的矛盾。如何調和兩者的矛盾,就需要解決如何快速響應,如何減少廢品率。
1 當前的冰箱U殼生產設備
冰箱U殼是對冰箱外觀和性能都十分重要的零件,解決冰箱U殼定制化和產量兩者的矛盾至關重要。目前,生產冰箱U殼的方法大致有兩種:
第一種方法:采用通用設備,即是采用通用壓機,配合模具,人工上下料進行生產。這種生產方式,很有多缺點。
(1)可成型的U殼槽型很簡單,使得冰箱外殼和內膽的密封不好,在生產中易于泄露發泡料。而且剛性不足,容易變形,造成在使用時與門封密封不嚴,制冷性能下降;
(2)成型步驟多,且采用人工操作,造成產量低;
(3)人工上下料,易于造成鈑金變形,外觀不好看。
第二種方法:采用專用的生產線生產U殼,目前絕大多數的廠商都采用這種方法。
一條傳統的冰箱U殼線包括上料機、沖切機、180°翻轉機、輥軋機、Z-L折彎機、U型折彎機、下料機。傳統生產線采用的是輥軋機成型U殼的槽型,這種輥軋機是采用30~40組輥輪,將鈑金一點點折彎成型。楊浩軍[1],何平陽[2]等人就是采用這種方法。這種專用生產線相比起第一種方法,槽型復雜,生產效率高,成型尺寸好。但是這種方法也有其缺點,最大的缺點就是一個輥軋機只能成型一個槽型,成型尺寸一致性不夠好。
我們在冰箱U殼生產線上應用智能CNC模具折彎機替代輥軋機。這種折彎機,使用模具將鈑金件隨型折彎成型,可以隨時生產各種槽型的U殼。這樣,冰箱U殼的生產可以快速換型(包括更換槽型),并且成型準確,能響應當前冰箱產品定制化、多樣化的要求。
2 傳統輥軋機和智能CNC模具折彎機對比
2.1 傳統輥軋機
傳統U殼生產線,采用輥軋成型槽型的工藝方法,采用30~40組輥輪將鈑金一點點折彎成型,每一組輥輪如圖1所示。
每一組輥輪分上下兩個,分別正向和反向旋轉,上輥輪上下可調整位置。30~40組輥輪的形狀不同,鈑金在輥輪中間通過,通過輥輪形狀的不同,就可將槽型一點點慢慢的成型出來。成型過程如圖2。
這種輥軋機的缺點很明顯:
(1)只能生產一種槽型的U殼。由于U殼槽型是通過輥輪形狀的變化來慢慢成型的,而輥輪的形狀是不可變化的,因此,一個輥軋機只能生產一個槽型。如需生產不同的槽型,則需將所有的輥軋輪組都更換掉,工作十分繁瑣;
(2)只能生產一種材質的U殼。當輥輪的形狀確定以后,只能生產一種材質的U殼。更換材料會因為材料力學性能的不一樣,尺寸會發生變化;
(3)只能生產一個鈑金厚度的U殼。如更改U殼鈑金厚度,需要將所有的輥輪組的間隙一一人工調整,同時還要根據實際情況微調消除誤差;
(4)由于應力的存在,槽型成型完畢后,在前后兩端,會存在張口的現象,造成尺寸不一致,超過誤差允許范圍。
上述這些缺點,決定了這種輥軋機不適應現在的定制化,多樣化的冰箱發展趨勢。
2.2 智能CNC模具折彎機
我們研制的智能CNC模具折彎機替代輥軋機,同樣可以成型相同的槽型。智能CNC模具折彎機采用完全與不同的傳統折彎機和輥軋成型的方式,采用的是模條隨型移動,進而折彎鈑金的方式。模條在伺服電機的驅動下,可以在X和Y方向上同時移動,這樣在成型面上,模條可以到達任意位置,沿任何軌跡移動。如圖3所示。
成型動作由壓模,下模和模條配合完成。首先板料送入折彎機,送到下模的上方。壓模下降,壓住板料。然后,模條從板料的下方開始,沿著R=2的圓弧行走半圈,將板料推成此外圓半徑等于2的圓角,如圖4所示。
然后壓模松開,下模和壓模移動到下一個需要成型的位置,重復剛才的動作。成型其他的尺寸。
這種智能CNC模具折彎機,有下述優點:
(1)截面上所有尺寸方便調節。
例如,圖5的長度尺寸,A、B、C、D、E、F、G、H、I、L及角度尺寸,α、β、γ、δ、ε、λ都可以調節。
(2)U殼鈑金的厚度可調節。
(3)U殼鈑金材料可更換。
(4)調節尺寸,鈑金厚度等,可以很方便得在電腦上更改。同時,可以存儲上千種截面,更換截面時,一鍵換型。
(5)成型尺寸準確,模條在伺服電機的帶動下,移動的精度是0.01mm。
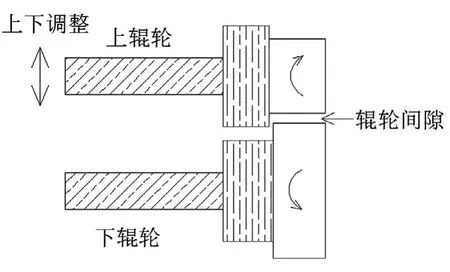
圖1 輥軋輪示意圖
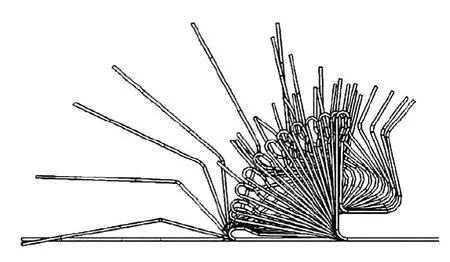
圖2 輥軋槽型花形圖

圖3模具移動范圍圖
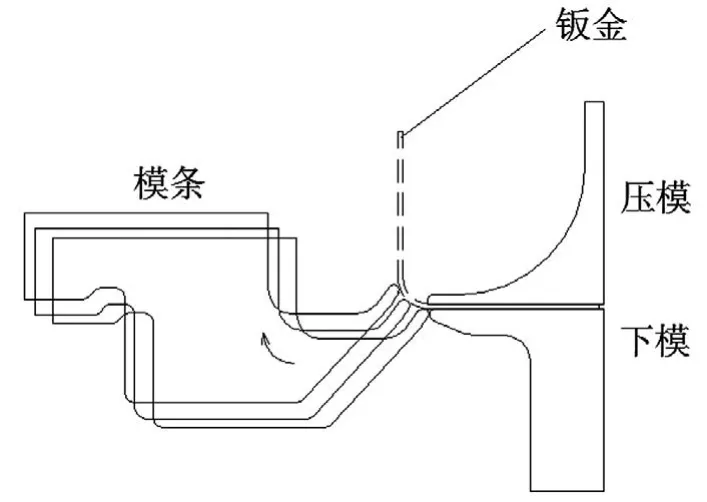
圖4 模具折彎圖
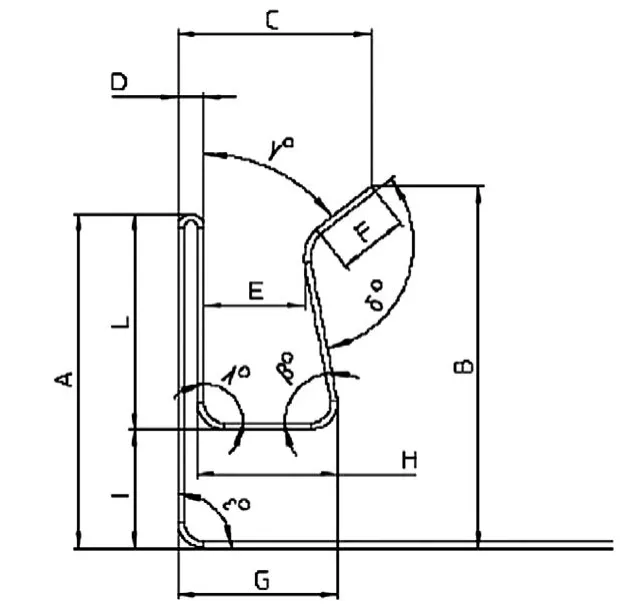
圖5 U殼槽型圖
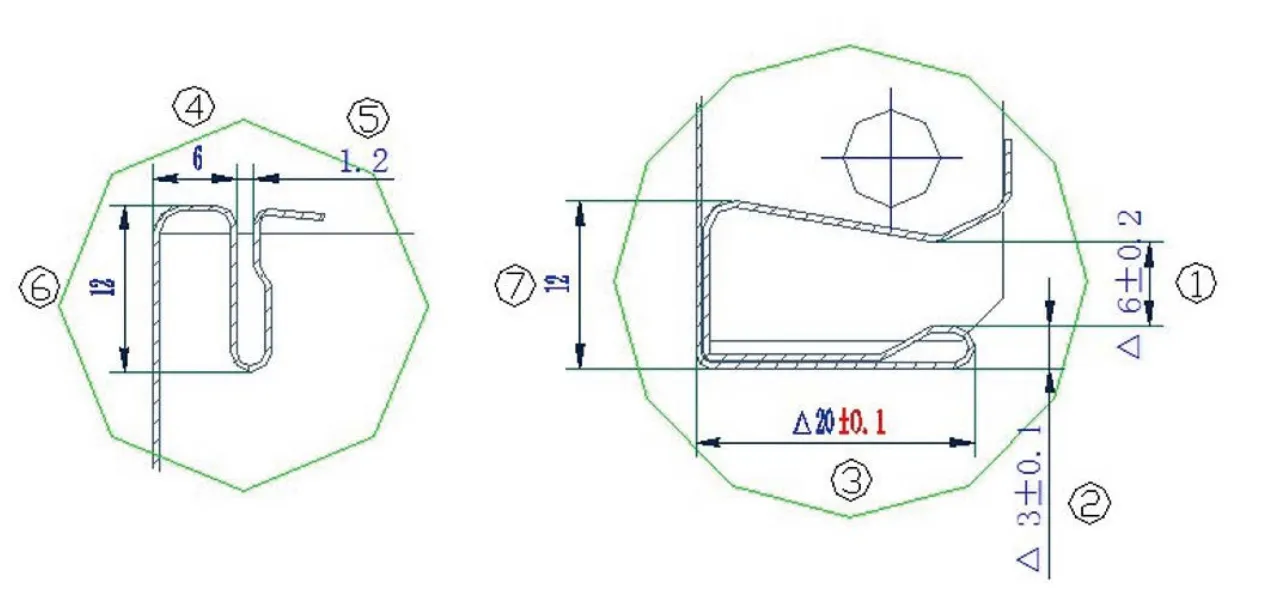
圖6 測量結果
智能CNC模具折彎機的這些特點,使其十分適合生產小批量、多樣化的定制冰箱。首先,它換型快,只需在電腦上選擇相應的型號,模條即根據存儲好的步驟和移動位置運動,成型事先設定好型號。不需再進行調試,換型完全不浪費時間,也不會提高報廢率。其次,它允許生產不同的槽型,不同的U殼鈑金厚度,不同的鈑金材料,符合多樣化的需求。再次,它移動的精度高,成型尺寸準確。比輥軋成型尺寸準確性更好,生產的冰箱的密封性也就更好。
3 應用實例
在孟加拉國的一家冰箱生產廠U殼生產線中應用了該設備。該生產線使用智能CNC模具折彎機替代輥軋機,原位180°翻轉機替代兩端180°翻轉機,機械手取料替代推桿下料。
我們對同一個U殼截面分別用輥軋機和智能CNC模具折彎機進行生產,對生產的3個樣件行了測量,測量結果如圖6、表1所示。
從上面的結果可以看到,采用智能CNC模具折彎機,誤差范圍小于±0.1mm。而輥軋機的誤差則在±0.3mm。明顯智能CNC模具折彎機的制造精度要高于輥軋機。
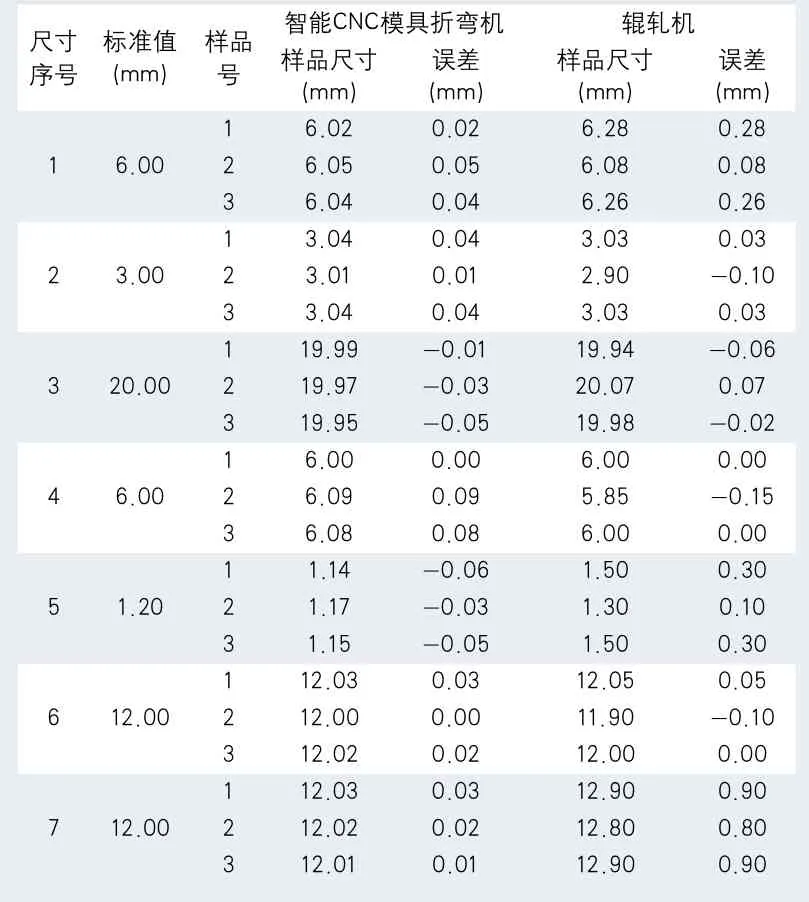
表1 測量結果
4 結論
智能CNC模具折彎機可以快速換型,生產多種類型的U殼,符合定制化、多樣化的要求。并且其制造精度高,生產出來的冰箱密封效果更好,外觀更美觀。在冰箱鈑金生產線中使用智能CNC模具折彎機,符合冰箱發展趨勢。
[1] 楊浩軍. 冰箱側板的輥軋成型設計方法[J]. 軍民兩用技術與產品,2010,9:46-48.
[2] 何陽平. 基于家電箱殼成形生產線的研究與改造[J]. 模具工業,2012,38(3):17-20.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車零部件(2014年11期)2014-09-18 11:57:16