噴油嘴倒錐噴孔超快激光加工工藝研究
2018-03-22 02:13:26劉華喬娜鄭偉
金屬加工(熱加工) 2018年3期
關鍵詞:工藝
■ 劉華,喬娜,鄭偉
1. 概述
在燃油噴射結構中,油嘴的噴孔加工方法是直接影響內燃機燃燒性能的重要因素。隨著國家排放要求的日益嚴格,未來噴孔加工的工藝要求將不斷提高并表現在以下幾個方面:①噴孔孔徑越來越小,逐步趨向?0.1mm及以下的小孔徑。②噴孔的幾何精度包括位置度、圓度、孔壁的表面粗糙度,孔的相貫圓角要求越來越嚴。③帶倒錐的K系數噴孔將越來越廣泛地得到應用。因此在共軌技術方面,許多微孔加工技術也逐漸引起生產廠家的高度重視。
目前,國內外用于噴油嘴噴孔加工的方法有四種:在變頻或風動高速臺上采用手工鉆削;采用數控高速多軸鉆床鉆削;采用電火花噴孔機床加工噴孔;采用激光鉆系統加工噴孔。隨著排放標準的不斷提高,噴油嘴噴孔向著小孔徑、多孔數、倒錐孔形發展。鉆削加工工藝由于加工后噴孔內毛刺較大,表面質量不好,加工小孔徑、大深徑比孔局限性大等原因,已被逐漸淘汰;目前主流的電火花加工工藝,其加工孔徑受電極絲限制,加工倒錐形噴孔需要增加特殊機構且具有不可避免的誤差,也將難以適應不斷提高的噴孔要求;而激光加工因為效率高,極限孔徑小、準確度高、成本低、無材料選擇性等優點,現已成為微孔加工的主流技術之一。但是噴孔激光加工技術尚處于試驗階段,仍存在背壁損傷和再鑄層等問題亟需解決。
與連續或長脈沖激光加工的機制不同,飛秒激光由于其獨有的超強、超窄特性,可以使物質在加工過程中不經過熔化階段而直接蒸發,從而避免了再鑄層的產生。基于此特性,我們展開了飛秒激光加工噴油嘴噴孔的工藝研究,確定了一個工件靜止、激光束高速旋轉的技術方案,以環切方式加工噴油嘴噴孔,并在加工過程中輔以高壓壓縮空氣。
研究結果表明,采用飛秒激光進行加工、優化加工工藝、選擇合適的加工參數,并采用高精度的軟硬件工程措施進行保證,是消除孔壁毛刺和熔渣,解決再鑄層和背壁損傷,提高噴油嘴噴孔加工質量的根本措施。
2.飛秒激光加工噴孔試驗裝置設計
(1)主要設備及光路設計 為了實現飛秒激光加工噴孔,我們設計了如圖1所示的試驗裝置。該試驗裝置主要包括飛秒激光器、傳輸光路、光束掃描裝置和五軸運動平臺。
本試驗采用PHAROS 15—600—PP飛秒激光器,輸出的激光脈沖寬度為280fs,重復頻率為100k~600kHz可調。光束從飛秒激光器輸出后,通過1/4玻片將線偏振光轉變為圓偏振光,再通過4倍擴束器,經過45°反射鏡后垂直進入光束掃描裝置。光束掃描裝置主要由四個光楔和一個聚焦透鏡組成。通過改變角度旋轉光楔組可以改變噴孔孔徑,通過調整橫向位移光楔組可以調整噴孔的圓柱度。光束經過四個高速同步轉動的光楔后,可以實現高速運動,從而提高加工效率,如圖2所示。
高速旋轉的光束通過聚焦透鏡后在試驗樣件上聚焦,進行噴孔加工。噴油嘴固定在五軸運動平臺上,由平臺帶動進行直線及旋轉運動。
(2)輔助工藝裝置 為了保證噴孔的加工精度和質量,噴油嘴的安裝精度和控制精度必須首先得到保證,為此本試驗增設以下輔助工藝裝置。
首先,專用夾具:由于各噴孔非均布地落在油嘴尖端曲面上,為了保證噴孔的位置度,故采用專用定心定角向夾具。設置兩個定位來確定噴油嘴角向,以夾具中心的淬火心軸外圓面為定位止口。心軸可進行更換,形成適用于不同型號噴油嘴的“通用”夾具,但在安裝夾具時要找正定位心軸圓周跳動在0.01mm以內,上下跳動0.005mm以內,如圖3所示。
定位心軸采用中空設計,用于對接工作平臺中心的冷卻氣管,保證加工時噴油嘴內部壓力,實現在噴孔打通時,能夠通過高壓氣體快速帶走環切后的中間實體部分以及加工時產生的少量熔渣。
其次,同軸CCD模塊:基于光路的特殊性,可以在垂直光路最上端設置同軸CCD,調整垂直光束中心與CCD的十字標中心,做到同心度0.005mm以內。在每次加工前可以對比CCD十字標中心與樣件實際加工位置,保證各噴孔的位置度。
最后,激光對焦模塊:為了較好地找正曲面上各噴孔的焦點,采用基恩士LK—G150A紅外移傳感器與工控機相聯,傳感器分辨精度0.005mm,可以保證避免在離焦狀態下加工,影響孔徑尺寸及孔壁質量。
3. 工藝試驗
(1)平板測試試驗 在正式加工樣件前,需要在同材料同厚度的平板上先進行測試,以獲得滿足設計要求的加工參數。由于噴孔深度不大,普遍介于0.7~1.5mm,因此采用環切的掃描方式,不需要去除所有材料,切除后圓柱實體部分由高壓氣體帶走,可以提高加工效率。
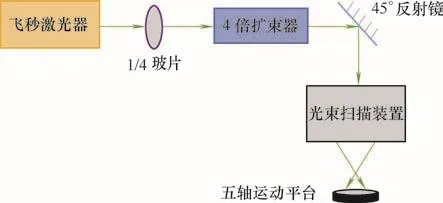
圖1 飛秒激光加工裝置示意
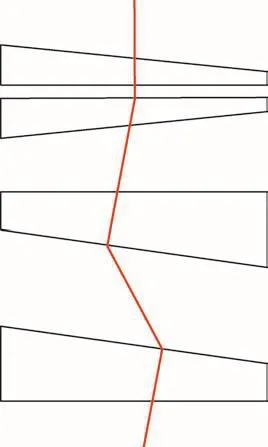
圖2 四光楔的結構
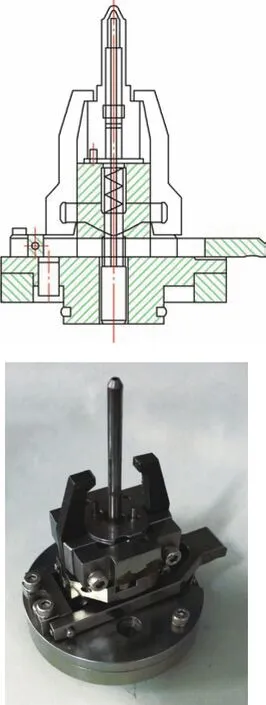
圖3 夾具示意圖與實物圖
環切的工藝參數主要包括單脈沖能量、光斑重疊率以及進給速度,另外加工時吹氣的種類和氣壓也會影響加工效果。為了獲得最優的工藝參數,我們設計了一組試驗。由于影響因素較多,且每個因素都有多個水平,因此,我們采用正交試驗法進行試驗,每個因素我們都取其中五個水平,每個參數具體的水平選取如附表所示。
根據測試的孔徑尺寸、小孔圓度、圓柱度、孔壁質量及一致性,選取最優的加工參數,以160μm/190μm噴孔為例,保證噴孔出入口尺寸在±2μm公差以內,圓度>98%,系數K=3,如圖4所示。
(2)樣件優化試驗 由于噴孔實際加工落點為曲面,且噴油嘴內部為密封空間,在平板上測試出工藝參數后,需要在噴油嘴加工時對參數進行再次優化。
首先需要計算各個噴孔的空間坐標,根據機床原點坐標、回轉中心以及平臺高度、夾具尺寸以及樣件尺寸,計算出各噴孔的理論空間坐標。
為了保證噴孔位置度,需采用CCD校對計算出的理論坐標。當噴油嘴實際中軸線與理論坐標有偏差且偏移量<0.025mm時,以實際中軸線位置為準,調整孔位坐標;當偏移量>0.025mm時,重新檢測夾具及噴油嘴的安裝精度。
為了保證噴孔尺寸精度和孔壁質量,應該避免在離焦狀態下加工。試驗采用紅外自動對焦系統校對理論坐標,當理論坐標有誤差時及時反饋和補償,控制焦點誤差在0.005mm內。
噴孔坐標確定后,對參數進行優化(見附表)。盡量不改變孔徑和孔形參數,僅調整功率、加工時間等參數,以保證與平板加工孔徑、圓度及圓柱度一致。
(3)工藝難點 為了縮短加工時間,通常會設定高于材料燒蝕閾值的激光功率。由于中孔頂部空間較小,在打通噴孔時,激光可以照射到內腔背壁,會對背壁造成一定程度的燒蝕和損傷(見圖5)。因此激光加工噴油嘴噴孔中背壁保護是工藝難點之一。
為了解決這一問題,我們根據噴油嘴壓力室形狀及尺寸,填充不同數量、規格的小鋼球,同時保證夾具心軸所通的冷卻氣體壓力>0.5MPa,這樣在首個噴孔局部打通時,樣件內外會產生較大的壓差。在內部氣壓作用下,可以將填充的小鋼球頂緊在壓力室位置,起到阻擋和吸收激光能量的作用,防止背壁損傷,如圖6所示。

圖4 在0.8mm厚的18CrNi8平板上測試結果

工藝參數優化水平選取
該方法需要反復測試,以確定填充的小鋼球規格和數量。在一般情況下可以在加工初始階段使用大功率,在噴孔即將打穿時降低激光功率并延長時間的方法,以防止小鋼球被激光擊穿,如圖7所示。
4. 加工結果驗證和分析
目前用來測量多孔噴油嘴加工精度的手段可以分為兩類,一類是直接測量噴孔的內部幾何參數,主要是通過這些參數來衡量各噴孔之間的加工一致性;另一類是通過測量各孔噴霧的特性參數來間接反映噴孔加工的對稱性。
(1)直接測量 本試驗采用基恩士VHX—1000電子顯微鏡,首先對噴孔出油口尺寸進行檢測,再對噴油嘴進行線切割,檢測噴孔內部尺寸、孔壁粗糙度等,同時對背壁保護效果進行檢測,如圖8所示。

圖5 背壁損傷
由于采用與平板測試一致的孔形與孔徑參數,噴孔內部尺寸可以通過出油口尺寸測量合格來保證,所以批量加工時可以只檢測噴孔出油口尺寸,如圖9所示。
使用掃描電鏡測量孔壁粗糙度,觀察微裂紋。從圖9中可以發現,孔內壁粗糙度Ra≤0.3mm,且無微裂紋,滿足設計要求。
(2)性能檢測 性能檢測的主要項目為高壓流量測量,試驗采用無錫油泵油嘴研究所的ZGL—1高壓流量試驗臺進行壓力流量測試,設備精度±0.5%,按照國際要求對噴油器高壓噴射流量分別進行10~60MPa壓力流量測試。

圖6 背壁保護
本試驗加工出的噴油嘴,其流量系數可達到0.65以上,流量散差≤±5%。為了滿足日益提高的的排放標準,柴油機噴油嘴流量系數要求在0.8以上,因此需要進一步提高試驗噴油嘴的流量系數。通過液體擠壓研磨的工藝,可以在噴孔與壓力室相貫處獲得一定的圓角,既解決了激光加工中無法做到的噴孔進油口圓角,又使噴油嘴液體流量系數得以提高,滿足流量系數≥0.8的要求。
5. 結語
超快激光加工關鍵技術,主要集中在減小傳統加工和長脈沖激光加工的微缺陷、冶金缺陷方面,以及滿足噴嘴要求的倒錐形噴孔。法國的雷諾公司,德國GFH公司都在嘗試用超快激光加工。國外相關設備對中國是禁運的,因此目前國內還沒有高效的、專業用于企業生產性質的超快激光微加工裝備。

圖7 背壁保護材料
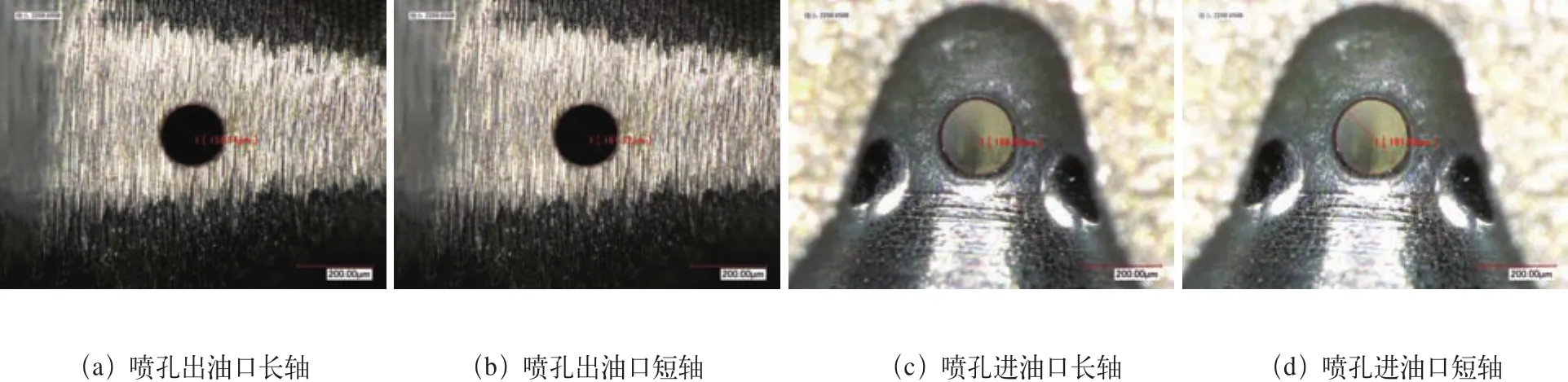
圖8 噴油嘴噴孔尺寸測量結果
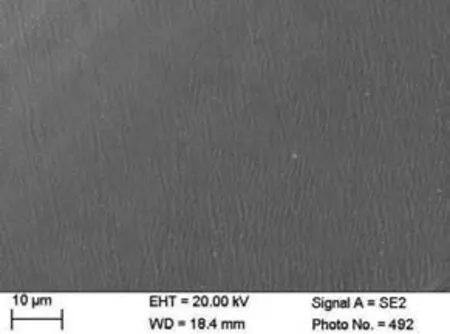
圖9 孔內壁(2000×)
文章研究的超快激光設備加工方法能將噴嘴質量達到國際同等質量,該技術的產業化,將為國內燃油噴射零部件的加工帶來革命性的變革,一舉打破關鍵加工設備國外壟斷的局面,填補了國內在內燃機行業激光微孔技術方面的空白。不僅能推動對國內發動機研發上一個新臺階,還能促進相關和類似的微加工領域的發展,進一步擴大我國在機械制造業領域的影響。
[1] 張婕,唐維平,杜嚴. 噴油嘴噴孔加工工藝技術[J]. 現代車用動力,2010,35(1):43-46.
[2] 張明.多孔噴油嘴噴孔加工工藝及其分析[J]. 汽車工藝與材料,1999,14(8):14-15.
[3] 劉建勇等. 精密微細倒錐孔電火花加工機床機械系統的研究[J].電加工與模具,2013,48(5):54-58.
[4] 馬洪駒,李勇,張龍. 微細倒錐孔電火花加工機構設計及其試驗研究[J].電加工與模具,2010,45(5):11-15.
[5] 任振擋,黃全印. 噴油嘴噴孔加工工藝及應用設備探討[J]. 汽車制造業,2008,13(14):50-54.
[6] 張志剛.飛秒激光技術[M]. 北京:科學出版社,2011.
[7] 夏伯忠.正交試驗法[M]. 吉林:吉林人民出版社,1985.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
