TC4鈦合金微孔加工鉆削力的仿真與試驗(yàn)研究
2018-03-21 05:48:15王凱旋董志國(guó)劉建成
機(jī)械設(shè)計(jì)與制造 2018年3期
王凱旋,董志國(guó),軋 剛,劉建成
(1.太原理工大學(xué) 精密加工山西省重點(diǎn)實(shí)驗(yàn)室,山西 太原 030024;2.美國(guó)太平洋大學(xué),斯托克頓CA95211)
1 引言
隨著現(xiàn)代工業(yè)的發(fā)展,產(chǎn)品小型化、精密化逐步成為制造業(yè)發(fā)展的趨勢(shì)之一。微鉆削因?yàn)槠涓咝省⒏呔鹊忍匦裕谖⒖准庸ぶ芯哂歇?dú)特的優(yōu)勢(shì)。TC4鈦合金由于強(qiáng)度大、生物兼容性好等性能,被廣泛應(yīng)用于航空、醫(yī)療等領(lǐng)域。然而TC4鈦合金,作為一種難加工材料,使得在微細(xì)加工過(guò)程中,鉆頭十分容易磨損和折斷。鉆削力是影響微小鉆頭折斷的主要因素[1]。通過(guò)監(jiān)測(cè)軸向力可以對(duì)鉆頭的折斷進(jìn)行預(yù)測(cè)[2],為加工參數(shù)的優(yōu)化提供依據(jù)。因此,對(duì)微鉆削過(guò)程中鉆削力進(jìn)行研究具有十分重要的意義。
在傳統(tǒng)鉆削方面,研究人員已經(jīng)采用了各種解析模型和數(shù)字模型來(lái)分析預(yù)測(cè)扭矩和軸向力。文獻(xiàn)[3]采用解析法,將鉆頭主切削刃和橫刃分別分解成一系列三維斜角切削單元和二維直角切削單元,都采用等效平面法解出每個(gè)單元的所受的力,然后再經(jīng)過(guò)坐標(biāo)變換求出整個(gè)鉆頭的軸向力和扭矩。文獻(xiàn)[4]用UG建立鉆頭的模型,導(dǎo)入Deform軟件進(jìn)行鉆頭軸向力和扭矩的仿真。文獻(xiàn)[5]了鉆頭主切削刃上每一個(gè)離散單元的切屑流角和切削力。文獻(xiàn)[6]提出了斜角切削力模型,用等效平面方法把不等分剪切區(qū)的直角切削理論延伸并應(yīng)用于斜角切削中,使用坐標(biāo)變換方法分析了斜角切削幾何參數(shù)之間的關(guān)系。
主要建立一種能夠預(yù)測(cè)微鉆削過(guò)程中鉆頭所受的切削力的模型。首先將鉆頭的主刃和橫刃分別離散成一系列的斜角切削單元和直角切削單元,研究鉆頭在鉆削過(guò)程中的受力;其次,用Deform軟件進(jìn)行斜角切削與正交切削的仿真,得到每個(gè)切削單元所受的力,在仿真過(guò)程中特別考慮刀刃鈍圓半徑的影響;然后將每個(gè)切削單元的力疊加,得出整個(gè)鉆頭所受的力;最后,進(jìn)行多組工藝參數(shù)的仿真與試驗(yàn),來(lái)驗(yàn)證該模型的正確性。
2 鉆頭切削力的解析模型
2.1 鉆頭的受力分析
鉆頭受力模型,如圖1所示。將所采用的φ0.1mm鉆頭的主切削刃和橫刃分別離散成五個(gè)斜角切削單元和兩個(gè)直角切削單元;其中x、y、z是建立在整個(gè)鉆頭上的坐標(biāo)分別為主切削刃和橫刃在全局坐標(biāo)系下所受的切向力、徑向力、軸向力,(FC,F(xiàn)V,F(xiàn)T)分別代表切削單元所受的主切削力,豎直方向力,側(cè)向力。
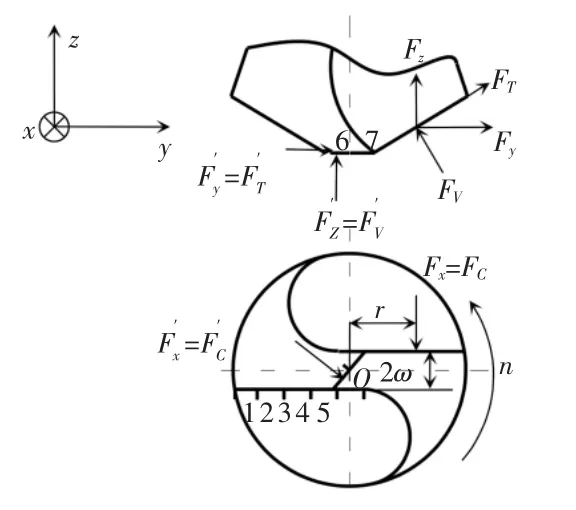
圖1 鉆頭受力模型Fig.1 Forced Model of Drill Bit
2.2 微鉆頭切削的切削刃
通過(guò)KeyenceVHX-2000E顯微鏡測(cè)得各個(gè)切削單元的幾何角度以及各個(gè)切削單元中心到鉆頭中心的距離,如表1、表2所示。由于端面刃傾角不同,針對(duì)單元(1~5)進(jìn)行斜角切削仿真,單元6進(jìn)行直角切削仿真。
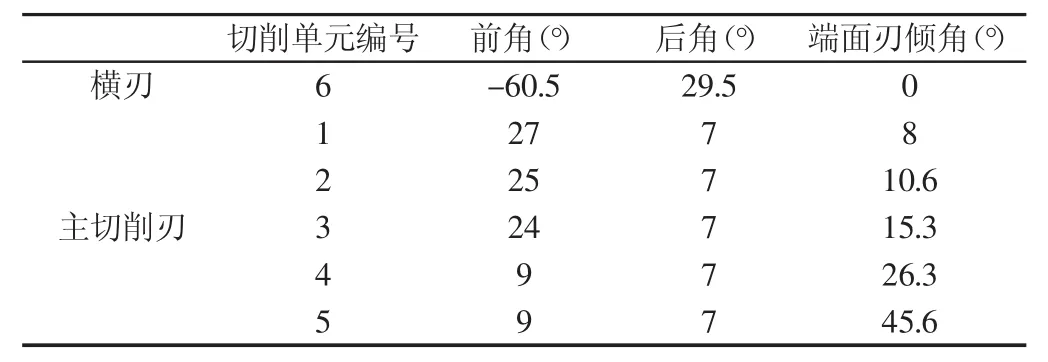
表 1各個(gè)切削單元的幾何角度Tab.1 The Geometric Angle of Cutting Unit
表2 各個(gè)切削單元中心到鉆頭中心的距離Tab.2 The Distance From the Center of Every Cutting Unit to the Center of the Drill Bit
2.3 鉆削力的解析式
由于鉆頭的徑向力相互抵消,只需考慮軸向力,和切向力。參考如圖1所示,將每個(gè)切削單元的受力轉(zhuǎn)換為整個(gè)鉆頭的受力的方程:


式中:Ttotal—鉆頭所受總的扭矩;
Fthrust—鉆頭所受總的軸向力。
3 微鉆削有限元仿真
3.1 仿真步驟與參數(shù)設(shè)置
因?yàn)橹饕芯裤@頭橫刃和主切削刃均參加切削時(shí)所受鉆削力的平均值。所以,采用兩個(gè)仿真步驟:(1)先采用Lagrangian分析步進(jìn)行分析;(2)等到有切屑產(chǎn)生時(shí),采用穩(wěn)態(tài)加工解析進(jìn)行分析。這樣可以更加可靠的模擬出比較穩(wěn)定的切削力。為了能夠準(zhǔn)確模擬出每個(gè)切削單元所受的切削力,每個(gè)切削單元被設(shè)為塑性類(lèi)型,被賦予的材料是高強(qiáng)度硬質(zhì)合金。刀具和工件網(wǎng)格劃分均采用絕對(duì)類(lèi)型,鉆頭size radio為2,最小單元為0.1mm,工件網(wǎng)格為size radio 7,最小單元尺寸為每齒進(jìn)給量一半。在定義工件與刀具前刀面的導(dǎo)熱系數(shù)為45N/sec/mm/C,摩擦系數(shù)為0.6,摩擦類(lèi)型為剪切摩擦。斷裂準(zhǔn)則采用延伸斷裂準(zhǔn)則,根據(jù)材料的最大破壞值是否達(dá)到臨界值來(lái)判斷材料的斷裂與否。
3.2 切削仿真的參數(shù)
以fz=0.0005mm/z,n=20000r/min為例來(lái)分析各個(gè)切削單元的仿真結(jié)果。切削過(guò)程中其他相關(guān)參數(shù),如表3所示。

表3 切削過(guò)程中其他相關(guān)參數(shù)Tab.3 Other Relevant Parameters During Cutting
3.3 有限元仿真結(jié)果與分析
單元(1~5)和單元6的等效應(yīng)力,如圖2、圖3所示。由云圖可知最大應(yīng)力出現(xiàn)在第一變形區(qū)。在單元(1~5)的斜角切削中,可以反映出,切屑流出方向相對(duì)于切削刃的法向偏斜一個(gè)角度,稱(chēng)為流屑角,并且端面刃傾角越大,流屑角越大。從圖3的切屑成形過(guò)程,可以從本質(zhì)說(shuō)明上金屬切削過(guò)程,即被切削金屬層在刀具切削刃和前刀面的作用下,經(jīng)受擠壓而產(chǎn)生剪切滑移變。下面以切削單元3的受力為例,如圖4所示。可知:切削單元的各個(gè)方向的受力先增大,然后穩(wěn)定。進(jìn)行受力分析時(shí),只取受力比較穩(wěn)定時(shí)的數(shù)據(jù),用matlab求取平均值。進(jìn)而得到每個(gè)單元的受力情況。

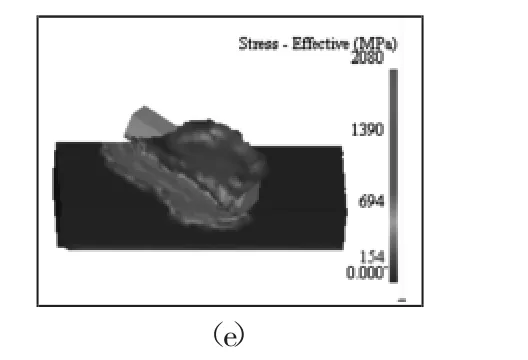
圖2 斜角切削等效應(yīng)力云圖Fig.2 Oblique Cutting Yon Mises Nephogram

圖3 直角切削等效應(yīng)力云圖Fig.3 Orthogonal Cutting Yon Mises Nephogram

圖4 切削單元3的受力圖Fig.4 Forced Diagram of Cutting Unit 3

圖5 切削單元均值載荷圖Fig.5 Average Load Diagram of Cutting Unit
從上圖中可以看到,單元1到單元5,每個(gè)切削單元所受的主切削力逐漸減小,側(cè)向力和豎直方向的力逐漸增大。橫刃單元的豎直方向的力以及主切削力急劇增大,這是由于鉆頭加工過(guò)程中,橫刃切削條件非常不利,產(chǎn)生很大的軸向力的結(jié)果。另外也觀察到每個(gè)單元的豎直方向的受力和主切削力大小相當(dāng),這主要是因?yàn)槲⒓?xì)加工中,未切削層厚度與鈍圓半徑比值僅為0.5,產(chǎn)生明顯的尺寸效應(yīng),即除了剪切力和塑性變形外,犁切力和彈性變形也是切削力的重要來(lái)源。將圖5各個(gè)數(shù)據(jù)帶人式(1)~式(6)進(jìn)而可以求出鉆頭所受的扭矩和軸向力。
4 切削參數(shù)對(duì)鉆削力的影響試驗(yàn)
4.1 微鉆削的試驗(yàn)裝置與切削參數(shù)
采用的哈斯機(jī)床以及Kistler 9129AA2型測(cè)力儀測(cè)得不同工藝參數(shù)下的切削力,如圖6所示。對(duì)扭矩和軸向力產(chǎn)生影響的切削參數(shù)主要包括每齒進(jìn)給量、鉆頭轉(zhuǎn)速。由進(jìn)給量經(jīng)驗(yàn)公式:fz=0.0005mm、0.001mm時(shí),犁切力和剪切力達(dá)到比較好的契合[8]。
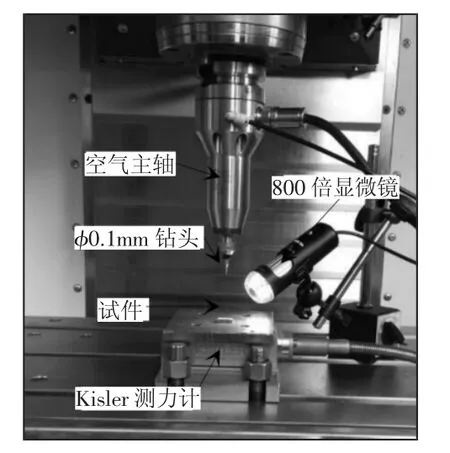
圖 6微孔鉆削實(shí)驗(yàn)系統(tǒng)Fig.6 Micro Hole Drilling Experiment System

表4 鉆削工藝參數(shù)Tab.4 Drilling Process Parameters
4.2 試驗(yàn)結(jié)果與分析
采用表4的工藝參數(shù),得到圖7、圖8的仿真與試驗(yàn)結(jié)果,實(shí)線為試驗(yàn)結(jié)果,虛線為仿真結(jié)果。從圖7可以得到,當(dāng)fz=0.0005mm/rev時(shí),轉(zhuǎn)速n從20000r/min增大到50000r/min的過(guò)程中:扭矩仿真值從7.7022×10-3N.mm減小到4.3258×10-3N.mm,減小了43.84%,軸向力仿真值從1.4231N增加到1.5375N,增加了18.69%;扭矩試驗(yàn)值從8.96×10-3N.mm減小到4.87×10-3N.mm,減小了45.65%,軸向力試驗(yàn)值從1.4259N增加到1.7878N,增加了20.24%。從圖8可以得到,當(dāng)fz=0.001mm/rev時(shí),隨著轉(zhuǎn)速n從20000r/min增大到50000r/min的過(guò)程中:扭矩仿真值從11.1386×10-3N.mm減小到5.7835×10-3N.mm,減小了48.08%,軸向力仿真值從1.3198N增加到1.7266N,增加了24.05%;扭矩試驗(yàn)值從15.0522×10-3N.mm減小到6.4983×10-3N.mm,減小了56.83%,軸向力試驗(yàn)值從1.6813N增加到2.2251N,增加了32.34%。每齒進(jìn)給量一定時(shí),隨著轉(zhuǎn)速的增大,扭矩與軸向力的仿真結(jié)果與試驗(yàn)結(jié)果變化趨勢(shì)基本一致。并且從圖7、圖8知:軸向力的仿真值與試驗(yàn)值的最大差值分別為0.2514N和0.51N,分別約為試驗(yàn)值的16%和25%;扭矩的仿真值與試驗(yàn)值的最大差值分別為1.58×10-3N.mm和3.9136×10-3N.mm,分別約為試驗(yàn)值的23%和16%。因此可以驗(yàn)證仿真結(jié)果是比較可信的,上述的力學(xué)模型比較適合微鉆削加工。從圖中可以看出相同的切削參數(shù)下,仿真結(jié)果比試驗(yàn)結(jié)果小,主要原因:(1)沒(méi)有考慮副切削刃的影響,在鉆削過(guò)程中,副切削刃會(huì)與已加工過(guò)的孔壁進(jìn)行摩擦,這就可能導(dǎo)致扭矩與軸向力的增大。這是上述力學(xué)模型的一個(gè)缺陷,沒(méi)有考慮副切削刃。(2)實(shí)際鉆削過(guò)程是一個(gè)半封閉的過(guò)程,切屑不易排出,進(jìn)而會(huì)造成十分惡劣的加工條件,容易使切削力變大。該力學(xué)模型是假設(shè)切屑可以完全排出,沒(méi)有完全模擬實(shí)際加工條件。
另外,從圖7、圖8中可以看出:每齒進(jìn)給量一定時(shí),隨著轉(zhuǎn)速的增大,扭矩減小,軸向力增大。轉(zhuǎn)矩減小的原因:TC4鈦合金屬于塑性材料,在加工塑性材料時(shí),隨著轉(zhuǎn)速n的提高,切屑和前刀面的摩擦系數(shù)u明顯下降;在加工塑性材料時(shí),前刀面會(huì)產(chǎn)生積屑瘤,將使實(shí)際前角增大,從而使主切削力減小,進(jìn)一步減小轉(zhuǎn)矩。軸向力增大的原因:在每齒進(jìn)給量一定的情況下,隨著轉(zhuǎn)速n的提高,鉆頭進(jìn)給量會(huì)增大,軸向力會(huì)增加。

圖7 fz=0.0005mm/revFig.7 fz=0.0005mm/rev
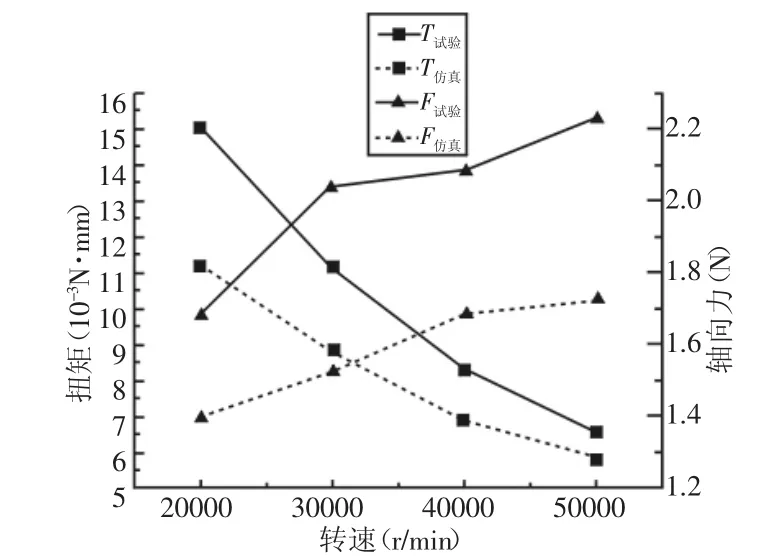
圖8 fz=0.001mm/revFig.8 fz=0.001mm/rev
5 結(jié)論
通過(guò)研究表明:(1)比較仿真與實(shí)驗(yàn)結(jié)果知:將微細(xì)鉆頭的主切削刃和橫刃分別離散成一系列斜角切削和直角切削,進(jìn)行仿真,可以比較準(zhǔn)確的預(yù)測(cè)微鉆削力。(2)從切削單元受到的豎直方向的力接近甚至大于切削力可以驗(yàn)證微切削中的尺寸效應(yīng)。(3)當(dāng)每齒進(jìn)給量一定時(shí),軸向力和扭矩隨著轉(zhuǎn)速的增加都會(huì)增大。
[1]吳魯淑,湯宏群.微小鉆頭的失效研究[J].機(jī)械設(shè)計(jì)與制造,2012(7):119-121.(Wu Lu-shu,Tang Hong-qun.Studyon failureof carbide micro-drills[J].Journal of Machinery Design&Manufacture,2012(7):119-121.)
[2]楊兆軍,楊永海,賈慶祥.通過(guò)軸向力監(jiān)測(cè)預(yù)報(bào)微鉆頭折斷的研究[J].光學(xué)精密工程,2003,11(5):477-480.(Yang Zhao-jun,Yang Yong-mei,Jia Qing-xiang.Study on monitoring and prediction of micro broken drill bit by the axial force[J].Optics and Precision Engineering,2003,11(5):477-480.)
[3]Strenkowski J S,Hsieh C C,Shih A J.An analytical finite element technique for predicting thrust force and torque in drilling[J].International Journal of Machine Tools&Manufacture,2004,44(12):1413-1421.
[4]周利平,吳能章.基于Deform3D的鉆削力仿真研究[J].工具技術(shù),2007,41(4):50-53.(Zhou Li-ping,Wu Neng-zhang.Cutting force simulation based on Deform 3d[J].Journal of Tool Engineering,2007,41(4):50-53.)
[5]Armarego E J A,Cheng C Y.Drilling with flat rake face and conventional twist drills—I.Theoretical investigation[J].International Journal of Machine Tool Design&Research,1972,12(1):17–35.
[6]李炳林,王學(xué)林,胡于進(jìn).斜角切削的熱力建模與仿真分析[J].中國(guó)機(jī)械工程,2010(20):2402-2408.(Li Bing-lin,Wang Xue-lin,Hu Yu-jin.Thermal modeling and simulation analysis of oblique cutting[J].China Mechanical Engineering,2010(20):2402-2408.)
[7]劉翔,董志國(guó),軋剛.超聲振動(dòng)微孔鉆削軸向力研究[J].現(xiàn)代制造工程,2015(11):93-98.(Liu Yang,Dong Zhi-guo,Ya Gang.Study on thrust force in ultrasonic assisted micro drilling [J].Modern Manufacturing Engineering,2015(11):93-98.)