價(jià)值流圖析在發(fā)動(dòng)機(jī)產(chǎn)線改善中的應(yīng)用
2018-03-21 05:47:53黃鵬鵬黃武良葉雙雙
機(jī)械設(shè)計(jì)與制造 2018年3期
黃鵬鵬,黃武良,葉雙雙
(江西理工大學(xué) 機(jī)電工程學(xué)院,江西 贛州 341000)
1 引言
精益生產(chǎn)的主要核心思想就是:站在“價(jià)值的角度”,消滅浪費(fèi),持續(xù)不斷的改進(jìn),以顧客為中心,使公司的利益最大化[1]。而企業(yè)想要在生產(chǎn)活動(dòng)中消滅浪費(fèi),就必須判別出企業(yè)生產(chǎn)過(guò)程中的增值、不增值尚難以消除的活動(dòng)和不增值可立即消除的活動(dòng)。根據(jù)調(diào)查研究發(fā)現(xiàn),增值活動(dòng)約占企業(yè)生產(chǎn)經(jīng)營(yíng)活動(dòng)的5%。必要但非增值活動(dòng)約占60%,其余35%為浪費(fèi)。價(jià)值流圖析就是通過(guò)繪制價(jià)值流圖,對(duì)其生產(chǎn)進(jìn)行分析來(lái)發(fā)現(xiàn)并消滅浪費(fèi),實(shí)現(xiàn)精益生產(chǎn)。
價(jià)值流是指產(chǎn)品通過(guò)其生產(chǎn)過(guò)程的全部活動(dòng)。它包括從概念設(shè)計(jì)、產(chǎn)品設(shè)計(jì)、過(guò)程設(shè)計(jì)直到投產(chǎn)的設(shè)計(jì)流和從原材料、制造過(guò)程直到產(chǎn)品交到顧客手中的生產(chǎn)流。價(jià)值流圖析法(VSM/A)研究的是生產(chǎn)流,它是指將現(xiàn)場(chǎng)觀察到的生產(chǎn)流中物料和信息的流動(dòng)情況用簡(jiǎn)圖描繪下來(lái),對(duì)其進(jìn)行分析找出產(chǎn)生浪費(fèi)的原因,并應(yīng)用精益生產(chǎn)原理和工業(yè)工程方法提出改善方案,然后對(duì)生產(chǎn)過(guò)程實(shí)施改進(jìn)的系統(tǒng)技術(shù)[2]。價(jià)值流程圖(VSM)的目的是為了辨識(shí)和減少生產(chǎn)過(guò)程中不能夠?yàn)榻K端產(chǎn)品提供增值的任何活動(dòng),能夠清晰地揭示生產(chǎn)與計(jì)劃之間的關(guān)聯(lián)、浪費(fèi)發(fā)生的根源、改善的優(yōu)先次序,從而分析系統(tǒng)整體存在的問(wèn)題。生產(chǎn)線的平衡對(duì)一個(gè)企業(yè)的發(fā)展有著至關(guān)重要的作用。產(chǎn)線不平衡可導(dǎo)致產(chǎn)線在制品庫(kù)存過(guò)多,生產(chǎn)周期過(guò)長(zhǎng)等不利于提高效率的因素。發(fā)動(dòng)機(jī)產(chǎn)線平衡問(wèn)題是制約當(dāng)代汽車制造企業(yè)生產(chǎn)效率的關(guān)鍵點(diǎn)。為解決發(fā)動(dòng)機(jī)產(chǎn)線效率低,產(chǎn)能不足的問(wèn)題,利用價(jià)值流圖析法(VSM/A)對(duì)其產(chǎn)線進(jìn)行系統(tǒng)的分析和改善,使價(jià)值高效地、不間斷地流動(dòng)起來(lái),實(shí)現(xiàn)“一個(gè)流”運(yùn)動(dòng)[3]。
2 企業(yè)現(xiàn)狀及問(wèn)題分析
2.1 企業(yè)現(xiàn)狀
2.1.1 企業(yè)產(chǎn)線信息概述
A公司是一個(gè)以生產(chǎn)發(fā)動(dòng)機(jī)為主的汽車零件制造企業(yè),面對(duì)日益激烈的市場(chǎng)競(jìng)爭(zhēng)和經(jīng)濟(jì)形勢(shì)萎靡不振的壓力,企業(yè)產(chǎn)品的利潤(rùn)空間不斷被壓縮,只有縮短產(chǎn)品的生產(chǎn)周期,提高市場(chǎng)反應(yīng)能力,才是企業(yè)立足之根本。以A公司B系列的發(fā)動(dòng)機(jī)作為所要研究的產(chǎn)品族。通過(guò)現(xiàn)場(chǎng)調(diào)研發(fā)現(xiàn)該企業(yè)B系列發(fā)動(dòng)機(jī)產(chǎn)線在裝配過(guò)程中存在在制品庫(kù)存較多,各工序節(jié)拍不一致,產(chǎn)線布局不合理,曲軸、活塞連桿、缸蓋、凸輪軸、變速箱預(yù)裝等輔產(chǎn)線為孤島型布局,從而導(dǎo)致產(chǎn)品生產(chǎn)周期過(guò)長(zhǎng),產(chǎn)線平衡率較低。采用秒表測(cè)試法對(duì)發(fā)動(dòng)機(jī)產(chǎn)線的各道工序進(jìn)行測(cè)時(shí)并匯總相關(guān)信息,如表1所示。

表1 工位信息表Tab.1 Location Information Table
2.1 .2企業(yè)價(jià)值流現(xiàn)狀圖
企業(yè)每月平均訂單為8320件,每月按26個(gè)工作日計(jì)算,每天按兩班制,每班有效工作時(shí)間為8h。生產(chǎn)節(jié)拍為P=TP/OP=(26×8×2×3600)/8320=180秒/件。以車間和各工序基本信息為基礎(chǔ),將缸體上線,安裝軸瓦、止推片、曲軸,涂膠、裝后端蓋,安裝活塞連桿總成,安裝機(jī)油泵、水泵,安裝離合器總成,安裝氣缸蓋,安裝機(jī)油濾清器、發(fā)電機(jī),安裝凸輪軸,安裝變速箱總成,安裝電動(dòng)機(jī),出廠前實(shí)驗(yàn)等12道工序用價(jià)值流圖析法進(jìn)行描繪,并將其具體特征參數(shù)描述出來(lái):C/T周期時(shí)間、Shift班制、Up時(shí)間利用率、T可利用有效時(shí)間等[4],如圖1所示。
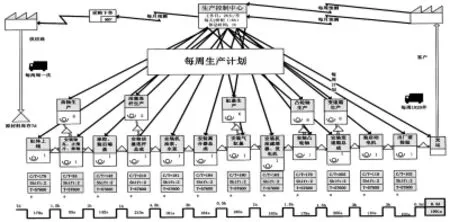
圖1 發(fā)動(dòng)機(jī)產(chǎn)線價(jià)值流現(xiàn)狀圖Fig.1 Engine Production Line Status Value Stream Map
對(duì)發(fā)動(dòng)機(jī)現(xiàn)狀圖1中的數(shù)據(jù)進(jìn)行分析,可得其產(chǎn)k線的增值時(shí)間(AT)和非增值時(shí)間(UT)及增值比I。增值時(shí)間155+142+210+181+184+180+163+179+205+110+103=1991s。非增值6+1.5+1+1+4.5+3+0.5+1+1.5+1.5+3+3+8=141.5h=509400S=8.3d。增值比:從發(fā)動(dòng)機(jī)生產(chǎn)線相關(guān)參數(shù)和現(xiàn)狀圖分析,可以看出增值比I較低,所以需要從產(chǎn)線整體進(jìn)行分析改善。
2.2 問(wèn)題分析
2.2.1 生產(chǎn)方式的分析
根據(jù)企業(yè)信息可知B系列發(fā)動(dòng)機(jī)客戶規(guī)定的交貨期為7.5天,實(shí)際生產(chǎn)周期(Production Lead Time)為8.3天,且生產(chǎn)方式完全根據(jù)預(yù)測(cè)生產(chǎn),由于預(yù)測(cè)的誤差性和客戶需求的不確定性,所以經(jīng)常會(huì)出現(xiàn)無(wú)法按計(jì)劃生產(chǎn)的現(xiàn)象。
2.2.2 產(chǎn)線布局的分析
B系列發(fā)動(dòng)機(jī)改善前產(chǎn)線布局,如圖2所示。根據(jù)現(xiàn)場(chǎng)調(diào)研發(fā)現(xiàn),該發(fā)動(dòng)機(jī)生產(chǎn)線平衡率P=生產(chǎn)線各工序時(shí)間總和/(瓶頸工序*工位數(shù))*100%=1991/(210*12)*100%=87.85%。已知生產(chǎn)節(jié)拍為180S。實(shí)際測(cè)得瓶頸工序生產(chǎn)節(jié)拍為210s,裝啟動(dòng)電機(jī)和出廠前試驗(yàn)工序生產(chǎn)節(jié)拍分別為110s、103s。各道工序的實(shí)際生產(chǎn)節(jié)拍不平衡造成產(chǎn)線平衡率較低,且生產(chǎn)線出入口布局不合理,造成等待、搬運(yùn)浪費(fèi)、在制品庫(kù)存等問(wèn)題,企業(yè)需要合理布局產(chǎn)線。
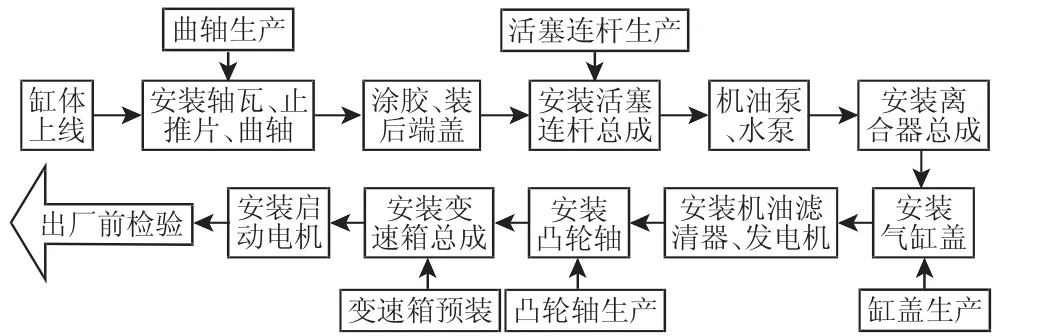
圖2 發(fā)動(dòng)機(jī)產(chǎn)線布局圖Fig.2 Engine Production Line Figure
2.2.3 在制品庫(kù)存的分析
由圖2可以看出曲軸產(chǎn)線、活塞連桿產(chǎn)線、缸蓋產(chǎn)線、凸輪軸產(chǎn)線、變速箱預(yù)裝等輔生產(chǎn)線相對(duì)于發(fā)動(dòng)機(jī)主生產(chǎn)線都是類孤島式布局,由于輔生產(chǎn)線的加工中心、機(jī)床、磨床等自身工藝原因和生產(chǎn)控制中心不能準(zhǔn)確預(yù)測(cè)其所需的數(shù)量和時(shí)間,造成輔生產(chǎn)線和主產(chǎn)線之間不能形成連續(xù)流動(dòng),同時(shí),預(yù)測(cè)的誤差性會(huì)導(dǎo)致輔生產(chǎn)線的產(chǎn)成品在其相應(yīng)主生產(chǎn)線對(duì)應(yīng)工序的在制品過(guò)多,從而影響該道工序的生產(chǎn)。同時(shí),顧客需求的變動(dòng)也造成在制品庫(kù)存累積。
3 改善方案及價(jià)值流未來(lái)圖
3.1 改善方案
3.1.1 生產(chǎn)方式的改善
利用ECRS原則對(duì)產(chǎn)線的在制品庫(kù)存和各工序的生產(chǎn)節(jié)拍進(jìn)行精減,且同時(shí)保證產(chǎn)線的均衡性和連續(xù)性,將生產(chǎn)周期縮短到少于顧客規(guī)定的交貨期,企業(yè)將實(shí)現(xiàn)由“根據(jù)預(yù)測(cè)生產(chǎn)”向“按照訂單生產(chǎn)”轉(zhuǎn)化,由預(yù)測(cè)帶來(lái)的生產(chǎn)風(fēng)險(xiǎn)降到最低[5]。預(yù)測(cè)生產(chǎn)和訂單生產(chǎn)的對(duì)比,如圖3所示。預(yù)測(cè)型生產(chǎn)需求變動(dòng)大,庫(kù)存多,不能應(yīng)對(duì)緊急情況,過(guò)于依賴庫(kù)存;而訂單型生產(chǎn)應(yīng)變能力強(qiáng),無(wú)需過(guò)度依賴庫(kù)存,能很好的處理客戶的各種需求,是企業(yè)追求的生產(chǎn)方式。
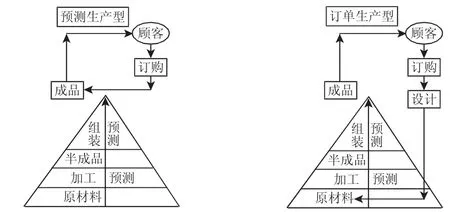
圖3 預(yù)測(cè)生產(chǎn)與訂單生產(chǎn)對(duì)比Fig.3 Forecast Production Compared with the Order
3.1.2 產(chǎn)線布局的改善
基于利特爾法則(生產(chǎn)周期=在制品庫(kù)存數(shù)*生產(chǎn)節(jié)拍),首先采用ECRS原則和5W1H技術(shù)對(duì)發(fā)動(dòng)機(jī)第11、12道工序進(jìn)行合并改善從而使各工序作業(yè)時(shí)間盡可能相同,實(shí)現(xiàn)產(chǎn)線平衡提升[6]。然后,利用超車式單元生產(chǎn)實(shí)現(xiàn)在制品庫(kù)存數(shù)的壓縮和瓶頸工序“安裝活塞連桿總成”的改善[7]。將發(fā)動(dòng)機(jī)產(chǎn)線改為類U型的局部單元生產(chǎn),根據(jù)大量速度觀測(cè)發(fā)現(xiàn)一條產(chǎn)線上的作業(yè)人員有15%超速完成作業(yè),70%正常勻速完成,剩余15%未能如期完成,生產(chǎn)線內(nèi)作業(yè)人員速度不一,堵車自然而然就會(huì)出現(xiàn)。根據(jù)作業(yè)速度快慢對(duì)作業(yè)人員分為:“學(xué)習(xí)組”和“精英組”,并根據(jù)發(fā)動(dòng)機(jī)生產(chǎn)線的實(shí)際情況培訓(xùn)和分配兩組作業(yè)人員,在兩組作業(yè)人員的操作工序間設(shè)立超車工作站,在此工作站,作業(yè)快的人員越過(guò)此工作站,將自身攜帶的待加工產(chǎn)品交給慢的人員,而直接去超車工作站后面取走一臺(tái)完成品繼續(xù)前行,作業(yè)慢的人員因此除了要加工自身的一臺(tái)外,還要在此工作站加工,直到作業(yè)快的人員留下的那一件產(chǎn)品也被加工完畢,才可進(jìn)行下道工序,依次循環(huán)往復(fù),如圖4所示。由圖4可以看出:改善后的生產(chǎn)線逆時(shí)針流水化布局,且生產(chǎn)線出入口一致,較之前有很明顯的改善;對(duì)“學(xué)習(xí)組”和“精英組”的8名員工完成一次循環(huán)進(jìn)行工時(shí)測(cè)定,并用三倍標(biāo)準(zhǔn)差法剔除異常值,如表2所示。由表2可以看出改善后,安裝軸瓦、止推片、曲軸,涂膠、裝后端蓋,安裝活塞連桿總成,安裝機(jī)油泵、水泵四道工序的平均工時(shí)為177.5s。安裝機(jī)油濾清器、發(fā)電機(jī),凸輪軸生產(chǎn),安裝變速箱總成,安裝啟動(dòng)電機(jī)、出廠前檢驗(yàn)四道工序的平均工時(shí)為181.5s。這些工序間應(yīng)用超車式單元生產(chǎn)消除了瓶頸工序和在制品庫(kù)存。因此,可以將“學(xué)習(xí)組”和“精英組”分別看為一道工序。
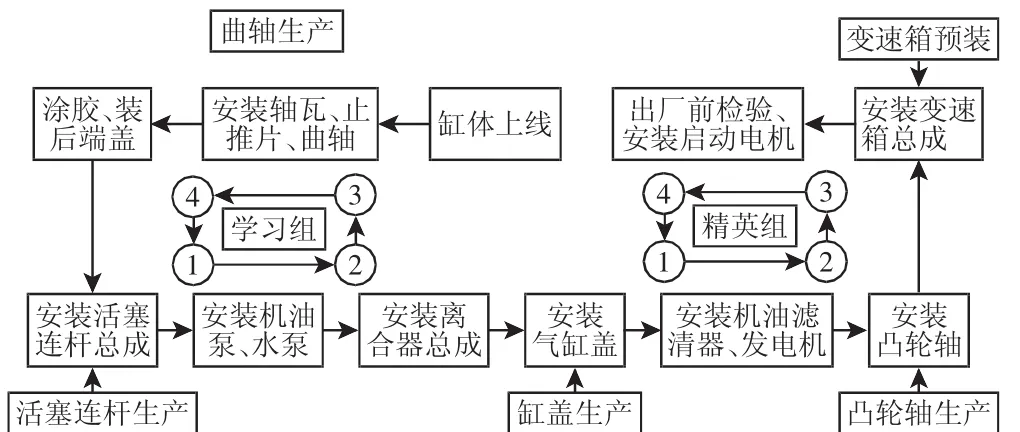
圖4 發(fā)動(dòng)機(jī)改善后產(chǎn)線布局圖Fig.4 Improved Engine Production Line Figure

表2 部分工序改善后工時(shí)表Tab.2 Time-Sheets After Process Improvement
3.1.3 在制品庫(kù)存的改善
考慮廠區(qū)布局和產(chǎn)線的合理性,輔生產(chǎn)線和主產(chǎn)線相對(duì)應(yīng)工序之間須以批量方式進(jìn)行運(yùn)輸,為了解決輔產(chǎn)線和其相對(duì)應(yīng)的工序之間的在制品庫(kù)存,引入超市拉動(dòng)系統(tǒng),如圖5所示。即在輔產(chǎn)線和主產(chǎn)線相對(duì)應(yīng)的工序之間設(shè)置一個(gè)超市系統(tǒng),通過(guò)主產(chǎn)線上的工序從“超市”中取貨而對(duì)輔產(chǎn)線發(fā)出運(yùn)送指令,通過(guò)“取貨看板”和“運(yùn)輸看板”的流動(dòng)來(lái)拉動(dòng)生產(chǎn),擺脫生產(chǎn)控制中心對(duì)輔產(chǎn)線的生產(chǎn)進(jìn)行預(yù)測(cè)性生產(chǎn)指令,由作業(yè)人員在超市中取貨來(lái)決定輔產(chǎn)線在何時(shí)生產(chǎn),生產(chǎn)多少[8]。

圖5 拉動(dòng)超市系統(tǒng)Fig.5 Pull the Supermarket System
由于客戶的需求變化很難預(yù)測(cè),發(fā)動(dòng)機(jī)產(chǎn)線采用成品倉(cāng)庫(kù)發(fā)運(yùn)方式,因此在發(fā)運(yùn)處設(shè)置一個(gè)拉動(dòng)超市來(lái)拉動(dòng)上游過(guò)程的進(jìn)行,從而促使整個(gè)產(chǎn)線價(jià)值流的流動(dòng)。同時(shí),在原材料處也設(shè)置一個(gè)拉動(dòng)超市來(lái)降低原材料的備貨期和降低企業(yè)資金占有率。在改善后發(fā)動(dòng)機(jī)產(chǎn)線如圖4所示的工序間設(shè)置一個(gè)容量為10的FIFO通道,如果通道狀態(tài)為滿,則發(fā)出指令,停止上游生產(chǎn)。
3.1.4 物料運(yùn)輸方式的改善
根據(jù)車間物流信息顯示,在輔產(chǎn)線和其相對(duì)應(yīng)工序間物料運(yùn)送方式為批量20件/次的單層手推車,經(jīng)過(guò)現(xiàn)場(chǎng)調(diào)研發(fā)現(xiàn)可以采用更為高效的批量30件/次的雙層手推車,這不僅可以有效利用廠區(qū)空間,還可以減少作業(yè)人員往返的次數(shù),降低其疲勞度。
3.2 價(jià)值流未來(lái)圖
經(jīng)過(guò)對(duì)發(fā)動(dòng)機(jī)產(chǎn)線現(xiàn)狀圖及問(wèn)題的分析,找出改善方案,畫(huà)出產(chǎn)線價(jià)值流未來(lái)圖,如圖6所示。改善后,發(fā)動(dòng)機(jī)產(chǎn)線在以下幾個(gè)方面明顯的優(yōu)化效果:(k1)增值時(shí)間(AT)和非增值時(shí)間(UT)及增值比I。增值時(shí)間非增值時(shí)間:UT=374400s=6.5d。增長(zhǎng)比 增值時(shí)間由初始的1991s縮短到1979s,縮短了12s,非增值時(shí)間由初始的8.3d減少到6.5d,縮短了21.7%,增值比率由初始的0.39%變?yōu)?.53%,提高了0.24%。(2)在制品庫(kù)存由改善前的590降低到160,減少了73%,在制品庫(kù)存等待時(shí)間由初始的8.3d降低到未來(lái)狀態(tài)的6.5d。即B系列發(fā)動(dòng)機(jī)交貨周期降低到6.5d少于客戶規(guī)定的7.5d,實(shí)現(xiàn)由預(yù)測(cè)生產(chǎn)轉(zhuǎn)為計(jì)劃生產(chǎn)。(3)發(fā)動(dòng)機(jī)產(chǎn)線平衡率改善前:P=1991/(210*12)*100%=87.85%;改善后:P=902/(184*5)*100%=95.83%。公式表明,改善后工序由12道變?yōu)?道;瓶頸工序工時(shí)由210s變?yōu)?84s;產(chǎn)線平衡率P由原來(lái)的87.85%變?yōu)楝F(xiàn)在的95.83%,提高了8%左右。(4)作業(yè)人員由初始狀態(tài)的12人降低到未來(lái)狀態(tài)的11人,減少了1人。(5)在發(fā)動(dòng)機(jī)產(chǎn)線部分工序和其相對(duì)應(yīng)的輔產(chǎn)線間改為采用批量為30件/次的雙層手推車。

圖6 價(jià)值流未來(lái)圖Fig.6 Value Stream Figure in the Future
4 總結(jié)
以A公司B系列發(fā)動(dòng)機(jī)產(chǎn)線為研究對(duì)象,采用價(jià)值流圖析法對(duì)其現(xiàn)狀分析,并利用ECRS原則對(duì)瓶頸工序改善以及單元生產(chǎn)中的超車式運(yùn)行方式進(jìn)行產(chǎn)線布局,畫(huà)出改善后價(jià)值流未來(lái)圖,實(shí)施改善方案。為企業(yè)縮短生產(chǎn)周期,快速高效響應(yīng)市場(chǎng)需求提供改善案例。
[1]孫亞彬.精益生產(chǎn)實(shí)戰(zhàn)手冊(cè)[M].廣東:海天出版社,2006:68-74.(Sun Ya-bin.Lean-Production Tool Kits[M].Guangdong:Haitian Publishing House,2006.)
[2]Rahani AR,Muhammad al-Ashraf.Production flow analysis through value stream mapping:a lean manufacturing mapping:a lean mapping:a lean manufacturing process case study[M].Procedia Engineering,2012(41):1727-1734.
[3]莊薇,陳勇,阮幸聰.基于價(jià)值流的電動(dòng)工具生產(chǎn)線分析與改善[J].工業(yè)工程,2011,14(2):123-126.(Zhuang Wei,Chen Yong,Ruan Xing-cong.Value stream-based analysis and improvement of electric power-driven tool production line[J].Industrial Engineering Journal,2011,14(2):123-126.)
[4]李軍,徐明強(qiáng).基于價(jià)值流的汽車座椅滑軌生產(chǎn)線分析與改善[J].工業(yè)工程與管理,2008,13(1):122-126.(Li Jun,Xu Ming-qiang.Analysis and improvement of a slippery track production line based on the value flowized[J].Industrial Engneering and Management,2008,13(1):122-126.)
[5]謝慶紅,王小彬,潘志霄.基于價(jià)值流圖析的復(fù)雜產(chǎn)品裝配優(yōu)化研究[J].工業(yè)工程與管理,2013,18(4):117-121.(Xie Qing-hong,Wang Xiao-bin,Pan Zhi-xiao.Optimization study of complex production assembly based on value stream mapping[J].Industrial Engineering and Management,2013,18(4):117-121.)
[6]朱華炳,王龍,涂學(xué)明.基于ECRS原則與工序重組的電機(jī)裝配線產(chǎn)線平衡改善[J].機(jī)械設(shè)計(jì)與制造,2013(1):225-229.(Zhu Hua-bing,Wang Long,Tu Xue-ming.Balance improvement of motor assembly line based on ECRS principle and process reorganization[J].Machinery Design&Manufacture,2013(1):225-229.)
[7]賈秋紅,肖燕,龔玉潔.基于Witness的飛輪生產(chǎn)線生產(chǎn)節(jié)拍平衡研究[J].機(jī)械設(shè)計(jì)與制造,2011(11):122-124.(Jia Qiu-hong,Xiao Yan,Gong Yu-jie.Research on takt time balance of flywheel production line based on witness software[J].Machinery Design&Manufacture,2011(11):122-124.)
[8]倪稷子,闞樹(shù)林,沈軍.基于價(jià)值流圖技術(shù)的鎖體生產(chǎn)系統(tǒng)優(yōu)化[J].工業(yè)工程,2011,14(4):140-143.(Ni Ji-zi,Kan Shu-lin,Shen Jun.System optimization of the padlock body productionbasedonvaluestreammapping[J].IndustrialEngineering,2011,14(4):140-143.)
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
文理導(dǎo)航·科普童話(2016年7期)2017-02-04 15:09:20
小天使·四年級(jí)語(yǔ)數(shù)英綜合(2016年11期)2016-11-29 22:37:30
故事大王(2016年7期)2016-09-22 17:30:08
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
兒童故事畫(huà)報(bào)(2013年3期)2013-06-24 05:40:30
汽車與新動(dòng)力(2013年5期)2013-03-11 16:08:17
燃?xì)鉁u輪試驗(yàn)與研究(2010年4期)2010-04-16 03:54:22
小哥白尼·軍事科學(xué)畫(huà)報(bào)(2009年9期)2009-09-14 03:18:56