淺析COURTOY R290F型壓片機的位移控制原理和應用經驗
2018-03-27 02:04:30孫義強高翠榮
中國設備工程 2018年6期
關鍵詞:功能
孫義強,高翠榮
(天津華津制藥有限公司,天津 300462)
高速旋轉式壓片機是現代制藥企業口服固體制劑普遍使用的一種制藥設備。COURTOY壓片機是世界著名壓片機品牌之一,工廠位于比利時,不同于德國菲特和意大利伊馬壓片機的液壓提供壓力、傳感器反饋控制片重的方式,COURTOY壓片機采用恒定氣缸壓力,利用反作用力使位移傳感器產生偏移來反饋控制片重,主壓壓力恒定,最終不同片重的藥片厚度會有微量的不同,可使藥片的內部性狀如硬度和溶出等更均衡。
1 位移控制原理
對雙側單層壓片機兩側制作出來的片劑的重量控制是根據同樣的原理進行的,每個片劑都要進行重量控制。此后所述的控制原理可以用于壓片機的A側和B側。
目的:旋轉式壓片機的生產速度過高,所以不能單獨稱量所有片劑。這就需要尋找另一種方法來預測片劑的重量。對于Courtoy的壓片機而言,當以恒力壓縮這些粉料時,需要根據對中模中粉料數量的測量進行。根據該測量結果,控制器決定片劑的優劣,決定是否不合格、是否需要進行重量校正。
操作:當中模經過過裝、填料、刮粉和欠裝階段后,頂部沖頭進入中模,沖頭隨凸輪軌道到達預壓輪。藥片厚度的調整由底部預壓縮高度的設置確定。頂部預壓輪安裝在導引位置。在控制器上通過定量閥調節氣墊的壓力,確定施加在底部預壓輪上的力。如果想要采用自動控制片劑的形式進行壓片,必須對壓輪的位置進行設置,保證頂部壓輪的位移總在0.3mm和0.7mm之間。這樣就能確信在以恒定的密度壓片,因為這些小小的位移不會造成氣墊中壓力的增加。
如下圖1所述,EPCH(相當于預壓高度)和片劑重量之間有一種線性關系。
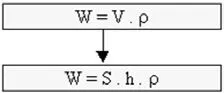
圖1
由于S恒定不變,假設ρ也恒定不變,則得到以下公式:
W≈h
同時:
W=等于片劑的重量(kg);
V=中模中粉料的量(m3);
S=中模面積(m2);
h=EPCH(m)(預壓程序下中模中粉料的高度);
ρ=粉料的質量密度(kg/m3)。
這就意味著,如果粉料密度一直保持不變,預壓高度與片劑的重量之間會有一種線性關系。這種關系是重量控制系統通過位移測量進行重量控制的基本原理。
這兩個值之間線性關系的優點如下圖2所示。例如,5%的高度變化對應5%的重量變化。
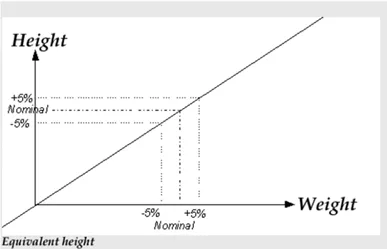
圖2
由于沖頭形狀不同,所以并不總是可以正確計算片劑的體積。因此,必須確定片劑的等效高度。我們所說的等效高度指的是具有所生產片劑的正確體積的圓筒的高度。但是,圓柱的直徑等于片劑的直徑(圖3、4)。

圖3
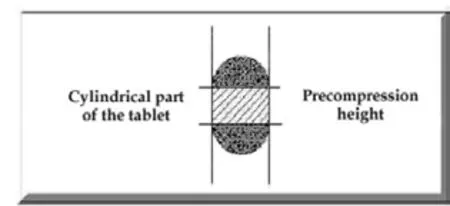
圖4
既然圓柱部分高度與預壓高度相符,則如圖5所示。

圖5
一個片劑的等效高度取決于該片劑的形狀。機器本身不能讀取Aeq。在Multi-Control 4 系統中,當創建新的工具定義時,就會自動計算該參數。
2 CRS的功能
在自動生產的過程中,公稱位移與一片好的片劑的重量相對應。極限值已經根據該位移進行了計算,如果片劑的位移在這些極限范圍內,則其重量也在公差范圍之內。這些極限值被稱為出片極限值。當“出片”功能開啟時,這些超出公差范圍的片劑就會被吹出獨立片槽。
實踐中:當一定數量片劑的平均位移在校正限值之外時,就實現了對于填料深度的按比例調整。例如,當平均位移過大時,這就說明中模中粉料過多。因此,控制裝置就會實施控制,降低填料深度。當“校正”功能開啟時,這些調整會由控制裝置自動完成(第一個調整周期)。
如果所生產的片劑中有太多都超出了公差范圍之外,壓片機就會自動停止運行。這種功能稱為“停機”功能。
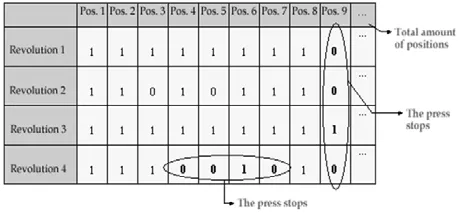
表1
該表1顯示了轉臺四次旋轉的結果。
‘0’:表示超出公差范圍的片劑。
‘1’:表示在公差范圍之內的片劑。
如果連續生產的四顆片劑中有三顆都超出了公差范圍,控制裝置就會使機器停止運行。如果四次連續旋轉中同一個沖頭所生產的三個片劑都超出了公差范圍,機器也會停止運行。CRS功能只用于自動模式中。
3 計算公稱位移的例子
片劑及其控制規格:
重量W=300mg;
最大公差(=控制公差)tol(%)=3%;
恒定預壓力p=100kg;
平片。
當進入自動生產模式時,如果Multi-Control 4有一段位移,其就會實施控制,如果沒有,其就會調節PCH直到產生一段0.3mm至0.7mm的位移為止。例如,Multi-Control 4 做出了調整,并且當其位移為0.4mm而PCH位移為4.6mm時,停止調整。
然后,Multi-Control 4 計算出公稱位移。
第1步:EPCH的計算。
EPCH=PCH+位移;
EPCH=4.6mm+0.4mm;
EPCH=5.0mm。
第2步:公差的計算(以mm為單位)。
tol(mm)=EPCH×tol(%);
tol(mm)=5.0mm×3%;
tol(mm)=0.15mm。
第3步:公稱位移的計算。
\工程位移=最小位移+tol(mm);
工程位移=0.3mm+0.15mm;
工程位移=0.45mm。
第4步:對PCH進行的調整,以確保平均位移等于0.45mm的工程位移。
Multi-Control 4 將接收位移在0.30mm和0.60mm之間(或EPCH在4,85mm和5,15mm之間)的所有片劑。
由于PCH和重量之間有一種線性關系,所以重量的公差為:
tol(mg)=W×tol(%);
tol(mg)=300mg×3%;
tol(mg)=9mg。
這意味著,重量在291mg和309mg之間的片劑都會被Multi-Control 4 接收。
4 M第二個控制周期
對于重量的控制是基于這樣一個事實進行的——粉料的質量密度保持不變。因為這個假設并不總是100%正確,所以必須定期校準重量和位移之間的關系。該校準通過CALIB功能實現。
該校準所需的質量控制可以通過自動稱重系統(AWS或COMBI-TEST)完成。
AWS先取樣,然后計算平均值,之后把該值傳遞到控制裝置。該值隨后會用于增加(減小)預壓高度和填料深度,進而達到增加(減少)片劑重量的目的。
所使用的另一個校準系統是COMBI TEST。該裝置的功能與AWS的功能相同,但是可以向操作員提供關于片劑高度、直徑和硬度的額外信息。
5 實際使用經驗分享
經過多年對COURTOY R290F型壓片機的使用和片劑生產過程的觀察、數據積累,分析得出:粉料的質量密度穩定和具有良好的流動性能對于片劑生產的速度和片劑的合格品的數量具有正面作用。結合我國GMP中關于片劑重量限度7.5%的規定,可以在產品定義中設定公差限度7%,調整限度因子設定由25%增加至35%,這樣可以最大限度的保證生產速度和減少機器的調整次數繼而減少不合格片劑產品的數量。
[1]伍善根.國外壓片機技術的戰略升級[J].機電信息,2012,(02):50-54.
[2]韓前健,壓片機“空氣補償器”技術與“壓輪偏移量”理論及其運用[J].機電信息,2010,(05).
[3]趙敏,梁毅.國外壓片機的觀察與探討[J].機電信息,2010,(17).
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
