線束自動包縛機控制系統設計
2018-03-21 05:48:26吉建佳王慧藝佘曉磊
機械設計與制造 2018年3期
關鍵詞:系統
吉建佳,王慧藝,佘曉磊
(上海應用技術大學 機械工程學院,上海 201418)
1 引言
線束制造過程從裁剪、壓接、送線、插植、纏帶自動化程度依次降低,其中纏帶幾乎為0。目前國內外對線束的研究主要集中在裁剪、壓接、送線、插植[1]等加工工序,所以這些工序基本實現自動化,而纏帶工序研究較少,只有一些院校做出研究,文獻[2-3]在理論上研究了繞帶的過程,文獻[4]設計并分析了線束綁扎裝置,文獻[5]對布帶纏繞機關鍵技術做出綜合性研究。該控制系統引用目前較為先進的機器視覺檢測系統,配合已經發展成熟的控制器[6],設計出為汽車線束包縛膠帶自動化設備的控制系統,為線束加工中的纏帶工序自動化發展起到推動作用。
2 線束自動包縛機的概述
2.1 包縛機的組成
全自動線束包縛機由包縛頭和機架組成,其中機架的整體示意圖,如圖1所示。而包縛頭部分沒有給出圖形。吊桿上模組和包覆頭沒有在圖中表示。包縛頭主要用于將不同類型的膠布綁扎到線束外表;包縛頭固定在包縛頭吊桿上的模組上,可以實現上下移動。機架作為整個設備的工作平臺,其包括活動臺架3、橫向同步帶模組6和16、縱向同步帶模組7、四向分度定位盤9、蝸輪蝸桿減速器11和步進電機等。其中活動臺架3的活動臺面1上會安置多個卡槽用于固定汽車線束,汽車線束會按照圖2所示固定在活動臺面1上。

圖1 全自動線束纏帶機示意圖Fig.1 Automatic Wire Wrapping Machine Diagram

圖2 汽車線束分支圖Fig.2 Branch Diagram for Automotive Wiring Harness
2.2 包縛機的工作流程
線束纏帶機是為一定規格的汽車線束包縛一層保護膠布的自動化裝置。自動檢測線束的端點和交叉點;對膠帶剩余量進行監控,膠帶用完自動停止包扎,并運動到換膠帶出自動換膠帶。線束包縛機的工作過程大致如下:(1)將汽車線束固定在活動臺面上,攝像頭開始拍照采取線束坐標點,打開電源,按下PC軟件上回原點按鍵,完成初始位置回歸。(2)PC獲取圖片,經過圖像處理得到坐標信息。(3)在上位機軟件上為PLC中電機運行的最高速度、基底速度、加速時間、減速時間、原點回歸速度、爬行速度設值,并設置通信參數。(4)打開通信,將第三步設置的參數和第二步獲得的坐標參數一起發給PLC。(5)點擊啟動按鈕,向PLC發送啟動信號,設備開始運行。(6)運行中途,膠布用完,傳感器向PLC發送立即停止信號,同時記錄當前停止位置,然后執行取膠布指令。(7)取完膠布,回到停止位置繼續運行,直到一根線束綁扎完,并自動回原點,等待包縛下一根線束。
3 控制系統設計
線束自動包縛設備的控制系統由檢測系統、通信系統和執行機構組成。整個控制系統硬件框圖,如圖3所示。工業相機采集目標圖像,并將圖片傳送給工業計算機,工業計算機完成圖像處理后生成路徑規劃信息傳送到PLC控制器上,由PLC控制驅動器和電磁閥來控制電機和氣缸的動作,運動的位置信息由傳感器反饋給PLC。

圖3 控制系統硬件框圖Fig.3 Control System Block Diagram
3.1 檢測裝置
本系統采用工業相機的檢測裝置由以下組成:工業相機(包括CMOS圖像傳感器和驅動器)、光源、固定支架、電源等電路系統,如圖4所示。

圖4 工業相機檢測裝置原理框圖Fig.4 Industrial Camera Detector Schematic Diagram
3.2 通信系統
上位機與下位機通信主要有三部分組成:工業計算機、FX3U-422-BD通信模塊、USB-SC09-FX電纜、三菱FX3U系列的PLC。在工業通信領域中,RS-422通信方式運用相當廣泛,因為它抗干擾能力強、反應時間較短、又可傳輸較遠的距離。由于接收器采用高輸入阻抗和發送驅動器比RS232更強的驅動能力。采用了FX3U系列PLC自帶的RS-422-BD來實現對PLC參數的讀取、寫入、監控和控制。
4 硬件設計
根據企業要求和線束加工生產線的控制要求,主要下位機控制器以日本品牌為主,如PLC控制器、擴展模塊、氣缸等,在保證產品質量和性能穩定性的基礎上,為了對設備的維護和調試方便,盡量使用與企業現有自動化設備所搭載硬件品牌一致。
4.1 控制器選型
上位機選用工控機作為控制系統的主控,其性能必須滿足控制要求,應配5個USB2.0接口、4個COM口、顯示器、鍵盤、鼠標等。下位機用PLC控制執行系統,其性能應該能適應執行系統的動作要求。選擇三菱FX3U-128MT-ES-A主單元,其分別包含了64個輸入和輸出點,其中含有3路脈沖輸出端。為了滿足控制要求選用2個FX2N-5A特殊功能模塊,共有8路模擬量輸入和2路模擬量輸出。為了適應控制軸數量要求增加2個FX2N-1PG-E定位模塊。由于PLC主機是晶體管輸出型,無法輸出開關量控制系統中的電磁閥,所以外掛2個FX2N-16EYR繼電器輸出擴展模塊。
法國邁特羅芝集團(metrologic group)成立于1980年,是專業制造檢測系統及服務的公司。主要業務范圍包含:裝備或者改造三坐標測量機(MMT),在線檢測系統供應、培訓、維護及校準MMT。目前,其銷售網絡遍布全球17個國家和地區,并在美國、德國及意大利建立有分公司。客戶是汽車及航空制造集團及其供應商,3D測量系統的機器制造生產商。
4.2 輸入組件
上位機輸入組要有工業相機、鍵盤、鼠標等,工業相機用于檢測坐標,為控制系統提供控制對象的參數;鍵盤和鼠標便于人機交互。下位機系統的輸入組件件主要由磁性開關、拉線位移傳感器、電子尺、壓力傳感器、限位開關等組成。其中:48個磁性開關用于每個氣缸上限位;2個拉線位移傳感器用于檢測2個模組上實際位移;2個電子尺用于檢測2模組上實際位移;3個壓力傳感器用于檢測氣路的實際壓力;8個限位開關,用于4個模組上控制行程范圍,起到保護模組和步進電機的作用;8個磁性開關用于模組上的近點信號和原點信號;還有一些按鈕開關用于起停和急停等作用。
4.3 輸出組件
輸出組件主要以下位機控制系統為主,主要有步進電機、驅動器、電磁閥、電控減壓閥等組件。其中:9個步進電機作為驅動源;24個電磁閥驅動氣缸;一個電控減壓閥保存氣路的氣壓穩定。
5 電氣設計
5.1 控制電路設計
控制電路主要以下位機PLC控制執行器電路為主,根據包縛機的工作流程,可以發現PLC控制器件動作時,有些器件與器件之間不可能同時運行,因此將其分組,接線可以將不同時工作的器件接到PLC同一個I/O端子。采用多路復用的方法,充分利用PLC有限的I/O端子,減少擴展,節約成本,是一種值得推廣的設計思想。PLC基本單元與各模塊連接及輸入輸出和站號的分配,所有執行器件與控制器的連接情況,如圖5所示。
依據包縛2種膠帶的情況,將吊桿前后包縛組分成2組,其中包括步進電機、驅動器、氣缸、電磁閥、磁性開關等。因為2組上的所有控制器件不可能同時工作,所以控制電路使用多路復用方法,將2組對應器件共用控制器同一個端口。
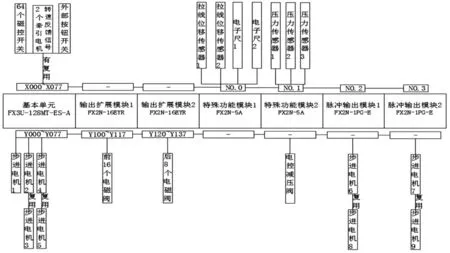
圖5 PLC模塊與器件連接框圖Fig.5 The Connection Diagram of PLC Module and Device
5.2 氣動回路設計
將系統氣路分成三組,其中前后包縛組各為一組,工作臺面上固定叉為一組;通過電控減壓閥控制空氣壓塑機輸出氣壓,使用氣管三通接頭分成三路輸出,各路氣壓由壓力傳感器控制輸送到各氣缸。
6 軟件設計
6.1 程序結構
該系統程序采用模塊化的程序結構,將不同功能程序設計為模塊,程序結構條理清晰,便于維護和調試。將整個系統程序劃分成上位機程序和下位機程序,上位機主要職能是獲取圖片并分析出參數,然后與下位機通信傳輸實際參數用于PLC控制器件執行動作;下位機采用PLC控制執行系統完成線束包縛任務,同時將工作狀態反饋給上位機,便于監控管理。
6.2 通信程序的設計
三菱公司提供了MXComponent組件[7],它支持PLC和工業計算機的所有通信路徑,它可以在不需要知道復雜的通信協議的情況下實現計算機與PLC的通信,因此也提高了系統開發成本和效率。
由于三菱PLC自帶的編程口采用的是FX3U-422-BD通信模塊,所以上位機調用的ACT控件時,選擇通用的ActProgType控件。該系統軟件設計實現通信的開發流程圖,如圖6所示。
其中數據寄存器D和輔助寄電器M都屬于PLC的內部軟元件。數據寄存器D是PLC內部字軟元件,主要用于存放PLC端運行所需的參數;輔助繼電器M是PLC內部位軟元件,類似于繼電器控制線路中的中間繼電器,但不能直接驅動負載,它在程序中起到信號傳遞和邏輯控制作用。

圖6 通信程序流程圖Fig.6 Program Block Diagram for the Communication
6.2 .1通信初始化
在通信時,需要我們先調用ACT控件,在程序運行前對程序初始化設置,其主要用于設置一些通信方式、設備型號、端口號等參數。上位機要與三菱PLC進行通信,就需要對其屬性設置,所用到的ActProgType屬性,如表1所示。

表1 ActProgType屬性表Tab.1 The Property of ActProgType

圖7 FX參數設置Fig.7 FX Parameter Setup
要想實現PC與PLC通信,不僅上位機要設置通信,還要將PLC的通信參數設置與上位機一致,才可以完成上下位機間通信任務。在GX Works2軟件編寫梯形圖程序,并在PLC參數欄進行參數設置,對三菱FX系列PLC參數設置,如圖7所示。
6.2 .2通信調試
利用實驗室現有的三菱FX3U-16MT為基礎調試通信程序的效果,搭建一個單軸控制系統,如圖8所示。本次調試程序軟件,如圖9所示。本次實驗使用Y000脈沖輸出控制一軸步進電機運行,驅動條件采用PLC中的輔助繼電器M狀態改變的方式實現,當軟件上按鈕觸發時,程序就會向PLC發出改變輔助繼電器M狀態的命令,然后執行驅動。
輔助繼電器是用軟件實現的,它們不能接收外部的輸入信號,也不能直接驅動外部負載,是一種內部的狀態標志,相當于繼電器控制系統中的中間繼電器。使用軟件方式控制器件運行,便于工作人員調試和維護,也節約運行成本,這種方法的實現,具有推廣價值。
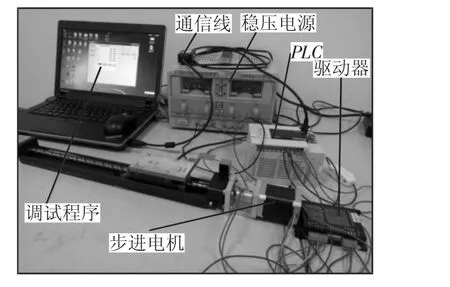
圖8 通信實現的實物運行圖Fig.8 The Diagram of Object Operation to Finish Communication

圖9 調試程序軟件Fig.9 The Software of Shakedown Test
7 結論
(1)為線束自動包扎膠帶設備設計一種控制系統,該系統可以適應寬膠帶或窄膠帶對汽車線束進行包縛,滿足企業的包縛率要求。(2)給該控制系統所需的硬件進行選型,并合理地搭配控制電路和氣動回路,便于自動化設備的裝配運行。(3)利用現有實驗條件,完成上位機與下位機的通信,證明了該控制系統的穩定性,值得推廣。
[1]張慧敏,林聰,康浪.全自動線束插植機的研發[J].機械設計與制造,2016(8):189-192.(Zhang Hui-min,Lin Cong,Kang Lang.Development of wire harness assembly machine[J].Machinery Design&Manufacture,2016(8):189-192.)
[2]王靜,劉光宇.繞帶過程的建模與控制[J].工業控制計算機,2015(10):92-94.(Wang Jing,Liu Guang-yu.Modeling and control of the winding process[J].Industrial Control Computer,2015(10):92-94.)
[3]Liu G,Wang J,Ji G.A general nonlinear kinematic model for tape winding and its calibration:2015 IEEE Advanced Information Technology,Electronic and Automation Control Conference[C].(IAEAC 2015),2015.
[4]李春泉,趙帥峰,尚玉玲.線束綁扎裝置的機構設計與分析[J].機械設計與制造,2016(2):131-133.(Li Chun-quan,Zhao Shuai-feng,Shang Yu-ling.Mechanism design analysis of the wire binding device[J].Machinery Design&Manufacture,2016(2):131-133.)
[5]史耀耀,唐虹,余強.數控布帶纏繞機關鍵技術[J].航空學報,2008(1):233-239.(Shi Yao-yao,Tang Hong,Yu Qiang.Key technology of the NC tapewinding machine[J].Acta Aeronautica ET Astronautica Sinica,2008(1):233-239.)
[6]Sheng-le R,Hua L,Yong-zhang W.Development of PLC-based tension control system[J].Chinese Journal of Aeronautics,2007(3):266-271.
[7]三菱電機.MX Component Version 4編程手冊[Z].2014.(MITSUBISHI electric.MX Component Version 4 programming manual[Z].2014.)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32