新型低能量焊接工藝參數對熔敷速度的影響
2018-03-19 09:19:47
電焊機 2018年1期
關鍵詞:工藝
(北京汽車股份有限公司車輛技術部,北京100124)
0 前言
隨著科學技術的持續快速進步,在國民經濟發展特別是制造業的發展中,低能量焊接技術成為一種不可或缺的加工方式[1]。隨著節能、減材和降耗工業的形成與不斷發展,工業生產中產品的輕量化,薄板的應用領域日益廣泛,同時需求量也逐漸增大。由于薄板結構具備質量輕、工藝性好和連接方便等優點,廣泛應用于許多類型的汽車制造中。對于汽車制造,薄板焊接是重要的加工過程,對應的焊接方法有電阻焊、螺柱焊、氣體保護焊、釬焊、摩擦焊等[2]。薄板焊接對焊接熱輸入的要求十分嚴格,焊接過程中極易出現熱變形或者燒穿等缺陷,控制并降低焊接熱輸入可以減少焊接熱變形和防止燒穿,因此研究低能量焊接方法具有重要意義。新型低能量焊接技術(New Low Energy Welding Technology,以下簡稱NLE)是一種新型焊接方法,它采用推拉送絲方式完成熔滴短路過渡,能有效降低焊接過程的熱輸入。在焊接過程中發生短路時,送絲電機反轉,依靠焊絲回抽的機械力完成熔滴過渡。在焊絲回抽過程中,控制電源輸出較小的焊接電流,從而降低焊接熱輸入和減少焊接飛濺,使焊接過程中對母材熱輸入較小,工件不易變形,NLE焊接適用于對熱輸入比較敏感的薄板焊接。本研究通過焊接試驗深入研究焊接工藝參數對焊絲熔敷速度的影響規律。
1 NLE焊接系統控制方案
焊絲運動示意如圖1所示,NLE焊接系統的熔滴過渡方式是通過機械力回抽焊絲實現的短路過渡形式。焊接過程的控制方案采用電源輸出電流與焊絲運動協同配合方式,通過波形控制使輸出電流配合焊絲的運動,保證焊接過程穩定,進而降低焊接過程的熱輸入,確保焊接過程幾乎無飛濺和焊縫成形良好[3]。
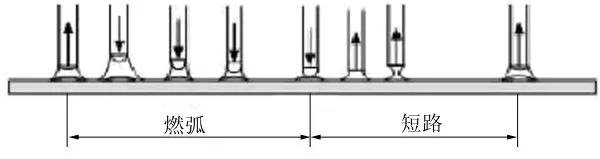
圖1 焊絲運動示意Fig.1 Wire movement schematic
NLE焊接系統控制方案示意如圖2所示,圖2a為焊接過程中的電壓波形,圖2b為燃弧和短路狀態所對應的焊絲運動狀況,圖2c為對應的輸出電流波形。當電弧電壓U大于某臨界值U0時判斷電弧處于燃弧狀態,當U小于U0時為短路狀態。v為送絲速度,當v>0時為焊絲送進狀態,v<0時為焊絲回抽狀態。當判斷為燃弧狀態時,開始計時并給定燃弧峰值電流I1,經過設定時間I4后伺服電機以速度v1正轉即焊絲送進,當時間達到保持時間T1時,焊接過程進入燃弧后期,此時輸出較小的燃弧后期電流I2;當檢測到短路狀態時,為了避免小橋爆斷產生飛濺,輸出小電流I3并且開始計時,當時間達到T5時,伺服電機以速度v2反轉回抽焊絲,進而熔滴被機械力拉斷完成短路過渡;當時間為T3時,焊接過程進入短路后期,此時焊接主電源需要輸出較大電流I4,此電流既有利于下一周期電弧的再引燃,又能促進縮頸的產生,進而降低焊接周期時間,提高焊接效率,當焊接過程進入下一個燃弧狀態,標志著焊接過程一個周期的完成[4]。
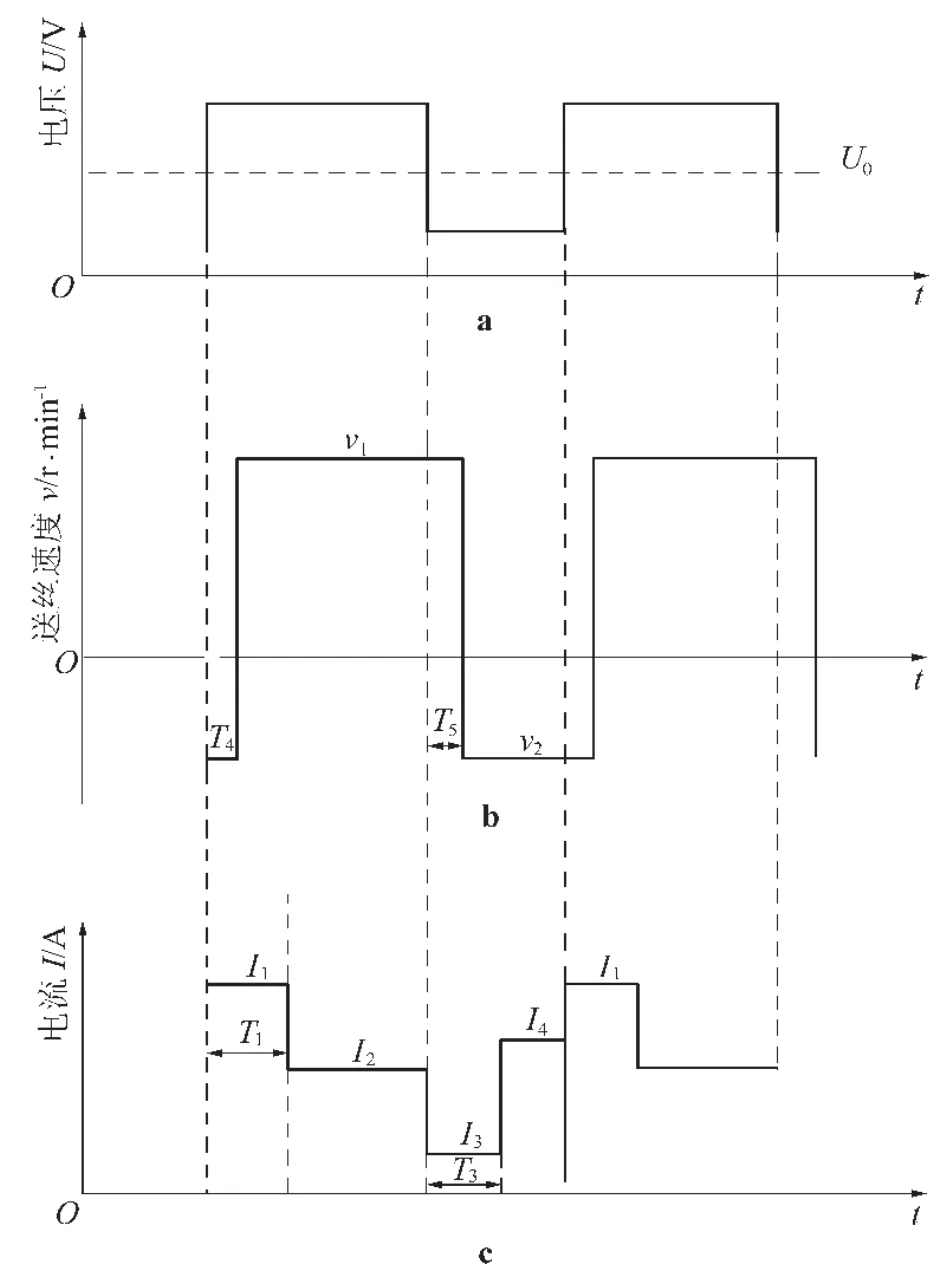
圖2 NLE控制方案示意Fig.2 Control scheme schematic of NLE
該焊接系統短路過渡時依靠機械拉力拉斷熔滴液橋,且短路時電流值較小,從而實現低能量焊接。本系統短路過渡均勻,送絲系統與焊接電源配合良好,整個焊接過程十分穩定,幾乎無飛濺,焊縫均勻美觀。
2 試驗方案
首先找出能夠實現基本焊接的參數范圍,然后分析主要焊接控制參數對焊絲熔敷速度的影響規律,最后找出較優參數組合進行驗證。NLE焊接工藝試驗所用材料和選用參數如表1和表2所示。
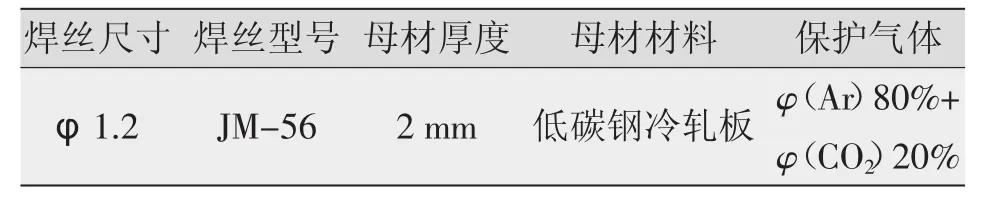
表1 NLE焊接試驗所用材料Table 1 NLE welding experiment materials used
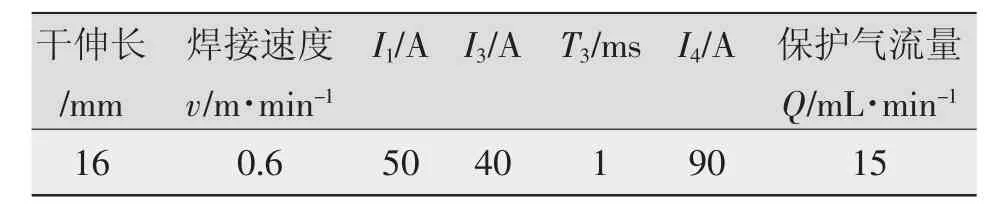
表2 NLE焊接工藝試驗選用參數Table 2 NLE welding process parameters
在NLE焊接系統控制方案中,燃弧后期電流值I1選為50 A,該值較小,主要作用是提供維持電弧加熱焊絲的基本能量,還可降低焊接過程中的熱輸入。短路前期電流值I3=40 A,主要是避免較大電流流過短路前期小橋的情況出現,從而減少飛濺。保持時間T3=1 ms,短路后期電流值I4=90 A,此值較大,主要作用是提供能夠順利再引燃電弧的基值電流,并可以促進縮頸的形成,提高焊接效率。
3 控制參數對熔滴尺寸的影響規律
以單位時間內焊絲熔化長度來代表焊接的熔敷速度,通過調整控制方案中 I1、T1、v1、T4、v2和 T5的相互匹配來研究焊接過程中控制參數對熔敷速度的影響規律。
3.1 I1和T1對熔敷速度的影響規律
控制方案中的I1為燃弧峰值電流,它能夠保證電弧順利的再引燃并促進熔化焊絲形成熔滴以及加熱母材,燃弧峰值電流的保持時間為T1。I1和T1是熔化焊絲及向母材輸入能量的最主要參數,其作用類似于傳統的脈沖MIG焊中峰值電流Ip和峰值時間Tp[5]。
焊接系統采用波形控制方案,燃弧初期電流值I1選擇150 A、200 A、250 A和300 A四個值,保持時間 T1選擇 1.5 ms、1.8 ms、2.1 ms、2.4 ms、2.7 ms 和3.0 ms6個值。在其他控制參數不變的情況下,研究I1和T1的各種匹配方式對焊絲熔敷速度的影響。NLE焊接系統所選其他工藝參數如表3所示。

表3 其他工藝參數Table 3 Other parameters
不同燃弧峰值電流I1和保持時間T1匹配下,焊絲熔敷速度的大小如圖3所示。
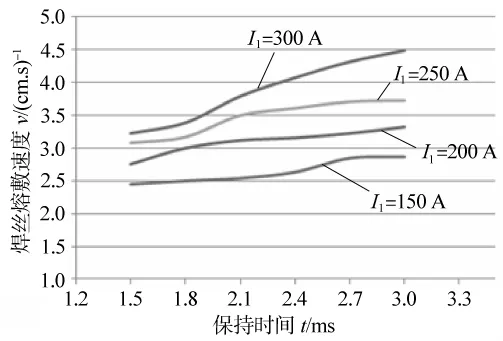
圖3 不同I1和T1匹配下焊絲熔敷速度Fig.3 Wire melting speed when I1and T1take different values
燃弧期間通過調整燃弧脈沖電流I1及其持續時間T1來調整脈沖能量的大小,這種方法靈活簡單,精確性較好。在不同燃弧峰值電流I1和保持時間T1的匹配下,焊絲熔敷速度也發生一定的變化。由圖3可知,在保持時間T1一定時,隨著燃弧前期電流值I1的增大,焊絲熔敷速度隨之增加;在燃弧前期電流值I1一定時,隨著保持時間T1的增加,焊絲熔化速度逐漸增大。Q1為燃弧峰值能量,對熔化焊絲形成熔滴起著非常重要的作用,它是加熱熔池的主要能量來源,能夠使短路階段焊絲端頭的熔滴向熔池內更充分地鋪展。燃弧脈沖峰值能量Q1與I1和T1成正比關系,當I1和T1增大時,Q1隨之增大,導致焊絲熔敷速度增大。
3.2 v1和T4對熔敷速度的影響規律
由于NLE焊接法采用提前設定的焊絲運動曲線,焊接過程中焊接電流、電弧電壓需要根據焊絲運動狀態調節不同的值與其相匹配,從而完成焊接工藝參數和焊絲運動的協調控制,這需要通過波形控制方案加以解決。v1為焊絲送進速度,T4為焊絲送進延遲時間,其表征意義是當判斷為燃弧狀態時開始計時,經過時間T4后,焊絲以速度v1開始送進。
試驗方案中焊絲送進速度v1選擇400 r/min、450 r/min、500 r/min和550 r/min4個值,焊絲送進延時時間 T4選擇 0 ms、1 ms、2 ms、3 ms和 4 ms五個值。其他參數值保持不變,研究v1和T4的各種匹配方式對焊絲熔敷速度的影響。此時,NLE焊接系統所選其他工藝參數如表4所示。
不同焊絲送進速度v1和延遲時間T4匹配下焊絲熔敷速度如圖4所示。由圖4可知,隨著焊絲送進延遲時間T4的增大,焊絲熔敷速度逐漸減小。這是因為T4代表著當電弧電壓大于燃弧電壓時開始計時,經過時間T4后,焊絲開始送進,即隨著焊絲送進延時時間T4的增大,燃弧時間變長,進而使單周期時間變長,由T4對熔滴過渡頻率和熔滴尺寸的影響可知,T4越大,熔滴過渡頻率越小,熔滴尺寸變大,但是T4的變化對熔滴過渡頻率的影響比對熔滴尺寸的影響顯著,最終導致焊絲熔敷速度減小。在焊絲送進延時時間一定時,隨著焊絲送進速度的增大,焊絲熔敷速度略有增大,由v1對熔滴過渡頻率和熔滴過渡尺寸的影響規律可知,v1越大,熔滴過渡頻率越大,熔滴尺寸基本保持不變,所以單位時間內過渡到熔池的金屬量越多,最終導致焊絲熔敷速度增加。
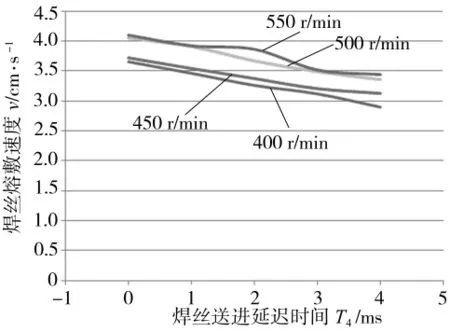
圖4 不同v1和T4匹配下焊絲熔敷速度Fig.4 Wire melting speed when v1and T4take different values
3.3 v2和T5對熔敷速度的影響規律
v2為焊絲回抽速度,T5為焊絲回抽延時時間,其表征意義是當發生短路時開始計時,經過時間T5后,焊絲以速度v2開始回抽。
NLE焊接系統采用波形控制方案,焊絲回抽速度v2選擇 300 r/min、350 r/min、400 r/min、450 r/min 和500 r/min五個值,焊絲回抽延時時間T5選擇0 ms、0.3 ms、0.6 ms和0.9 ms4個值。在其他參數值保持不變的前提下,使v2和T5相互匹配來研究其對焊絲熔敷速度的影響。NLE焊接系統所選其他工藝參數如表5所示。

表5 其他工藝參數Table 5 Other parameters
不同焊絲送進速度v2和延遲時間T5匹配下焊絲熔敷速度如圖5所示。由圖5可知,隨著回抽延時時間T5的增大,焊絲熔敷速度略有增大,這是因為隨著回抽時間的延遲,焊絲送進時間加大,熔滴向熔池過渡時間越長,熔滴在熔池內的鋪展越充分,最終使焊絲端頭的熔滴尺寸變大。由T5對熔滴過渡頻率的影響可知,熔滴過渡頻率隨著T5的增大而略有減小,最終導致焊絲熔敷速度略有增加。在焊絲送進延時時間一定時,隨著焊絲回抽速度的增加,焊絲熔化速度略有增大,但不明顯。由v2對熔滴尺寸和熔滴過渡頻率的影響規律可知,v2越大,短路時間越小,加之慣性的存在,焊絲回抽速度越大,導致燃弧時間變長,而燃弧期間的功率大于短路期間,因此會產生更多的能量加熱焊絲和母材,使熔滴尺寸變大,熔滴過渡頻率略有減小,最終導致焊絲熔敷速度變化不大。
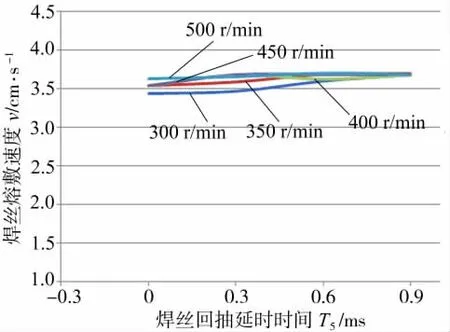
圖5 不同v2和T5匹配下焊絲熔敷速度Fig.5 Wire melting speed when v2and T5take different values
4 結論
NLE焊接系統能夠使焊接電流輸出和焊絲送進、回抽運動配合良好,焊接工藝參數可調節范圍廣,焊接能量低,熔滴過渡平穩,無飛濺,焊縫美觀,焊接效果良好。通過NLE焊接工藝試驗得到控制參數對焊絲熔敷速度的影響規律如下:
(1)隨著I1和T1的增大,焊絲熔敷速度增加。這是由于I1和T1的增大會產生更多的燃弧峰值能量來加熱熔池和熔化焊絲形成熔滴,最終導致熔敷速度變大。
(2)隨著T4的增大,焊絲熔敷速度減小,這是因為T4越大,熔滴過渡頻率越小,熔滴尺寸變大,但是T4的變化對熔滴過渡頻率的影響比對熔滴尺寸的影響顯著,最終導致焊絲熔敷速度減小;隨著v1的增大,焊絲熔敷速度略有增大,v1越大,熔滴過渡頻率越大,熔滴尺寸基本保持不變,所以焊絲熔敷速度增加。
(3)隨著T5增大,焊絲熔敷速度略有增大,這是因為T5的增大使短路時間增加,熔滴向熔池過渡時間越長,熔滴在熔池內的鋪展更充分,進而使熔敷速度略有增加;v2越大,熔滴尺寸變大,同時熔滴過渡頻率略有減小,最終導致v2對焊絲熔敷速度的變化影響不大。
[1] 王永峰.焊接工藝要點分析[J].中國科技縱橫,2013(5):110-110.
[2] 袁綺聲,苗振.汽車制造中的焊接技術[J].電焊機,1994,24(3):1-7.
[3] 黃鵬飛,馮偉,路永全.推拉送絲焊接設備及工藝[J].電焊機,2014,44(9):32-35.
[4] 路永全,黃鵬飛.新型低能量焊接設備及工藝研究[D].北京:北京工業大學,2015.
[5] 張撼鵬,殷樹言.新型低能量輸入電弧焊接系統及其過程控制研究[D].北京:北京工業大學,2007.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
