三廂車后蓋總成質量控制與零件設計優化
2018-03-22 02:13:37黃平華
金屬加工(熱加工) 2018年3期
關鍵詞:優化
■ 黃平華
1. 概述
后蓋總成在整車裝配中是屬于比較重要的零件,在后圍匹配中處于核心位置,和兩側側框及后保險杠、玻璃等都存在匹配關系。在車型開發過程中,后蓋總成作為一個獨立個體,不可避免地會有一些匹配問題會被重點抱怨。按照一般邏輯,后蓋總成的尺寸問題不外乎有兩個原因造成:第一是單件尺寸超差,第二是生產過程中帶來的尺寸偏差。從而解決問題的方式也就是優化單件尺寸或優化總成的工裝及生產過程。然而優化已經客觀存在的缺陷會造成大量的單件模具調試工作,以及工裝夾具的調試優化工作,在增加項目成本的同時優化效率也不高。
本文針對某在產車型后蓋總成存在的角部尺寸塌陷和激光焊區域尺寸偏差問題,創造性地從零件結構設計角度出發,討論哪種結構的設計可以避免或改善上述的一些尺寸問題,從而在今后的新產品設計開發階段就可以把這些有利的信息應用進去,提高產品設計的成熟度。
2. 角部塌陷問題分析及優化方案
三廂后蓋在折邊時經常會遇到一個問題,就是后蓋后部的兩個尖角在折邊后出現角部塌陷,影響尺寸匹配的同時也會出現表面缺陷,如圖1所示。
在檢查折邊工藝和折邊設備后,發現后蓋后部尖角的設計狀態就是不折邊,僅僅是通過角推把后蓋外板的翻邊角度向內推,如圖2所示。
在試驗過程中發現,由于后蓋外板零件在角部位置成形硬化,剛度特別大,需要較大的角推力才能把翻邊面推到理想位置。而后蓋內板距離角部太遠,有約7mm距離,導致在角推過程中外板零件的尖角部位處于自由狀態,缺少內板零件的支撐和壓料板的壓合作用,如圖3所示,從而出現角部塌陷。

圖1 后蓋角部塌陷

圖2 后蓋角部折邊工藝
基于這種狀態,我們可以考慮在沖壓車間修邊條件允許的情況下,把內板零件角部的圓角縮小到R3mm,此時內板角部與外板圓角根部的距離就縮小到3.2mm,如圖4所示。
根據建議優化沖壓模具得到新的內板零件后,把角推工位壓料板通過焊接獲得更多的壓料面積,同時把壓料板和零件進行研配,最終獲得折邊后的后蓋總成情況如圖5所示,可以看到角部塌陷改善了很多。
需要注意的是,把內板圓角延長后可能會產生新的問題,內板角部鈑金偏軟,如某車型后蓋內板在生產過程中發現了如圖6所示的零件變形,經過過程跟蹤發現是在沖壓機械手把零件放置在輸送帶上時造成的變形。
檢查該車型后蓋內板零件,發現在角部的咬邊法蘭面比較寬,尖角距離內板造型加強筋較遠從而導致尖角偏軟(見圖7)。

圖3 后蓋角部位置內板與外板的設計狀態
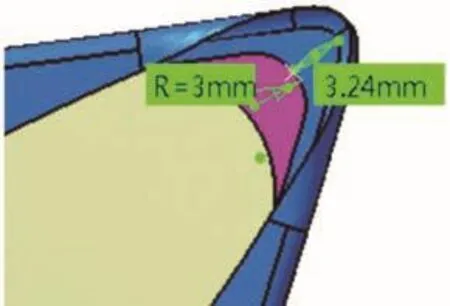
圖4 后蓋內板優化設計方案

圖5 內板角部延長后后蓋塌陷優化狀態
對比以往車型后蓋內板造型及實際生產狀況,得出經驗數據:為保證后蓋內板尖角的剛性和穩定性,尖角和內板造型加強筋距離需小于30mm。
綜上所述,為保證后蓋總成在后蓋尖角處的尺寸質量以及穩定性,對于后蓋內板尖角處的零件設計需要同時滿足兩個條件:①在滿足沖壓模具零件生產以及折邊模內外板合攏的情況下,后蓋內板角部與外板圓角根部的距離越小越好。②后蓋內板尖角和加強筋的距離需小于30mm。因此,對于后蓋內板角部的設計可采用圖8所示造型。
3. 激光焊接面質量問題分析及優化方案

圖6 后蓋內板角部生產過程中變形

圖7 后蓋內板角部造型
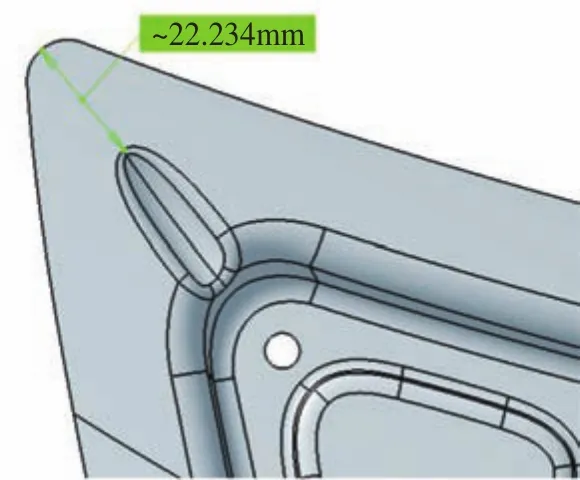
圖8 后蓋內板角部造型優化建議
目前,上汽大眾三廂車后蓋的設計方案基本上都是上下板通過激光焊接,然后再和后蓋內板進行咬邊。激光焊接面的質量好壞會直接影響后蓋總成在Z向和X向的功能尺寸,反映到裝車就有可能會影響到后蓋總成下部與后保險杠之間的縫隙匹配及后蓋兩側與后保險杠之間平整度匹配。當然,這兩個匹配問題由很多因素造成,如后蓋下部本身的尺寸超差,后蓋內板在X向的尺寸回彈及折邊損耗的控制等。在此僅針對后蓋外板上部激光焊接面質量控制方面進行相對深入分析。
一般后蓋外板上板激光焊接面的結構如圖9所示,法蘭邊緣除了有兩個缺口,是平坦的。
為保證激光焊接面的平整度質量,沖壓模具在設計斜楔翻邊模時會采用增加下托料的翻邊方式來控制翻邊法蘭起皺和保證尺寸的穩定性,但這種設計同時會造成法蘭面向外翻轉,如圖10所示黑色虛線的實際零件和紫色理論零件位置的偏差。

圖9 某A車型后蓋外板上部激光焊接面區域結構

圖10 增加下托料翻邊示意
同時在翻邊完畢后由于法蘭邊緣存在應力釋放會導致激光焊接面的尺寸波動很大,如圖11所示,某A車型后蓋外板單件的測量報告顯示,激光焊接面左右尺寸落差達8mm。這種尺寸落差在激光焊接的時候盡管可以通過總成夾具進行強制壓合然后完成激光焊接,對激光焊接的質量影響不是很大,出現焊接中斷、脫焊的概率不是很高。但后蓋外板上下部焊接完成后,不可避免會存在一些應力。而這種殘余應力在涂裝車間進行電泳及烘干工序時會得到釋放從而導致后蓋變形。這種不可控的影響對后蓋裝車影響比較惡劣,我們還是要從根本上想辦法去解決。
既然是由于斜楔翻邊后的殘余應力釋放導致的焊接面尺寸偏差,那我們可以從殘余應力的方面著手來加以控制。因此,在某個新車型B的開發過程中,就在該激光焊接區域的造型設計方面提出新的方案:在法蘭邊緣部位增加一條加強筋,如圖12所示。
這條加強筋的成形是在完成整個激光焊接面的翻邊后完成的,和翻邊面上的其他特征一起成形。在造型方面就可以很好地控制翻邊后產生的應力釋放,同時讓沖壓模具有一個整形工序,可以來調整該法蘭邊緣部位的尺寸。如圖13所示,B車型后蓋外板上部的測量報告中顯示,這種增加加強筋的后蓋外板激光焊接面左右的尺寸落差僅有2mm,且左右基本上對稱。
B車型后蓋外板造型設計獲得了一定成績,比起A車型尺寸落差8mm有了很大改善。根據自身的經驗積累和判斷,如果在激光焊接面區域除了增加加強筋,再增加一兩個工藝缺口,應該可以使得該區域在翻邊過程中應力釋放更加徹底,激光焊接面的相關尺寸得到更好的控制,如圖14所示。這類的后蓋外板設計已經應用在新的項目中,然而目前零件還沒有量產,具體的對于零件優化的效果還有待進一步驗證。
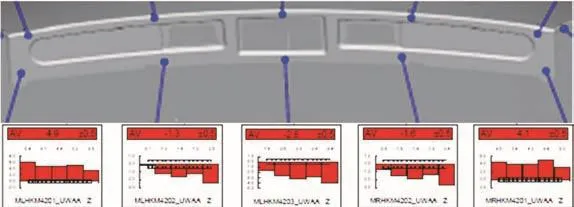
圖11 某A車型后蓋外板上部激光焊接面區域尺寸偏差
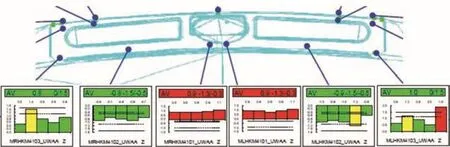
圖13 B車型后蓋外板上部激光焊接面區域尺寸偏差

圖14 后蓋外板上部激光焊接面區域結構優化建議
4. 結語
在項目開發前期,可制造性分析對于零件的設計非常重要,直接關系到單件及總成裝車的質量。針對三廂后蓋總成常見的角部尺寸塌陷和激光焊質量兩個問題進行了深入分析討論,同時結合實際生產現場經驗,獲得了一些可以明顯改善單件和總成質量的設計理念:①在滿足沖壓模具零件生產以及折邊模內外板合攏的情況下,后蓋內板角部與外板圓角根部的距離越小越好。②后蓋內板尖角和加強筋的距離需小于30mm。③后蓋外板上部激光焊接面區域的法蘭邊緣需要有加強筋,同時開工藝缺口。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
