基于田口方法的車削45鋼參數優化分析
2018-03-21 05:48:07劉永姜李智航王曉晶
機械設計與制造 2018年3期
劉永姜,李智航,王 洋,王曉晶
(中北大學 機械與動力工程學院,山西 太原 030051)
1 引言
我國作為一個制造業大國,制造業無可置疑的成為我國的支柱性產業,作為支柱性產業的制造業對我國生態環境的影響也比較大。制造技術作為企業生產力組成中的關鍵部分,一般占據60%,金屬材料成型中的切削加工技術又是機械制造領域最關鍵的組成部分,占據了機械加工領域的90%以上[1]。為了降低切削加工過程中刀具的溫度、延長切削所用刀具壽命,達到工件質量更好和加工效率更高的目的[2]。隨著機加工行業中切削液的大量使用,雖然工件質量和生產效率得到了提高,但是隨之而來的的負面問題也越來越多。主要有幾個方面,產品成本增加,由于加工過程中需要大量的澆注切削液,一般情況下其流量可以達(80~100)L/min,在產品的總成本中約占17%,據研究表明,刀具費用占總成本的4%,切削液所耗的費用是刀具所耗費用的4倍[3];浪費,磨削、切削以及鑄鍛造是當今世界機械制造領域的三大主要工藝,在這三大工藝中切削工藝占據的比例為(30~40)%,是其中最高的一項[4]。然而,在金屬切削加工過程中,工件與刀具的接觸區域只有小部分面積,而采用的用于冷卻和潤滑的金屬切削液通常下是通過低壓泵不斷地澆注在工件和刀具的表面,切削液只有少部分能夠發揮作用,此外,切削液處理技術以及回收再利用技術還不夠科學、規范,導致資源的浪費;對生態環境造成污染,在上個世紀,為了加快經濟發展,人們對保護環境的意識相對較弱,切削廢液都是未經過處理直接排放到自然中,為了達到防腐、清潔、除銹、提高工件質量等目的,往往要在切削液中加入極壓添加劑和防腐劑,例如,硫、磷、氯等化學物質。如果將這些化學物質大量的排入江河湖泊,會導致嚴重的水資源污染[5]。由于傳統切削液存在很多負面效果和消極影響,已經不能適應未來時代的發展需求,為了適應時代的需求和未來的發展需求,綠色制造技術已經成為機械制造業的核心競爭力,發展綠色制造技術就是把握了時代的脈搏[6]。
OoW切削液作為一種新型綠色切削液,能夠有效的降低污染、保護環境、節約能源[7]。研究其切削加工性能對該技術的推廣發展有重要意義。切削力的分析對研究切削液的冷卻潤滑機理以及制定合理的切削用量有著重要作用,盡管切削力的影響因素很多,但是,切削參數(切削速度、進給量、背吃刀量)則是最為重要的因素[8]。國內外很多學者自切削力以及最優切削參數方向進行了研究。文獻[9]應用正交實驗銑削AISI O2冷作工具鋼,發現進給量對表面粗糙度和銑削力的影響最大,并得到了工件的最佳銑削參數。文獻[10]采用田口實驗方法干切削調質的40Cr鋼,發現背吃刀量和進給量的改變對切削力的影響最大。
2 實驗條件及實驗方法
2.1 實驗條件
實驗材料為45#鋼,基本尺寸為φ50mm×500mm;刀具材料為硬質合金YNG151C,幾何參數:前角γ0=12°,后角α0=8°,主偏角kr=75°,刃傾角γ=0°。采用油膜附水滴切削液潤滑,油、水及壓縮空氣壓力為 0.5MPa、0.8MPa、2MPa,油流量 10ml/h,油水流量比 1:30,壓縮空氣流量100L/min。以切削力(F)為性能評價指標。采用瑞士奇士樂KISTLER-9272型四分力車削測力儀檢測切削力,如圖1所示。本實驗的具體參數設定,如表1所示。實驗結果,如表2所示。
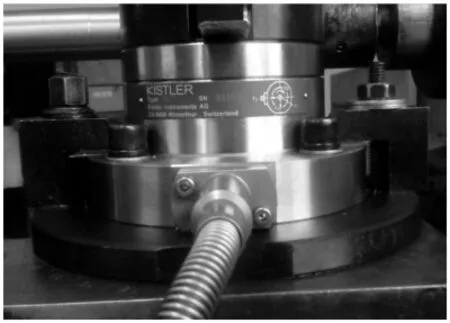
圖1 車削測力儀Fig.1 Turning Force Measuring Instrument
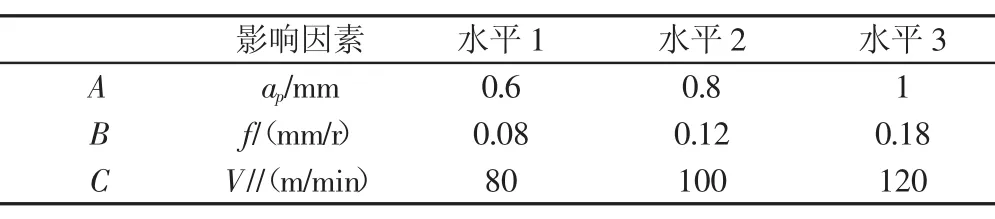
表1 實驗參數設定Tab.1 Experiment Parameter Setting
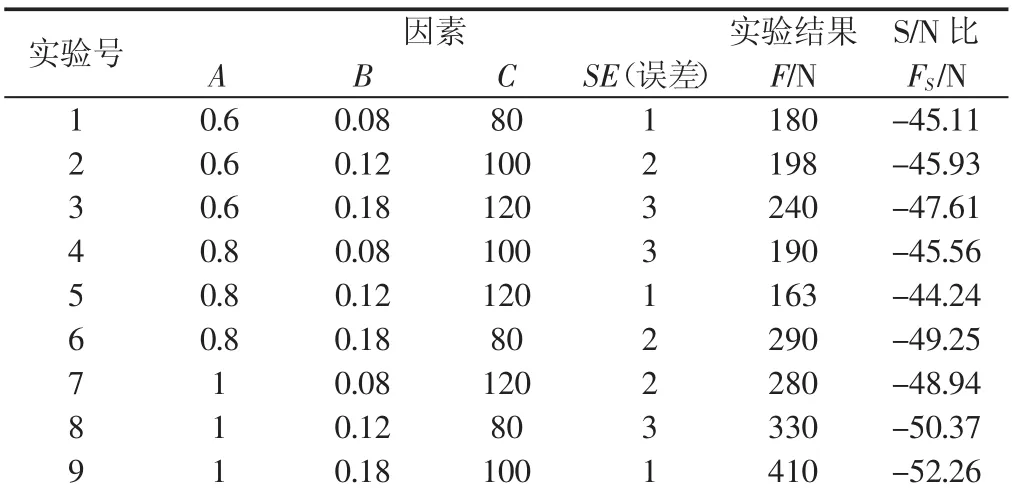
表2 田口實驗正交表Tab.2 Orthogonal Test Table
2.2 實驗方法
通過正交表進行科學合理的安排實驗因素,然后根據測得的實驗數據進行綜合比較。通過對實驗結果的計算得出的信噪比(SN)的直觀分析,獲得各因素水平的最佳組合,得到最優的或者比較優的實驗方案以及切削參數,提高產品加工質量。通過對實驗結果的信噪比(SN)的方差分析獲得各因素對實驗指標的影響程度,即顯著性水平。本次試驗通過L9(34)正交表規劃實驗安排。本次試驗以ap、f、Vc為影響因素。將切削力作為實驗指標,在實際生產加工中,希望加工過程中的切削力較小,所以在輸出特性中將望小特性作為SN比的輸出特性。
2.2.1 SN的定義
信噪比SN:

式中:η—信噪比;ps—信號的功率;pn—噪聲的功率。
2.2.2 SN比的常用輸出特性
望目特性:即希望實際輸出的指標值能夠與設計值m基本一致或者越接近設計值越理想。假設測得指標Y的輸出值為y1,y2,…,yn,即可求得 Y 的信噪比 η。σ2、μ2的估計值為:

望小特性:希望實際的指標輸出越小越好。
假設測得指標Y的輸出值為y1,y2,…,yn,即可求得Y的信噪比
望大特性:希望指標實際輸出值越大越好。比如切削加工中的刀具使用壽命。望大特性的SN比為η:

3 實驗結果與分析
3.1 切削力的信噪比(S/N)
采用望小特性對實驗數據處理,計算結果,如表2所示。由表2可以計算出45鋼切削加工時參數水平對切削力F的S/N比的響應,如表3所示。根據表2的實驗結果,以及應用望小特性計算后得到的SN比,利用直觀分析法得出表3有關信噪比的均值響應表。其中A、B、C分別代表響應因素ap、f和V,表中數值為各因素對應水平的信噪比的平均值。Delta為SN比的極差值。極差值反映因素的重要程度,極差值越大表明該因素對指標的影響越大越重要,極差值小表明該因素的改變對指標的影響越小。根據表2的計算結果,其中A因素即切削深度對切削力的影響最大,B因素即進給量的改變對切削力的影響次之,最后是C因素,即切削速度對切削力的影響在三者中最不重要。根據田口分析法,信噪比越高,輸出的性能評價指標就越優。A因素在1水平下信噪比均值最小,B因素在1水平下信噪比均值最小,C因素在3水平下信噪比均值最小,可以得到使切削力最小時最優切削參數組合為A1B1C3,即當 ap=0.6 mm,f=0.08 mm/r,V=120m/min 時。

表3 F的信噪比響應表Tab.3 F Signal to Noise Ratio
3.2 方差分析法
利用直觀分析法,通過綜合比較,我們得出了本次試驗中的最優切削參數,最優的生產條件。但是直觀分析無法分析導致試驗結果間存在差異的原因,采用方差分析法將因子水平的變化引起的試驗結果間的差異與誤差的波動引起的試驗結果間差異區分開來。
一般條件下,設因素X的F比為Fx:
當F0.01(n1,n2)>Fx>F0.05(n1n2)時,說明該因子水平的改變,對實驗結果有著顯著性的影響;
當F0.05(n1,n2)>Fx>F0.1(n1n2)時,說明該因子水平的改變,對實驗結果有一定的影響。
Fap=900.47>F0.01(2,2)=99.0,背吃刀量對切削力有著高度顯著性影響;
Ff=437.22>F0.01(2,2)=99.0,進給量對切削力有著高度顯著性影響;
F0.05(2,2)=99.0>FV=79.64>F0.05(2,2)=19.0,所以切削速度對切削力的改變有著顯著性影響。
通過對實驗結果進行方差分析,可以判斷因素對實驗驗結果的顯著性作用。對表2中的實驗數據進行方差分析,結果,如表4所示。
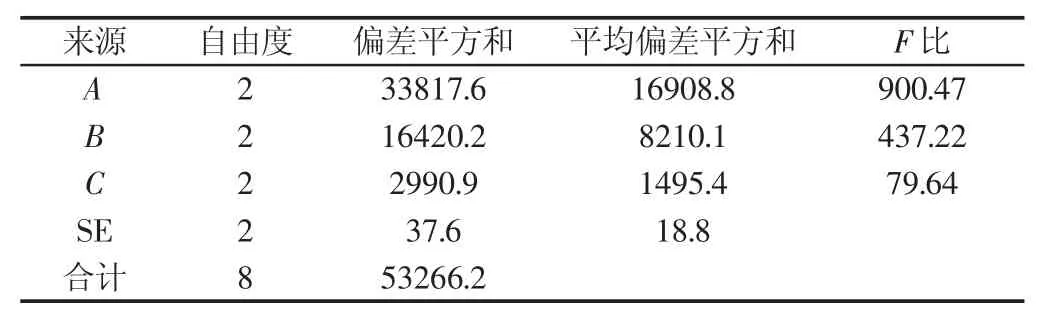
表4 切削力方差分析Tab.4 Analysis of Variance of Cutting Force
4 最優切削參數的預測與實驗驗證
根據對表3信噪比均值響應表的分析結果,最優的切削參數為A1B1C3。然而這一數據并沒有在進行的9組實驗中,根據以下公式進行預測,并對最優切削參數進行實驗驗證。

η=-46.2-46.5-46.9+2×47.7=-44.2
根據望小特性計算式(1)求得最優切削條件下的切削力為162.1N。
通過在A1B1C3這組參數下,采用OoW潤滑液進行切削試驗驗證,測得切削力為148.6N。
5 結論
通過建立田口方法正交實驗表并進行對應的正交實驗,對切削過程中的切削力數據進分析,得出以下結論:
(1)通過對信噪比均值的極差分析,得出切削深度對切削力的影響最大,其次是進給量,最后是切削速度;
(2)方差分析表明,較小的切削深度和進給量以及較高的切削速度能夠有效的降低切削力;
(3)切削力的最優切削參數水平為A1B1C3,切深0.6mm,進給量 0.08mm/r,轉速 120m/min,在此條件下測得切削力為 148.6N。
[1]韓榮第,張悅,楊占軍.水蒸氣冷卻潤滑時高溫合金的綠色切削試驗[J].南京空航天大學學報,2010(1):98-102.(Han Rong-di,Zhang Yue,Yang Zhan-jun.Green cutting of superal loys as water vapor cooling and lubricating[J].Journal of Nanjing University of Aeronautics and Astronautics,2010(1):98-102.)
[2]陳東建,劉永姜,邵延君.鈦合金車削中的低溫油膜水滴冷卻潤滑技術[J].機械設計與研究,2014(1):118-120.(Chen Dong-jian,Liu Yong-jiang,Shao Yan-jun.The cryogenic oils on water cooling technology in turning process of titanium alloy[J].Mechanical Design and Manufacture,2014(1):118-120.)
[3]李園.高壓冷卻和液氮冷卻在切削鈦合金中的應用[J].機械工程師,2012(7):139-140.(Li Yuan.Application of high pressure cooling and liquid nitrogen cooling in cutting titanium alloy[J].Mechanical Engineer,2012(7):139-140.)
[4]郭永葆.金屬切削液污染及"綠色切削"技術[J].科技情報開發與經濟,2008,18(36):84-86.(Guo Yong-bao.Metal cutting fluid pollution and green cutting technology[J].SCI-TECH Information Development and Economy,2008,18(36):84-86.)
[5]李文舉,王彪,劉永姜.1Cr18Ni9Ti不銹鋼車削加工中油膜附水滴冷卻潤滑技術研究[J].中國機械工程,2014,25(6):747-748.(Li Wen-ju,Wang Biao,Liu Yong-jiang.Study on cooling and lubrication technology of oil on water in cutting 1Crl8Ni9Ti stainless steel[J].China Mechanical Engineering,2014,25(6):747-748.)
[6]李蓉,王愛玲,鄭智貞.霧狀油膜水滴冷卻潤滑車削試驗研究[J].現代制造工程,2007(2):13-15.(Li Rong,Wang Ai-ling,Zheng Zhi-zhen.Study of using cooling and lubrication method with oils on water in cutting experiment[J].Modern Manufacturing Engineering,2007(2):13-15.)
[7]杜盼盼,劉永姜.微量油膜附水滴切削液加工對切削力影響的試驗研究[J].潤滑與密封,2014(7):55-59.(Du Pan-pan,Liu Yong-jiang.Experimental study on cutting force using oils on water in cutting[J].Lubrication Engineering,2014(7):55-59.)
[8]HANAFI I,KHAMLCHIA,F MATA CABRERA.Optimization of Cutting Parameters in CNC Turning Operation Using Taguchi Design of Experiments[J].International Review of Applied Sciences and Engineering,2011(2):79-87.
[9]HALIL CALLSKAN,CAHIT KURBAOGLU,PETER PANJAN.Investigation of the Performance of CarbideCutting Tools With Hard Coatings in Hard Milling Based on the Response Surface Methodology[J].The International Journal of Advanced Manufacturing Technology,2013,66(5-8):883-893.
[10]楊俊,何輝波,李華英.基于切削力和表面粗糙度的干切削參數優化[J].西南大學學報,2014,36(12):187-192.(Yang Jun,He Hui-bo,Li Hua-ying.Parameter optimization of dry cutting based on cutting force and surface roughness[J].Journal of Southwest University Natural Science Edition,2014,36(12):187-192.)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38