基于多因子交互作用的PP/EPDM復合材料注射成型工藝優化
2018-03-22 09:09:51旭林
機械工程材料 2018年3期
,旭林,, ,,,
(1.寧夏大學機械工程學院,銀川 750021;2.湖南大學,汽車車身先進設計制造國家重點實驗室,長沙 410082; 3.大連理工大學機械工程學院,大連 116023)
0 引 言
注射成型是一種重要的塑料制品加工方式,適用于形狀復雜、尺寸精度高的塑料制品的大批量生產[1]。早在20世紀70年代初期,研究者就開始對注射成型過程的仿真開展了相關研究[2-4]。隨著計算機技術和計算力學、流體力學、聚合物加工流變學、傳熱學等學科的發展,注射成型工藝優化的數值模擬研究受到了國內外學者的廣泛關注。SEOW等[5]采用自動壁厚更新技術,對簡單注塑件的流場進行了優化。YAMAKAWA等[6]基于改進的網格模型,模擬了塑料熔體在任意形狀薄壁型腔中的流動。GUPTA[7]基于伽遼金法,模擬了三維薄壁件的注塑成型過程,優化了流動前沿位置。戴亞春等[8]、王善凱等[9]、劉色榮等[10]、劉朝福等[11]基于正交試驗設計方法,研究了注射溫度、模具溫度、注射時間、保壓時間等工藝參數對注射制品翹曲變形量的影響,獲得了最優的注射成型工藝參數。黨玉春等[12]采用析因設計方法,從眾多的試驗因子中篩選出與注射制品質量密切相關的若干獨立因子和交互因子,并在此基礎上通過正交試驗得到最優的工藝參數組合;林權[13]對注塑件成型后的體積收縮率、翹曲變形量和表面氣穴等3個目標值進行綜合評判,通過對工藝參數的極差分析確定了最優的工藝參數組合。上述工作主要研究了工藝參數主因子和交互因子對單目標的影響,以及工藝參數主因子對多目標值的影響,而有關工藝參數交互因子對多目標值影響的研究較少。在注射成型過程中,注射制品的質量不僅受單因子的影響,還受到多因子交互作用的影響,這增加了工藝條件與制品性能分析的難度。
為此,作者以汽車側踏板聚丙烯/三元乙丙烯(PP/EPDM)復合材料端蓋為研究對象,基于Moldflow軟件建立注射成型仿真模型,以工件翹曲量、體積收縮率及表面縮痕指數最小化為目標,通過析因設計篩選出對目標值影響顯著的工藝參數主因子及交互因子,結合正交試驗設計方法模擬得到最佳工藝,并進行驗證。
1 有限元模擬
1.1 模型的建立
汽車側踏板端蓋外形尺寸為長155.5 mm、寬143.6 mm、高83.2 mm,筋板壁厚為1.0 mm,外殼壁厚為2.5~3.0 mm,其三維模型如圖1(a)所示。利用Moldflow仿真軟件,采用雙層面網格進行單元劃分,并按照實際模具結構采用一模兩腔模型,建立側澆口、主流道、分流道和冷凝管道,冷凝管道中的冷卻介質為25 ℃的水,冷卻介質雷諾數為10 000,以確保冷卻介質處于湍流狀態。注射成型模具及有限元模型如圖1(b)~(c)所示,其中三角形單元數量為35 317個,節點數為17 498個,最大縱橫比5.9,網格匹配率92.3%。
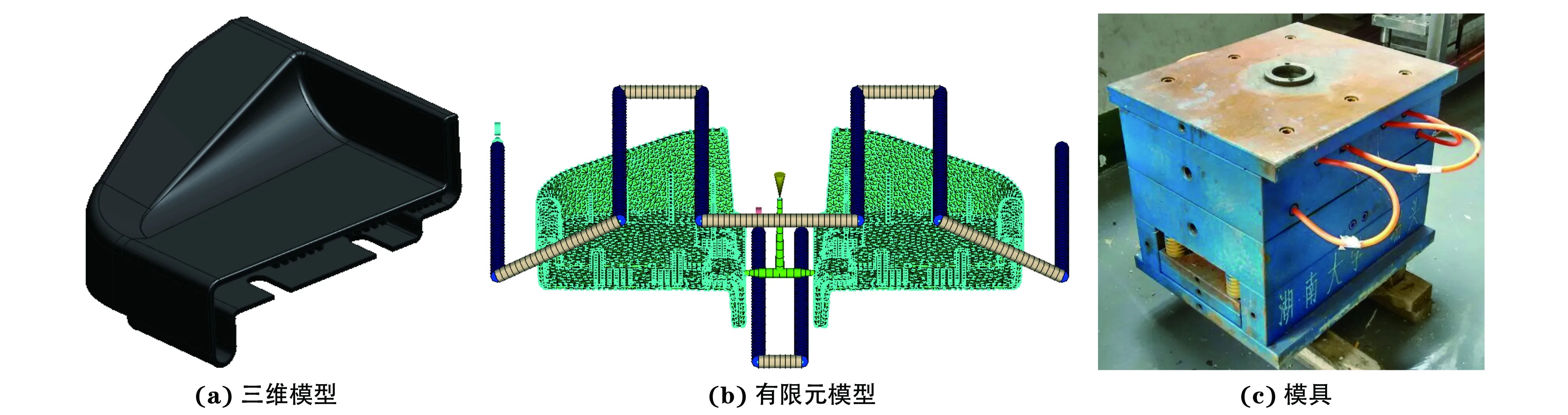
圖1 汽車腳踏板蓋板的三維模型、注射成型有限元模型及模具Fig.1 Three-dimensional model (a), finite element model (b) and mold (c) of injection molding of automobile footboard cover
1.2 注射成型模擬參數
汽車側踏板端蓋材料采用聚丙烯/三元乙丙烯復合材料,其主要注射成型模擬參數如表1所示。圖2為Moldflow塑料實驗室采用間接膨脹方法測試的PVT曲線和剪切應變速率-黏度曲線,圖中P為注射壓力,T為熔體溫度。由圖2可知:隨著熔體溫度的升高或注射壓力的減小,復合材料的比體積逐漸增加;復合材料的黏度隨熔體溫度的降低與剪切應變速率的增大而逐漸減小。
1.3 模擬結果及分析
原工藝方案的注射壓力為180 MPa、熔體溫度為220 ℃、模具溫度為35 ℃、注射時間為1.8 s、冷卻時間為18.5 s、保壓時間為10 s、保壓壓力為填充壓力的80%,模擬得到該工藝方案下注射成型后端蓋的翹曲量分布和流動前沿溫度分布,并與實際注射件進行了對比。

表1 聚丙烯/三元乙丙烯復合材料注射成型模擬參數Tab.1 Simulation parameters of injection molding of PP/EPDM composite
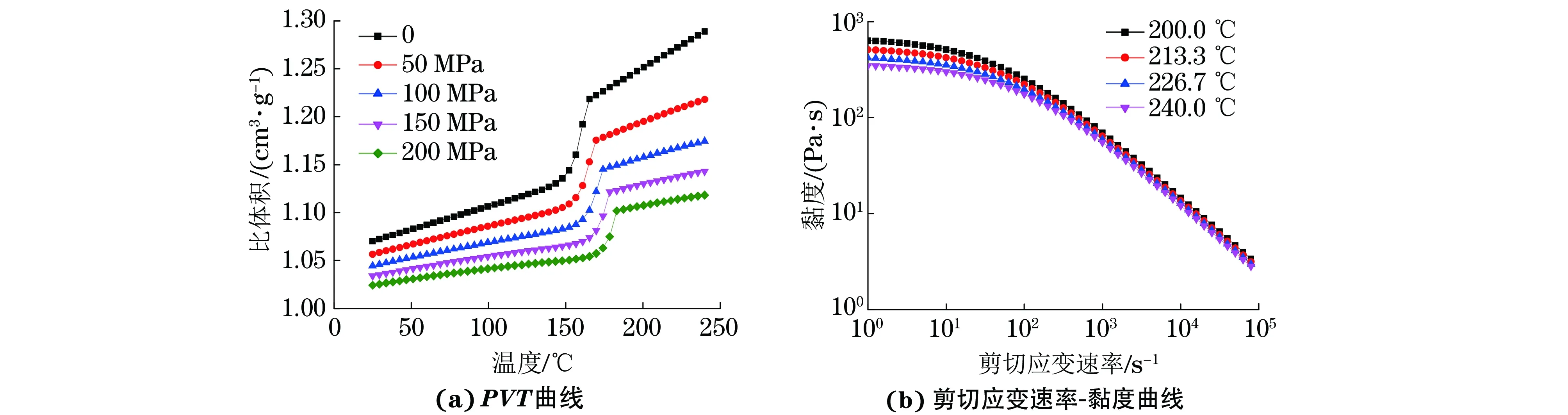
圖2 PP/EPDM復合材料的PVT曲線和剪切應變速率-黏度曲線Fig.2 PVT curves (a) and shear strain rate-viscosity curves (b) of PP/EPDM composite
圖3(a)為數值模擬得到的汽車腳踏板蓋板節點位移云圖,其中淺色透明部分為標準尺寸模型,彩色部分為模擬得到變形的注射件模型,可以發現圓圈區域的卡扣平面向上發生翹曲變形,左側翹曲量為1.51 mm,右側為1.31 mm;圖3(b)為相同工藝參數下實際注射件,可以發現卡扣位置存在明顯的不均勻變形,且左側變形量大于右側的。
圖4(a)為數值模擬得到的汽車腳踏板蓋板在熔體充填過程中的流動前沿溫度云圖,可以發現在熔體充填過程中,藍色區域溫度較低,梯度溫度導致熔體冷卻速率不一致,凝固時發生不均勻收縮,從而產生拉伸變形,形成殘余拉應力并最終導致開裂。由圖4(b)~(c)可知,實際注射件在相同位置出現了可見裂紋。
綜上所述,翹曲變形和冷卻收縮的模擬結果與實際注射件的一致,這說明所建立的有限元模型可靠,能夠較準確地預測注射成型過程中端蓋的翹曲變形,可用于后續的工藝優化。
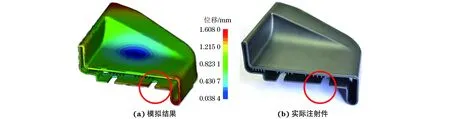
圖3 汽車腳踏板蓋板翹曲量模擬結果與實際注射件的對比Fig.3 Comparison between simulation results of warpage of automobile footboard cover (a) and the actual injection molded part (b)
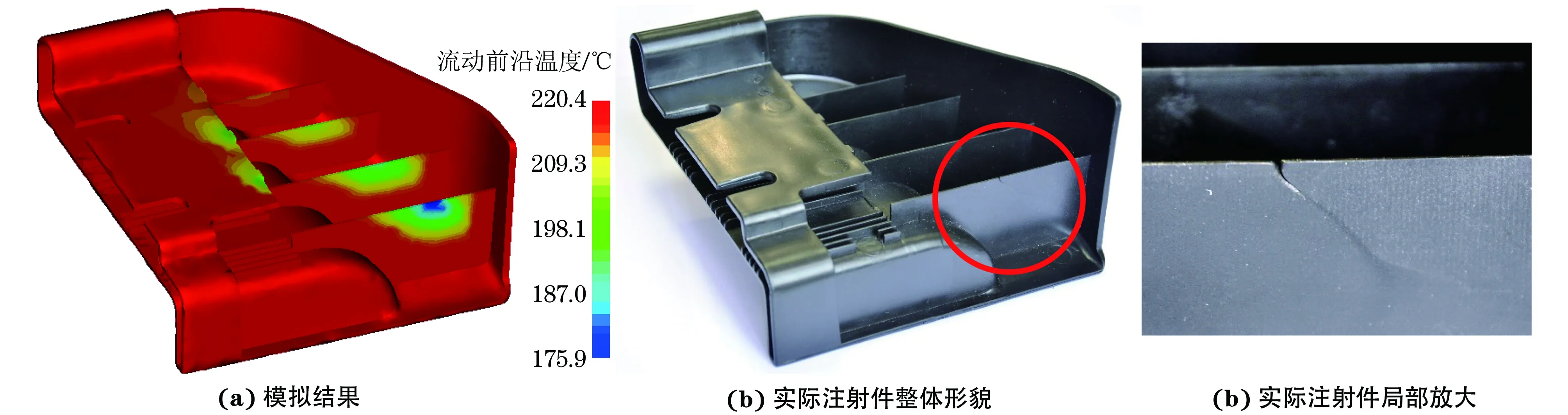
圖4 汽車腳踏板蓋板流動前沿溫度模擬結果與實際注射件的對比Fig.4 Comparison between simulation results of flow front temperature of automobile footboard cover (a) and the actual injection molded part: (b) overall morphology of actual injection molded part and (c) local amplification of actual injection molded part
2 基于析因設計的影響因子分析
2.1 因子與水平
根據注射件的推薦工藝、成型窗口分析以及相關文獻[14]設計其因子水平表,如表2所示。
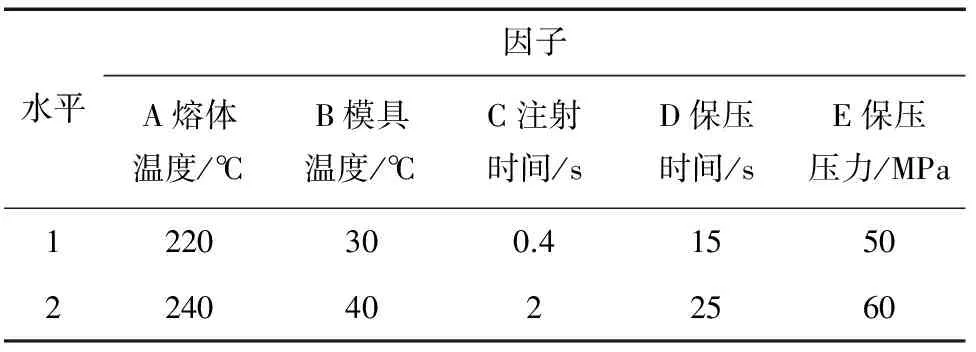
表2 注射成型工藝參數的因子和水平Tab.2 Factors and levels of injection moldingprocess parameters
2.2 部分因子模擬結果分析
為了探明主因子及其交互因子對最大翹曲量、體積收縮率、表面縮痕指數的影響,需要采用試驗設計(DOE)方法進行部分因子試驗,采用上述已驗證的有限元模型進行16組試驗,所得到的模擬結果如表3所示。
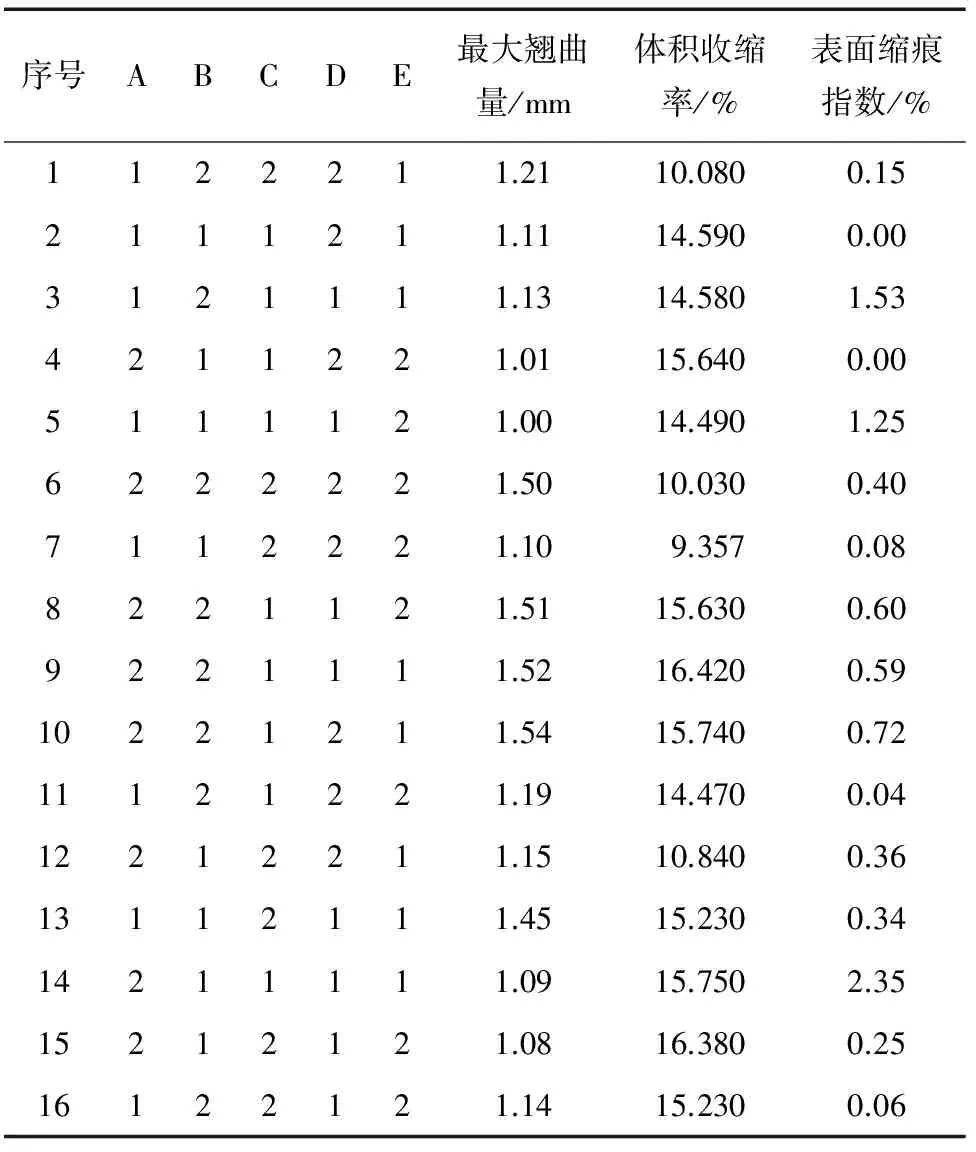
表3 部分因子試驗方案及模擬結果Tab.3 Experiment design and simulation results ofpartial factors
2.3 交互作用分析
根據統計學抽樣分布原理,該試驗總體容量為32,從中隨機抽取16組進行試驗,因樣本容量較少,采用正態分布抽樣會帶來較大的誤差,所以應采用t分布近似處理[15],其統計量公式為
(1)

圖5為基于式(1)計算得到的不同目標值(最大翹曲量、體積收縮率、表面縮痕指數)的排列示意,其中只考慮二階因子的交互作用,并將單因子的主效應和因子之間的交互作用以降序方式排列。
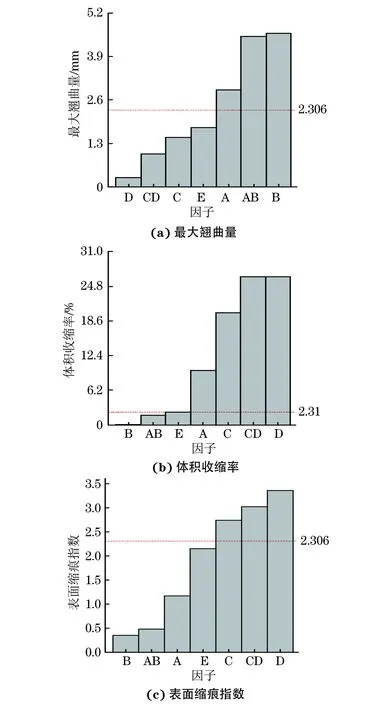
圖5 單因子與交互因子影響的不同目標值的排列示意Fig.5 Permutation diagrams of individual factor and interaction factor influence on different object values: (a) maximum warpage; (b) volume shrinkage and (c) surface sink marks index
由圖5可知:對于最大翹曲量,單因子A,B,交互因子AB的t值分別為2.90,4.61,4.51,分別超出其臨界值0.59,2.30,2.20,因此影響最大翹曲量的主要單因子為熔體溫度和模具溫度,交互因子為AB;對于體積收縮率,單因子A,C,D,E和交互因子CD的t值分別超出其臨界值7.41,17.73,24.25,0.01,24.23,因此影響體積收縮率的主要單因子為熔體溫度、注射時間、保壓時間、保壓壓力,交互因子為CD;對于表面縮痕指數,單因子注射時間、保壓時間(分別超出其臨界值0.43,1.50)以及交互因子CD(超出其臨界值0.71)對表面縮痕指數的影響顯著。綜上所述,交互因子對各目標均有顯著的影響,A,B,C,D,E為對目標影響顯著的工藝參數主因子,AB和CD為對目標影響顯著的工藝參數交互因子。
3 基于正交試驗設計的工藝參數優化
3.1 因子水平設計
由部分因子試驗可知,交互因子對各目標值均有顯著影響,在設計正交試驗方案時必須考慮其影響,以獲得更加準確的試驗結果。正交試驗中因素水平表與部分因子試驗的相同,如表2所示,表中的因子即為因素。為了避免因子與因子、因子與交互因子以及交互因子之間的混雜,采用L16正交矩陣[16]。表4為正交試驗方案及模擬結果,其中e表示空列。
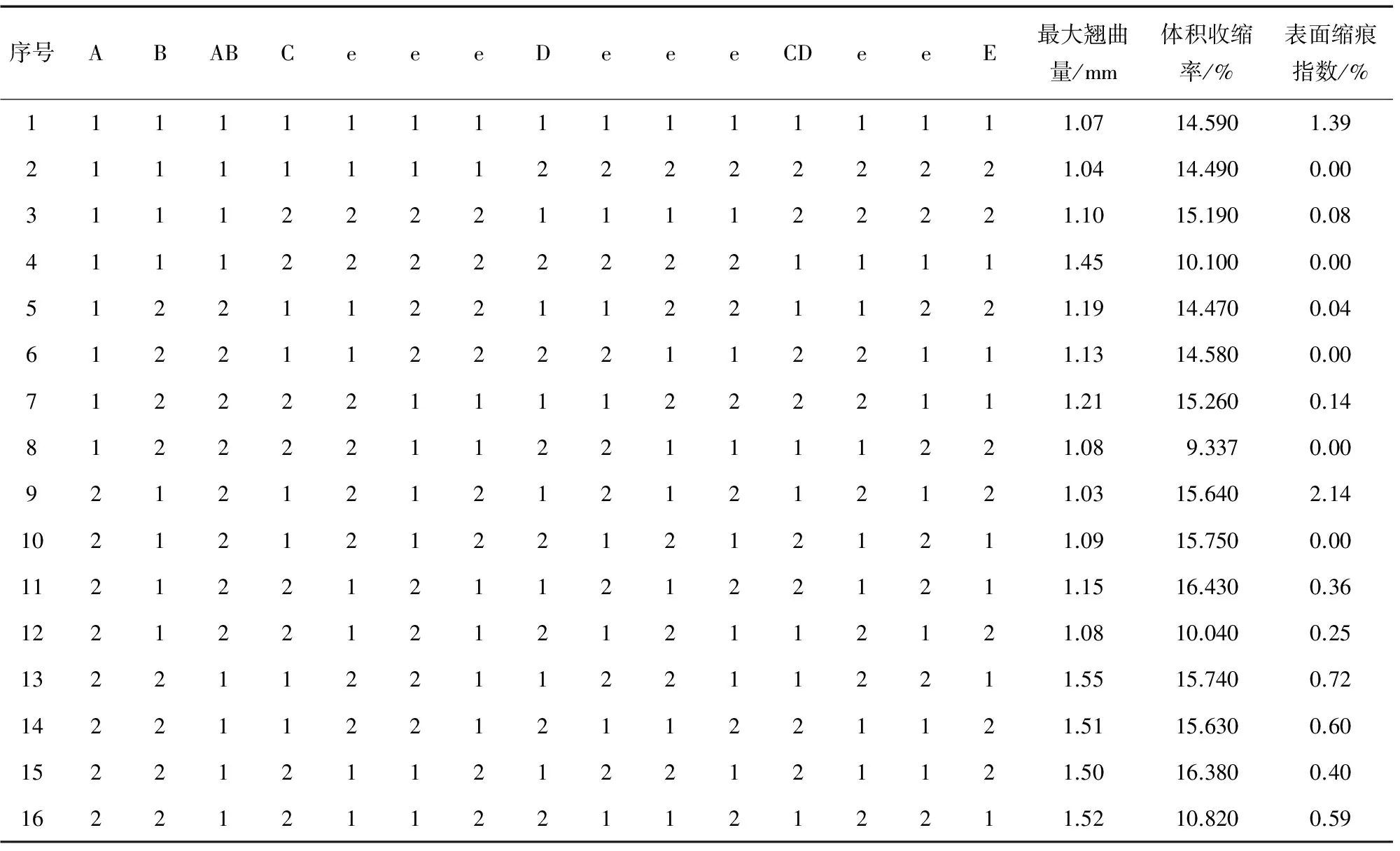
表4 正交試驗方案及模擬結果Tab.4 Experiment design and simulation results of orthogonal test
3.2 正交試驗結果分析
采用信噪比S/N研究各水平對目標值的影響,分別計算出不同水平目標值的信噪比,并將其作為衡量因子重要性的指標,信噪比越大表示因子對目標值的敏感程度越小。為了使注射件獲得更好的質量,需保證各目標值最小,因此引入望小特性的信噪比,即信噪比越大,各目標值就越小,注射件質量越好,其計算公式為
(2)
式中:yi為第i次試驗的目標值;n為試驗方案次數。
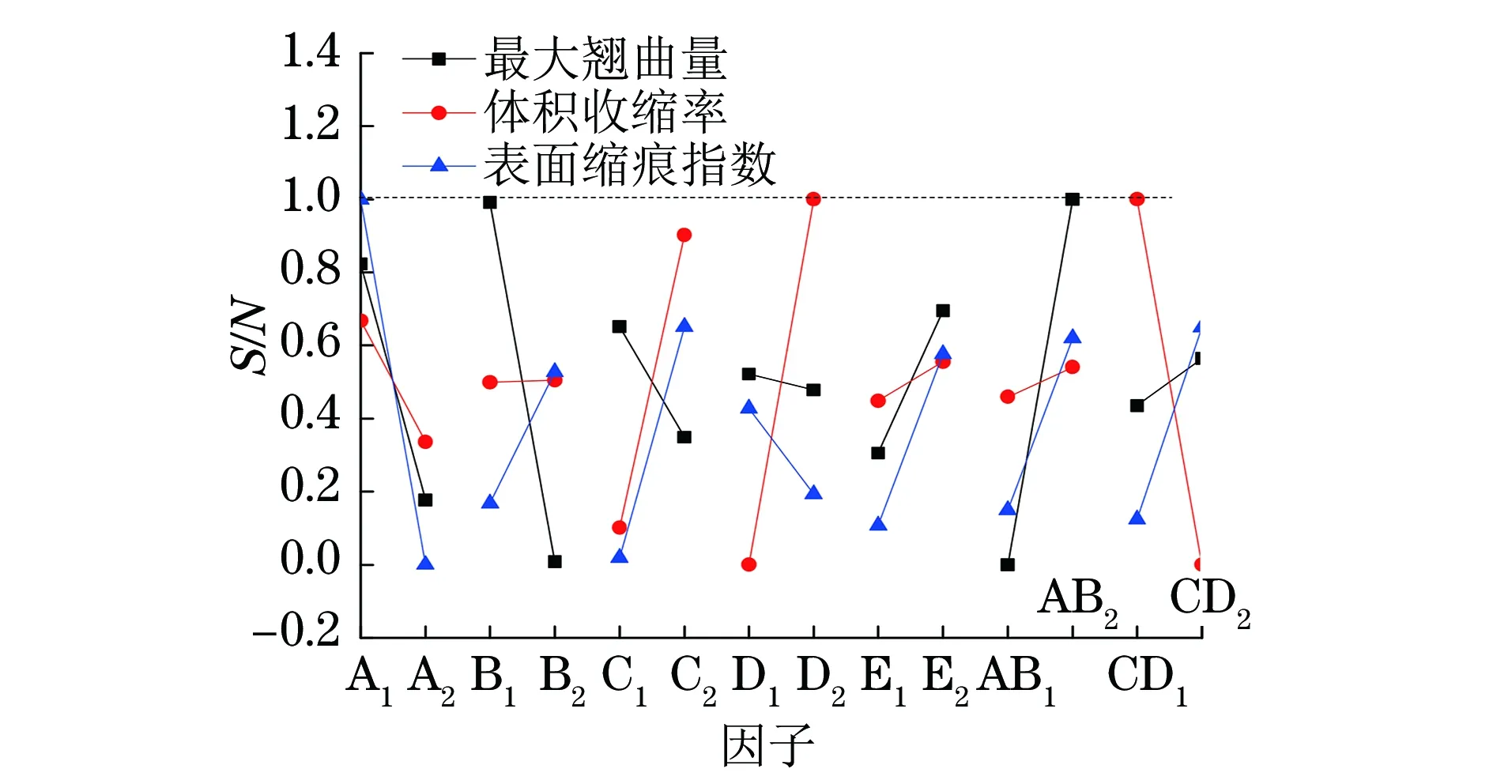
圖6 目標值的信噪比分析Fig.6 Analysis of signal-to-noise ratio of object values
計算出各目標值的信噪比后進行歸一化處理,如圖6所示。由圖6可以看出:某些交互因子對目標值的影響大于單因子的。但是該圖僅適用于單因子最優方案的分析,因此需要進一步研究交互因子對目標值的影響。
對于最大翹曲量:交互因子AB對最大翹曲量的影響程度最大,如圖6所示,因此根據表5,交互因子取A2B1;若僅考慮單因子C,D的影響,取C1和D1為最優方案,但交互因子CD的影響大于單因子D的,如圖6所示,因此由表5可得最優方案為C1D2。綜上所述,其最優方案為A2B1C1D2E2。

表5 交互因子的目標均值Tab.5 Average object values of interaction factors
對于體積收縮率:交互因子CD的影響程度最大,如圖6所示,因此根據表5,交互因子取C2D2;若僅考慮A,B單因子的影響,A1和B2為最優方案,但交互因子AB的影響大于B的,如圖6所示,因此由表5可得最優方案為A1B2。綜上所述,其最優方案為A1B2C2D2E2。
對于表面縮痕指數:單因子A的影響程度最大,C次之,因此由圖6可得A1和C2為最優方案;若僅考慮單因子的影響,B2和D1為最優方案,但交互因子AB和CD的影響程度大于單因子B的和D的,因此由表5可得最優方案為B2和D2。綜上所述,其最優方案為A1B2C2D2E2。
由上述模擬結果并根據綜合平衡法可得,PP/EPDM復合材料注射成型工藝的最優方案為A1B2C2D2E2,即當熔體溫度為220 ℃、模具溫度為40 ℃、注射時間為2.0 s、保壓時間為25 s、保壓壓力為60 MPa時,注射件的質量最優。
4 優化工藝驗證
由圖7可知,在優化工藝下模擬得到的注射件位移場分布更加均勻,卡扣平面的變形減小,卡扣處左右翹曲量的差值由0.65 mm減小為0.05 mm。這是由于模具溫度由35 ℃升高到40 ℃后,減少了注射件的內應力和聚合物分子的取向度,同時注射時間由1.8 s延長至2 s后,更多的塑料熔體進入型腔中,起到了補縮的作用,從而減小了翹曲量。
由圖8可知:在原工藝方案下模擬得到注射件不同位置的體積收縮率相差較大,最大體積收縮率為8.38%,最小體積收縮率為1.61%,相差6.77%;在優化工藝下,體積收縮率分布均勻,最大體積收縮率為2.23%,最小收縮率為1.00%,兩者相差僅1.23%,體積收縮率變化很小。這是由于保壓時間由10 s延長至25 s后,改善了澆口附近由于溫度不均而產生的內應力。同時,保壓壓力由144 MPa降到60 MPa后,提高了注射件的表面質量并能夠有效防止注射件過分收縮。

圖7 在原工藝方案與優化工藝方案下模擬得到注射件的翹曲量分布Fig.7 Simulated warpage distribution of the injection molded part with the original (a) and the optimal process (b)
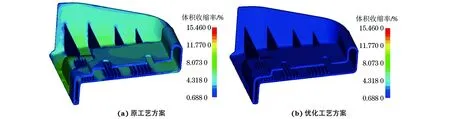
圖8 在原工藝方案與優化工藝方案下模擬得到注射件的體積收縮率分布Fig.8 Simulated volume shrinkage distribution of the injection molded part with original (a) and the optimal process (b)
由圖9可知:在原工藝方案下模擬得到的注射件澆口附近存在縮痕;在優化工藝方案下,注射時間的延長使塑料熔體對縮痕處進行充分補縮,保壓時間的適當延長防止了注射件收縮,模具溫度的提高改善了表面粗糙度,從而使表面縮痕消失。
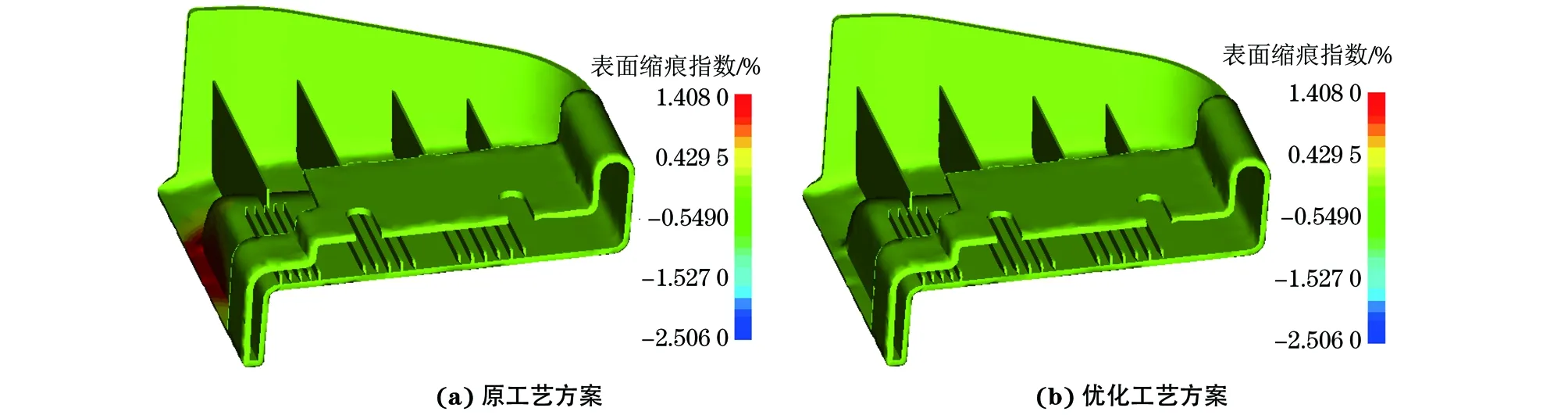
圖9 采用原工藝方案與優化工藝方案模擬得到注射件的表面縮痕指數分布Fig.9 Simulated surface sink mark index distribution of the injection molded part with original (a) and the optimal process (b)
由圖10可以看出:與采用原工藝方案相比(見圖4),優化工藝方案下模擬得到的注射件的溫度分布更加均勻,消除了加強筋處由于收縮不均勻而產生的殘余拉應力,顯著降低了裂紋產生的概率。
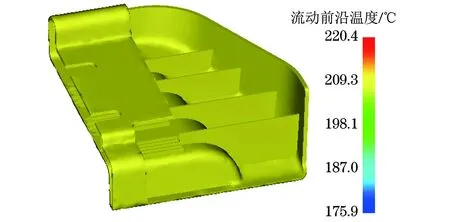
圖10 優化工藝下模擬得到注射件的流動前沿溫度分布Fig.10 Simulated flow front temperature distribution of the injection molded part with the optimal process
模擬結果表明:工藝優化后注射件的最大翹曲量為1.07 mm,與原工藝方案的(1.61 mm)相比,減小了33.21%;優化后其體積收縮率為9.34%,與原工藝方案的(15.46%)相比,下降了39.61%;優化后其表面縮痕指數為0,消除了表面縮痕,工件的質量顯著提高。采用優化后的工藝進行試制,得到的注射件如圖11所示,可以看出其卡扣平面處的翹曲減小,注射件表面平整光滑,無裂紋等加工缺陷,質量顯著提高,與模擬結果一致。

圖11 采用優化工藝注射成型后端蓋的外觀形貌Fig.11 Appearance of the end cap after injection molding with the optimal process
5 結 論
(1) 采用有限元模型模擬汽車側踏板端蓋的注射成型,模擬得到注射件的翹曲和冷卻收縮結果與實際注射件的一致,驗證了該模型的準確性。
(2) 基于析因設計得到對目標值影響顯著的主因子為熔體溫度、模具溫度、注射時間、保壓時間和保壓壓力,交互因子為熔體溫度與模具溫度、注射時間與保壓時間。
(3) 最優注射成型工藝為熔體溫度220 ℃、模具溫度40 ℃、注射時間2.0 s、保壓時間25 s、保壓壓力60 MPa,模擬得到端蓋的最大翹曲量比原工藝方案的減小了33.21%,體積收縮率降低了39.61%,表面質量顯著提高。
[1] 張志蓮, 江波. 注射成型工藝參數之間的交互作用[J]. 化工學報, 2006, 57(2):448-452.
[2] HARRY D H, PARROTT R G, HARRY D H,etal. Numerical simulation of injection mold filling[J]. Polymer Engineering & Science, 1970, 10(10):209-214.
[3] TADMOR Z, BROYER E C, GUTFINGER C. Flow analysis network—A method for solving flow problem in polymer processing[J]. Polymer Engineering & Science, 1974, 14(9):660-665.
[4] HIEBER C A, SHEN S F. A finite-element/finite-difference simulation of the injection-molding filling process[J]. Journal of Non-Newtonian Fluid Mechanics, 1980, 7(1):1-32.
[5] SEOW L W, LAM Y C. Optimizing flow in plastic injection molding[J]. Journal of Materials Processing Technology, 1997, 72(3):333-341.
[6] YAMAKAWA S, SHAW C, SHIMADA K. Layered tetrahedral meshing of thin-walled solids for plastic injection molding FEM[J]. Computer-Aided Design, 2005, 38(4):245-255.
[7] GUPTA A, KELLY P. Optimal galerkin finite element methods for non-isothermal liquid composite moulding process simulations[J]. International Journal of Heat & Mass Transfer, 2013, 64:609-622.
[8] 戴亞春, 王勻, 周建忠, 等. 微齒輪注塑成型正交優化及數值模擬[J]. 材料工程, 2010(7):46-48.
[9] 王善凱, 李晶, 胡激濤, 等. 基于Moldflow汽車配件注塑工藝參數優化[J]. 西安工程大學學報, 2015, 29(6):692-697.
[10] 劉色容, 林有希, 盧月美, 等. 工藝參數對模內覆模注塑件翹曲變形的影響[J]. 工程塑料應用, 2015, 43(7):46-51.
[11] 劉朝福, 劉建偉, 何玉林. 基于正交試驗的PP車門內飾板注塑工藝參數優化[J]. 合成樹脂及塑料, 2015, 32(1):50-53.
[12] 黨玉春, 丁清國, 劉泓濱. 基于DOE因子交互作用的注射成型工藝參數優化研究[J]. 新技術新工藝, 2013 (10):75-78.
[13] 林權. 基于綜合平衡法的注塑工藝參數多目標優化設計[J]. 塑料科技, 2011, 39(1):84-88.
[14] 葉久新, 王群. 塑料成型工藝及模具設計[M]. 北京: 機械工業出版社, 2008:62-63.
[15] 王首緒, 龍琰, 郭四澤. 基于t分布理論的公路定額數據小樣本容量的收斂條件[J].長沙理工大學學報(自然科學版), 2007, 4(2):13-15.
[16] 張瑞江, 張業旺, 聞崇煒, 等. 正交試驗設計和分析方法研究[J]. 實驗技術與管理, 2010, 27(9):52-55.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09