鑄件自動循跡浮動磨邊的研究
2018-03-30 02:52:28馮勛壯楊麗穎李長春陳乃建吳長忠
現代制造技術與裝備 2018年4期
馮勛壯 楊麗穎 李長春 陳乃建 吳長忠
(濟南大學 機械工程學院,濟南 250022)
隨著鑄造行業的快速發展,鑄件的生產正朝著自動化、數字化和綠色化方向發展[1]。去除鑄件飛邊和毛刺實際上就是在不改變工件尺寸精度、形狀及位置精度的基礎上完全去除工件表面的飛邊和毛刺[2]。在機械零件加工的過程中,表面難免會出現飛邊、毛刺,殘留的飛邊和毛刺不但影響了零件的質量,而且降低了零件的使用性能,導致整個機械系統工作性能下降,可靠性、穩定性大大降低[3-5]。機械零件在進行下一道工序之前需要將飛邊和毛刺清理掉,因此工件的飛邊和毛刺清理是機械生產中不可缺少的一道關鍵工序[6]。
1 鑄件磨邊現狀
目前,在鑄件清理的過程中,企業常見的是人工手提砂輪機對地面或夾具上的鑄件進行打磨,從而去掉鑄件上的飛邊和毛刺。而臺式砂輪機是用來刃磨各種刀具、工具的常用設備,也應用于普通小零件去除飛邊、毛刺等清理工作,一般只用于凹凸面較少、可以手持工作的鑄件。這種人工打磨作業方式粉塵大,對人和環境污染嚴重,生產效率低,產品質量殘次不齊,加上勞動力成本較高,不符合國家相關環保要求,人工打磨已經逐漸被淘汰[7-8]。
隨著社會發展和科學技術的進步,人們研發出許多鑄件飛邊和毛刺的清理方法,目前有電化學去毛刺工藝及設備、數控機床加工及沖壓和工業機器人打磨等方法。電化學去毛刺工藝生產效率高,加工范圍不受材料限制,適合復雜零件的去毛刺加工,但加工穩定性不高,電解產物需要處理,附屬設備多,機床需要足夠的剛性和抗腐蝕性[9-13]。沖壓剪緣機床利用液壓在工作時產生的高壓力推動沖壓模具將工件外緣澆冒口、毛刺或毛邊去除,該設備生產效率和加工精度高,由于鑄件性脆,不適宜沖壓加工鑄件上的飛邊和毛刺。采用數控機床磨削飛邊、毛刺,通過更換工裝夾具夾持工件,設備上的防塵罩改善了加工環境,機床加工精度和生產效率高,工作穩定可靠。然而,沖壓剪緣機床和數控機床為通用機床,適合多品種、大批量的工件磨削,磨削量比較大,用來磨邊設備利用率不高,生產成本大,特別是單件小批量生產,需要經常調整工件裝夾位置,也將影響生產效率[14]。
采用工業機器人清理鑄件一般為兩種作業方式,一種是工業機器人抓取小型鑄件去打磨設備上清理,另一種是工業機器人抓取打磨工具清理固定不動的大型鑄件。機器人打磨可用于結構復雜、曲面多、批量大的工件打磨,不僅提高了勞動生產率及加工精度,而且降低了工作人員的工作強度,可以在人工或機床難以適應的環境下工作[15]。但機器人打磨編程時間長,操作復雜,不適用小批量生產,另外需要在機器人上加裝力傳感器,當加工量過大時,砂輪就會離開工件表面,以免切削力過大造成損壞設備或砂輪[16-18]。
一些生產批量大的企業可以采用專用打磨設備、數控機床和機器人等自動打磨鑄件。對于生產批量小、零件形狀復雜、尺寸規格多、鑄造尺寸誤差大的鑄件,采用上述自動打磨設備編程時間長,調試操作復雜,難以實現生產自動化。本文將介紹一種自動循跡浮動磨邊的機理及方法,它能夠快速打磨鑄件上的飛邊、毛刺,可應用在形狀復雜、批量小、規格多的鑄件自動打磨。
2 自動循跡浮動磨邊機理
2.1 自動循跡浮動磨邊原理
由數控機床運動控制理論可知,輸入工件的三維電子圖,數控機床就會自動將工件的電子圖轉換成G代碼,機床控制系統就會根據G代碼控制三個垂直方向運動的電機及其滾珠絲杠副運動,機床末端就會到達預定位置。本研究是在數控機床的輸出末端安裝一種自動循跡浮動磨邊裝置,如圖1所示。該浮動磨邊裝置由浮動裝置固定座、縱向氣缸、橫向氣缸、縱向移動座、橫向移動座、電主軸、磨頭和夾頭等組成。浮動裝置固定座固定在機床末端,縱向氣缸和橫向氣缸分別帶動縱向移動座和橫向移動座移動,氣缸下部的電主軸帶動夾頭和磨頭高速回轉,鑄件通過氣缸定位并固定在機床工作臺上,磨頭高速磨削鑄件上的飛邊、毛刺。
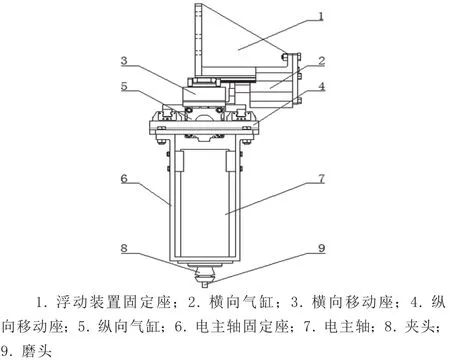
圖1 鑄件自動循跡浮動磨邊裝置
當鑄件的鑄造尺寸偏差不大(不超過磨頭最大磨削量)時,磨削力不大,由G代碼控制電機帶動機床末端的自動循跡浮動磨邊裝置移動,此時自動循跡浮動磨邊裝置上的氣缸不工作,只有電主軸帶動磨頭高速旋轉磨削工件上的飛邊和毛刺。當鑄造的尺寸過大時,數控機床還是按照G代碼要求的軌跡行走,由于磨削量增大,磨削力迅速增大,兩個垂直方向的氣缸就會受到很大的作用力。當超過設定的作用力時,氣缸開始工作,氣缸桿帶動移動座移動,磨削力就會下降;當磨頭磨削量達到允許值時,氣缸桿就會停留在該位置,磨頭磨削工件上的飛邊和毛刺,這樣不會由于磨削量過大損壞磨頭或機床零部件。
鑄件邊緣飛邊、毛刺鑄造誤差尺寸越大,自動循跡浮動磨邊裝置的氣缸桿和滑塊行程就越大,此次磨邊的剩余量也越大(由于磨邊量是一定的),這時機床按照G代碼行走軌跡保持不變,從而起到一種浮動移動磨邊的作用。與力傳感器相比,該磨邊裝置操作簡單方便,制造成本低,不需要人工作業,完全自動化生產,解決了磨邊過程中的鑄造尺寸過大,直接磨邊造成損壞刀具和機床零部件等問題。
2.2 自動循跡浮動磨邊軌跡
自動循跡浮動磨邊裝置的磨頭磨削鑄件時的行走軌跡如圖2所示,磨頭浮動磨邊時的行走軌跡放大圖如圖3所示。當鑄件上飛邊、毛刺尺寸小于磨頭的最大磨削量(如5mm)時,磨頭按照G代碼軌跡沿著鑄件邊緣行走。當鑄件外輪廓是圓弧時,磨頭中心的運動軌跡與外輪廓同心;當鑄件外輪廓是直線時,磨頭中心的運動軌跡與外輪廓相平行,從而將鑄件上的飛邊和毛刺徹底清理掉。
當鑄件上飛邊毛刺尺寸大于磨頭的最大磨削量(如5mm)時,此時很大的磨削力使縱向氣缸、橫向氣缸分別帶動縱向移動座、橫向移動座往外移動到一定位置,磨頭在新的行走軌跡上加工5mm,如圖3所示。這樣不能一次將飛邊、毛刺磨削掉,磨頭磨削量也不太大,起到浮動磨邊作用。當磨削量不大于5mm時,縱向氣缸、橫向氣缸分別帶動縱向移動座、橫向移動座回位,浮動裝置停止工作。第一次加工剩余的飛邊還需再次磨削;當剩余的飛邊、毛刺最大尺寸小于磨頭的最大磨削量時,磨頭無需浮動,從而將鑄件飛邊徹底清理掉。
3 磨邊裝置控制系統
自動循跡浮動磨邊裝置的控制系統主要由氣動調速系統、PLC控制系統組成。氣動調速系統由換向閥、排氣節流閥、減壓閥和氣缸等組成,氣動調速系統的作用是調節氣壓源的壓力和流量,通過減壓閥、排氣節流閥和換向閥進而來控制氣缸的作用力、移動速度和方向等[19]。雙作用氣缸調速回路如圖4所示。氣控信號是通過PLC控制電路來控制的,PLC控制電路如圖5所示。PLC控制系統的作用是當磨頭的磨削力超過某一數值,即磨削量超過允許值時,電源開關SB1關閉,PLC將氣控信號傳遞給換向閥線圈YV1,換向閥線圈YV1開始工作,換向閥換向處于左位,氣缸無桿腔進氣,有桿腔排氣,活塞桿伸出,帶動橫向移動座和縱向移動座移動,磨頭向外浮動,從而使磨頭邊遠離工件邊磨削鑄件上的飛邊和毛刺。當磨頭浮動到指定位置時,電源開關SB1斷開,當換向閥線圈YV1氣控信號撤除時,然后關閉電源開關SB2,PLC將氣控信號傳遞給換向閥線圈YV2,換向閥線圈YV2開始工作,換向閥換向處于右位,氣缸有桿腔進氣,無桿腔排氣,活塞桿回縮,帶動橫向移動座和縱向移動座反向移動,磨頭向里浮動,從而使磨頭邊靠近工件邊磨削鑄件上的飛邊和毛刺,使磨削力維持在某一數值,避免了由于磨削量過大而損壞磨頭或機床零部件[20]。當磨頭磨削鑄件的磨削力不超過某一數值時,自動循跡浮動磨邊裝置的控制系統不工作,橫向氣缸和縱向氣缸也不會帶動橫向移動座和縱向移動座移動,活塞桿維持在初始狀態,磨頭還是沿著原來的運動軌跡行走,一次性將飛邊、毛刺清理掉。
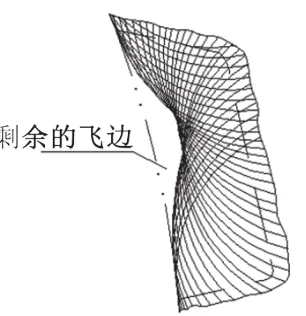
圖3 浮動磨邊的行走軌跡放大

圖2 磨頭行走軌跡
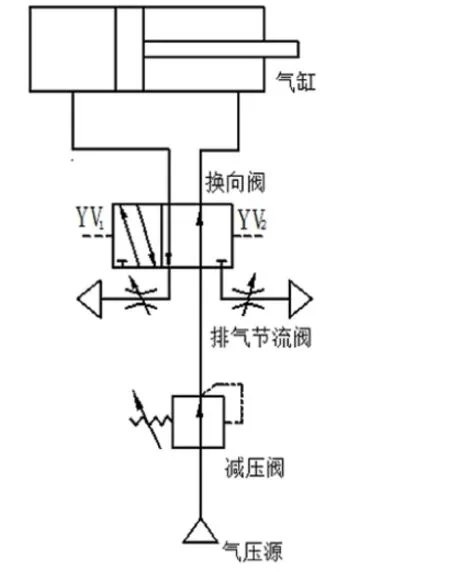
圖4 雙作用氣缸調速回路
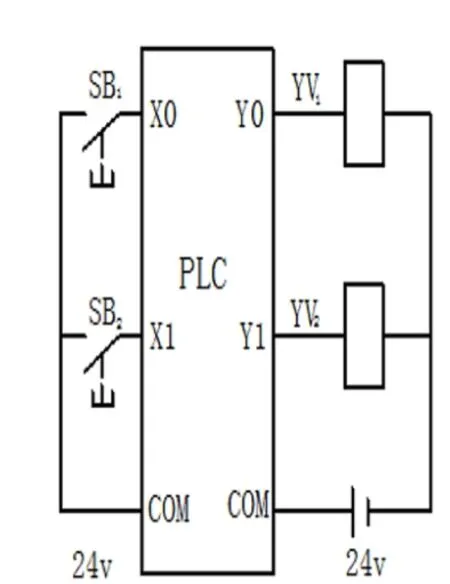
圖5 PLC控制電路
4 結語
該鑄件自動循跡浮動磨邊裝置根據鑄件圖紙磨削飛邊和毛刺,當鑄件上的飛邊、毛刺尺寸過大時,浮動部分使磨頭自動退讓,切削力維持在允許磨削量的狀態下磨邊,有效解決了鑄件飛邊、毛刺尺寸過大問題。該浮動裝置結構簡單,操作方便,自動化程度高,操作人員可以遠離環境污染,從而減少對人體的危害。
