焊接方法對C24S鋁鋰合金組織和性能的影響
2018-03-19 09:19:27余愛武宿國友張春峰
電焊機 2018年1期
余愛武 ,宿國友 ,石 磊 ,張春峰
(1.上海航天設備制造總廠,上海200245;2.上海航天電能裝備有限公司,上海200245)
0 前言
鋁鋰合金作為一種新型鋁合金材料,因低密度、高強度、高模量及優異的抗腐蝕等優點廣泛應用于航空航天等重點領域[1-2]。FSW焊是一種固態焊接技術,能有效避免傳統熔焊方法引起的焊縫氣孔、裂紋和接頭強度系數降低等缺陷和性能不足,尤其適用于鋁鋰合金這類活潑的有色金屬的焊接[3-4]。目前,有關鋁鋰合金尤其是C24S鋁鋰合金TIG焊和FSW焊的對比性研究報道很少,關于二者對鋁鋰合金組織和性能的影響并未得到系統性的認識。故本研究以C24S鋁鋰合金薄板為試驗材料,對比分析TIG焊和FSW焊對其接頭組織和力學性能的影響,以期為鋁鋰合金在航天器關鍵結構件的工程應用提供數據基礎和技術支持。
1 實驗材料及方法
1.1 實驗材料
實驗母材為C24S-T8鋁鋰合金板材,試件尺寸200 mm×150 mm×2 mm,其化學成分和力學性能如表1所示。TIG焊設備為lincoln TIG-355交直流氬弧焊機,單面焊雙面成型,焊接工藝參數如表2所示。FSW焊設備為自制的龍門式數控攪拌摩擦焊機,相關參數如表3所示。焊前先用不銹鋼鋼絲刷清理試板對接面兩側氧化膜,再用丙酮清洗對接面兩側的油污。組織觀察和力學實驗所用設備有4XB-TV型顯微鏡、NovaNano-450型掃描電鏡(SEM)、W9W-50型微機控制電子萬能試驗機、401MVD型數字顯微硬度計。

表1 母材化學成分及力學性能Table 1 Chemical composition and mechanical properties of C24S-T8 Al-Li alloy

表2 TIG焊接工藝參數Table 2 Parameters of TIG welding process
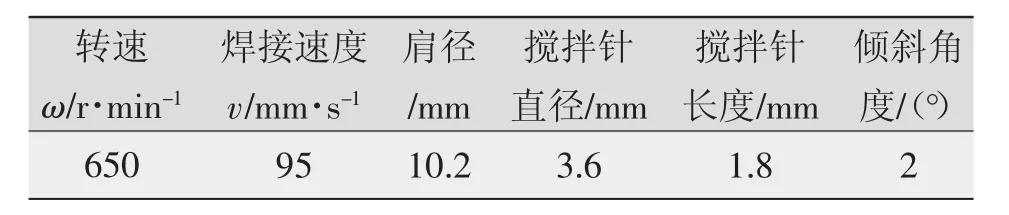
表3FSW焊接工藝參數Table 3 Parameters of FSW welding process

圖1 拉伸試樣的尺寸Fig.1 Dimension of tensile sample
2 實驗結果和分析
2.1 焊縫接頭組織
TIG焊和FSW焊接頭不同區域的微觀組織如圖2所示。可以看出,TIG焊焊縫中出現大量的氣孔缺陷,焊縫組織由粗大的胞狀晶組成,且熱影響區組織粗化嚴重。FSW焊所得焊縫成形良好、無缺陷,焊核區(WAN)由細小的等軸晶粒組成,晶粒內部和晶界處存在大量第二相粒子,熱機影響區(TMAZ)發生明顯的彎曲變形,且熱影響區(HAZ)組織略有粗化。
2.2 焊接接頭的力學性能和拉伸斷裂位置
TIG焊和FSW焊接頭的拉伸性能、接頭不同區域的顯微硬度分布及接頭的斷裂位置分別如表3、圖3和圖4所示。TIG焊接頭的抗拉強度為228.9MPa,僅為母材強度的47.9%,接頭顯微硬度的平均值為92 HV,拉伸斷裂處在接頭熔合線附近。FSW焊接頭的抗拉強度為394.8 MPa,高達母材強度的82.6%,接頭的顯微硬度的平均值高達115 HV,且拉伸斷裂位置為接頭焊縫中心區域。

表4 焊接接頭的拉伸性能Table 4 Tensile strength of welded joint with TIG welding and FSW welding
TIG焊焊縫金屬在高溫電弧作用下經歷了短時間熔化和凝固的過程,雖然凝固的速度很快,但焊縫區瞬間形成的晶核在長大過程中由于較大的溫度梯度和成分過冷的環境存在,會逐漸由等軸的平面晶向胞狀晶轉變。同時,冶金余熱和高溫熱循環的作用使焊縫凝固后的胞狀晶組織尤其是熱影響區組織發生明顯長大,從而導致TIG焊后的接頭組織十分粗大。TIG焊接頭存在大量氣孔,其主要來源是鋁鋰合金TIG焊過程中復雜的高溫冶金反應產生的氣體和直接來自周圍空氣中的氣體。因此,接頭粗大的組織和焊接氣孔缺陷顯著降低了TIG焊接頭的室溫抗拉強度。

圖2 TIG焊和FSW焊所得焊縫的微觀組織Fig.2 Microstructure of welded joint with TIG welding and FSW welding

圖3 TIG焊和FSW焊接頭橫截面顯微硬度分布Fig.3 Distribution of microhardness along transverse section of welded joint with TIG welding and FSW welding
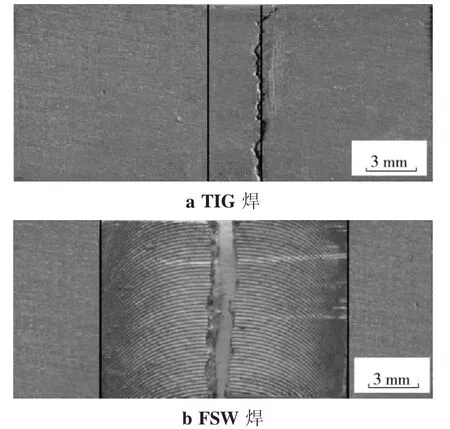
圖4 TIG焊和FSW焊所得接頭的拉伸斷裂位置Fig.4 Tensile fracture location of welded joint with TIG welding and FSW welding
C24S鋁鋰合金為固溶強化鋁合金,其強化相包括 T1 相(Al2CuLi)、S'相(Al2CuMg)和 θ'相(Al2Cu),起主要強化作用的是T1相(Al2CuLi),所以焊后接頭中Li元素的存在形式直接影響接頭力學性能[5-6]。Li元素的沸點為1 317℃,TIG焊的電弧溫度通常在3 000℃以上,結合掃面電鏡觀察發現(見圖5a),焊后只在晶界處保留大量粗大的 θ'相(Al2Cu),而焊縫區含Li化合物已大量溶解,并引起Li元素的揮發,大大減少了焊縫中強化相T1(Al2CuLi)的數量,導致焊縫區的顯微硬度最低。在焊縫中心到熱影響區部分,受電弧熱的影響相對較小,含Li化合物的溶解和Li元素的蒸發量較少,組織中仍保留一定數量的T1(Al2CuLi)強化相粒子,同時該區域為等軸晶組織,故這部分的顯微硬度會隨著距焊縫中心距離的增加而呈上升趨勢。當硬度到達熱影響區時又出現突變,且低于焊縫中心的硬度,遠離熱影響區后,硬度又逐漸增大到母材硬度,這主要是因為熱影響區在焊接熱循環作用下纖維狀組織和第二相粒子發生了顯著粗化而引起組織軟化,從而造成熱影響區硬度的突降。遠離熱影響區的材料受到焊接熱循環的作用逐漸消失,故又恢復到母材硬度。
FSW焊焊核區在掃描電鏡下的組織形貌如圖5b所示。可以看出,FSW焊焊核區的組織為均勻細密的等軸晶,晶界處存在大量共晶組織θ'(Al2Cu),晶界和晶內彌散分布著細小的T1相(Al2CuLi)、S'相(Al2CuMg)粒子[7-8],且組織中未出現氣孔等缺陷。分析認為,FSW焊過程中焊核區組織受到攪拌針強烈的攪拌和高溫熱循環作用而發生了動態再結晶,由母材原始的纖維狀組織完全轉變為均勻細密的等軸晶組織。同時FSW焊接溫度低于母材的熔點,盡管焊核區受到的熱循環溫度最高,但材料并未熔化,焊核區的Li元素未發生揮發,只是第二相粒子的尺寸有所粗化。因此焊核區顯微硬度較母材有所降低,但明顯高于TIG焊下的焊縫硬度。
熱機影響區雖然在焊接過程中也受到攪拌針的機械攪拌和焊接熱循環的雙重作用,但此處距離攪拌針較遠,受到的攪拌針攪拌作用遠小于焊核區組織,因此組織未發生轉變,只是沿著攪拌針方向發生了一定程度的彎曲變形,且顯微硬度與焊核區相比略有降低,但變化并不明顯。而熱影響區組織在焊接過程中僅僅受到熱循環作用,未發生變形,且此處距離攪拌針更遠,經受的焊接熱作用最小,相對于熱機影響區組織,該區組織和第二相粒子粗化程度更小。因此熱影響區的硬度明顯高于焊核區和熱機影響區。
FSW焊焊縫接頭的抗拉強度顯著高于TIG焊接頭,且高達母材強度的82.6%。這是因為FSW焊焊接過程中母材不熔化,相比熔焊接頭氣孔、裂縫等缺陷的發生率明顯減少。另外,由于焊接溫度低,在攪拌針的攪拌作用下可以獲得晶粒細密的接頭組織,且保留大量的第二相含Li化合物,故接頭的抗拉強度顯著高于TIG焊接頭。

圖5 掃面電鏡下的TIG焊和FSW焊焊縫中心的組織形貌Fig.5 Morphology in the center of welding joints with TIG welding and FSW welding

圖6 TIG焊和FSW焊焊接接頭拉伸斷口形貌Fig.6 Fracture morphology of welding joints with TIG welding and FSW welding
3 結論
(1)C24S鋁鋰合金TIG焊接頭組織粗大,焊縫氣孔缺陷嚴重,接頭Li元素的揮發和強化相的溶解都顯著降低接頭的抗拉強度和硬度。
(2)FSW焊接頭焊縫成形良好,接頭組織細小,接頭強化相未發生溶解,其室溫拉伸強度和焊縫顯微硬度明顯高于TIG焊接頭。
[1]欒國紅.飛機制造中的攪拌摩擦焊技術及其發展[J].航空制造技術,2009(20):26-31.
[2] 崔少朋,朱浩,郭柱,等.焊接參數對7075鋁合金攪拌摩擦焊接頭組織及性能的影響[J].焊接技術,2015,2(8):14-27.
[3] 王永景,陳文靜,許莉,等.鋁合金攪拌摩擦焊接頭性能研究[J].熱加工工藝,2014(17):179-184.
[4] 黃華,董世杰,劉靜.先進的攪拌摩擦摩擦焊技術[J].有色金屬,2006(1):17-20.
[5] 陳崢,劉崢.厚板鋁/鎂合金紅外熱源輔助攪拌摩擦焊力學性能與組織分析[J].焊接技術,2014,9(3):9-11.
[6] 王大勇,馮吉才,王攀峰.攪拌摩擦焊接鋁鋰合金接頭的微觀組織及力學性能[J].金屬學報,2004,40(5):504-508.
[7] 張揚揚,孫有平,何江美,等.冷軋5083鋁合金板材攪拌摩擦焊接頭組織與力學性能[J].焊接技術,2017,2(2):5-8.
[8] 鄭子樵,李勁風,陳志國.鋁里合金的合金化和微觀組織演變[J].中國有色金屬學報,2011,21(10):2337-2341.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
