軌道車輛用不銹鋼等離子-MAG復(fù)合焊接頭疲勞試驗(yàn)
2018-03-19 09:19:22田洪雷劉龍璽孫維光姚宇新史春元
電焊機(jī) 2018年1期
田洪雷,劉龍璽,孫維光,姚宇新,朱 平,史春元
(1.中車青島四方機(jī)車車輛股份有限公司,山東青島266111;2.大連交通大學(xué),遼寧 大連116028)
0 前言
不銹鋼車體結(jié)構(gòu)輕量化是提高車輛運(yùn)行速度的必要途徑。實(shí)現(xiàn)車體減重的主要方式有合理選擇材料和優(yōu)化車體結(jié)構(gòu)。不銹鋼車體結(jié)構(gòu)由底架、車頂、側(cè)墻、端墻等組成,其中側(cè)墻、端墻、車頂和底架中的橫梁及波紋地板等部件主要采用SUS301L系列奧氏體不銹鋼薄板材料,而底架的枕梁、牽引梁等部件則采用中厚板的低合金高強(qiáng)鋼材料[1-3]。與低合金高強(qiáng)鋼相比,不銹鋼的耐腐蝕性更高,可以減小材料厚度,進(jìn)而降低車重[2];但奧氏體不銹鋼材料熱膨脹系數(shù)大、導(dǎo)熱率低、焊接變形難以控制且調(diào)修困難[1],因此不宜采用傳統(tǒng)的MAG電弧焊方法。
等離子-MAG復(fù)合焊是一種優(yōu)質(zhì)、高效、低成本的復(fù)合熱源焊接新技術(shù)。與傳統(tǒng)MAG焊相比,等離子-MAG復(fù)合焊熱輸入降低,熱源能量更集中、熱影響區(qū)域較小,不易造成零部件變形[4-5]。為此,本研究針對軌道車輛制造常用的SUS301L奧氏體不銹鋼板材,通過疲勞試驗(yàn)比較等離子復(fù)合焊與普通MAG焊所焊接頭的疲勞性能,為實(shí)現(xiàn)等離子-MAG復(fù)合焊在不銹鋼底架結(jié)構(gòu)部件制造中的應(yīng)用提供依據(jù)。
1 試驗(yàn)材料和方法
1.1 試驗(yàn)材料
試驗(yàn)?zāi)覆臑镾US301L-MT奧氏體不銹鋼板材,試板尺寸300 mm×150 mm×8 mm,焊接材料采用ER308LSi焊絲,直徑 φ1.0 mm,保護(hù)氣體為 φ(Ar)98%+φ(CO2)2%混合氣體。母材及焊絲的化學(xué)成分和力學(xué)性能分別如表1和表2所示。

表1 母材和焊絲的化學(xué)成分Table 1 Chemical compositions of base metal and welding wire %

表2 母材和焊絲的力學(xué)性能Table 2 Mechanical properties of base metal and welding wire
1.2 試驗(yàn)方法
1.2.1 焊接試板制備方法
分別采用等離子-MAG復(fù)合焊和普通MAG焊進(jìn)行焊接,其中等離子-MAG復(fù)合焊接系統(tǒng)由標(biāo)準(zhǔn)型SUPER-MIG等離子焊接電源、Fronius TPS5000 CMT焊機(jī)、MOTOMAN HP-20D機(jī)械手等組成。施焊前編寫機(jī)械手運(yùn)行程序,調(diào)整焊槍至工件的距離及焊槍姿態(tài)。接頭型式分別為平板對接和十字角接,其中對接接頭坡口角度60°,十字接頭單面坡口角度50°,鈍邊尺寸均為0,焊接工藝參數(shù)見表3。

表3 焊接工藝參數(shù)Table 3 Technical parameter of welding
1.2.2 疲勞試驗(yàn)及斷口分析方法
采用升降法在QBG-200型全數(shù)字高頻疲勞試驗(yàn)機(jī)上進(jìn)行疲勞試驗(yàn),試驗(yàn)條件為:恒幅正弦波脈動拉伸載荷,室溫空氣環(huán)境,應(yīng)力比R=0,頻率f=85~90 Hz,壽命設(shè)定 Nf=2×106周次。對接接頭疲勞試驗(yàn)為4級應(yīng)力水平,十字接頭疲勞試驗(yàn)為3級應(yīng)力水平。應(yīng)力臺階均取d=13 MPa。試驗(yàn)后用SUPRA55場發(fā)射掃描電鏡分析疲勞試樣斷口微觀形貌。焊接接頭疲勞試樣的形狀及尺寸如圖1所示,其中對接接頭為帶有焊縫余高的疲勞試件,十字接頭疲勞試件的焊腳尺寸K≥8(板厚)。

圖1 疲勞試樣Fig.1 Fatigue specimen
2 試驗(yàn)結(jié)果和分析
2.1 疲勞強(qiáng)度估算方法
參照GB/T24176-2009標(biāo)準(zhǔn),統(tǒng)計估計給定疲勞壽命下的疲勞強(qiáng)度,通過升降法疲勞試驗(yàn)數(shù)據(jù)統(tǒng)計分析獲得在不同的置信度1-α、失效概率P和指定疲勞壽命Nf=2×106周次下的焊接接頭疲勞強(qiáng)度。
在給定疲勞壽命N下的疲勞強(qiáng)度,通常按正態(tài)分布來表達(dá):

式中 y=S(在N下的疲勞強(qiáng)度);μy和σy分別為平均值和標(biāo)準(zhǔn)偏差。
式(1)給出了y失效的累積概率,定義了疲勞強(qiáng)度低于或等于y的樣品比例。
根據(jù)升降法,對于在不同應(yīng)力水平下按照疲勞試樣失效或非失效次序獲得的疲勞試驗(yàn)數(shù)據(jù),將應(yīng)力水平按升序進(jìn)行排序,S0≤S1≤…≤Sl(l為應(yīng)力水平數(shù)),指定事件數(shù)fi指定應(yīng)力臺階d。對疲勞強(qiáng)度的統(tǒng)計分析按式(1)估計參數(shù):

假定疲勞強(qiáng)度符合正態(tài)分布,在置信度為1-α、失效概率為P下的疲勞強(qiáng)度下極限按下式估計

式中 系數(shù) k(p,1-α,ν)為正態(tài)分布的單邊誤差限,根據(jù)自由度ν來估計標(biāo)準(zhǔn)偏差。
2.2 焊接接頭疲勞強(qiáng)度
普通MAG焊和等離子-MAG復(fù)合焊對接接頭和十字接頭的升降法疲勞試驗(yàn)結(jié)果分布及數(shù)據(jù)分析分別如表4和表5所示。
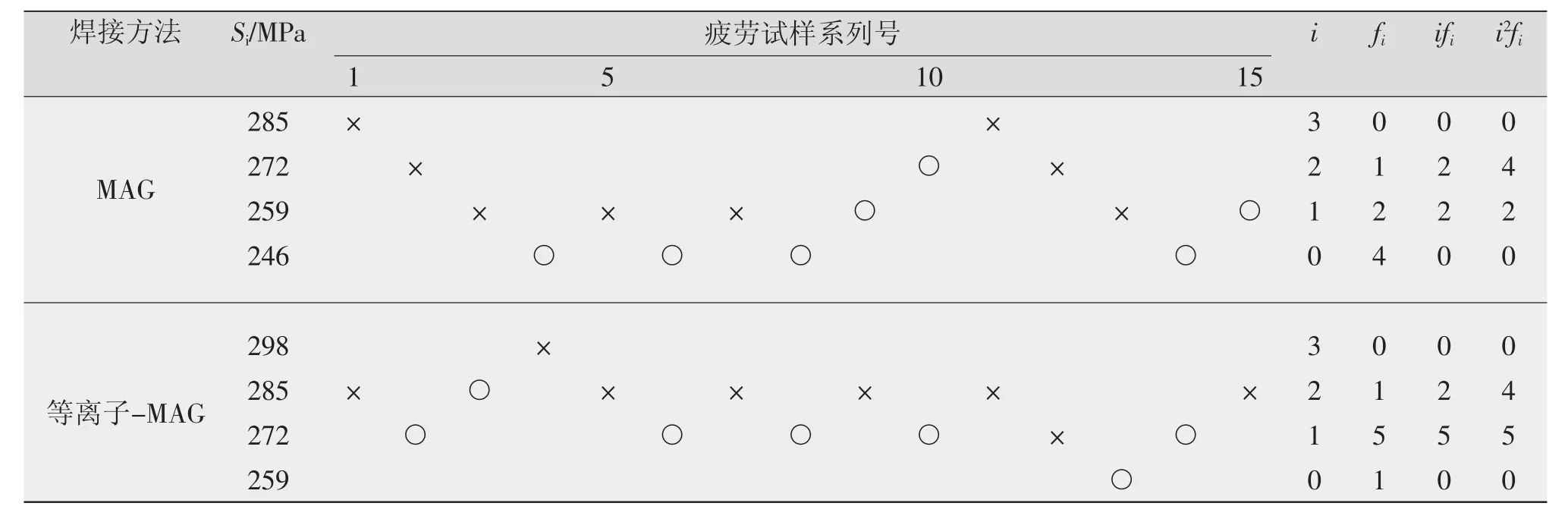
表4 對接接頭疲勞試驗(yàn)結(jié)果及數(shù)據(jù)分析Table 4 Fatigue test results and data analysis for butt welded joints
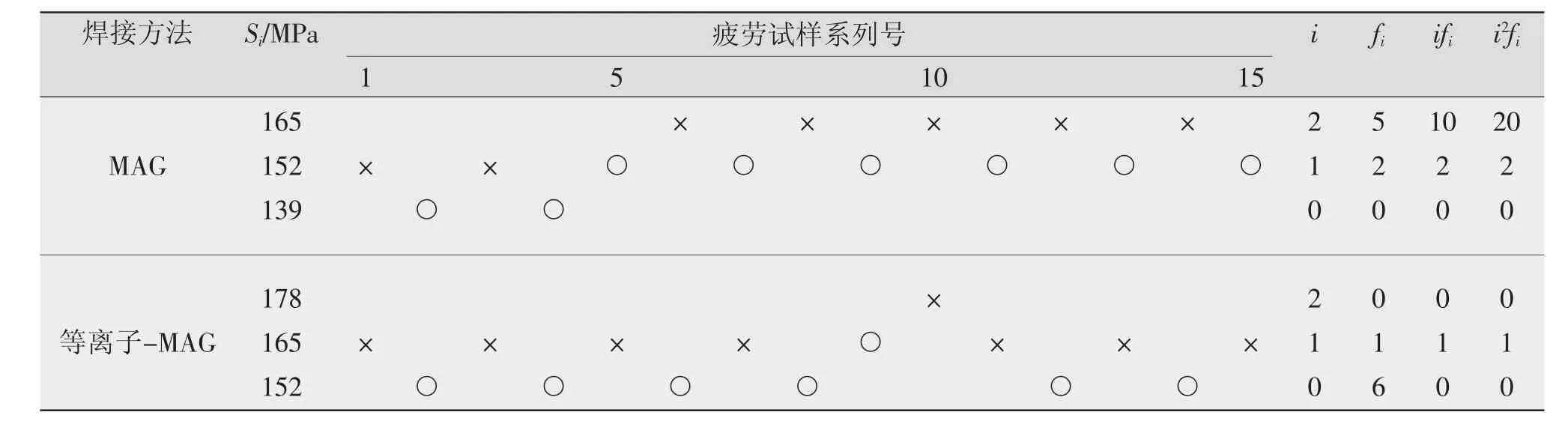
表5 十字接頭疲勞試驗(yàn)結(jié)果及數(shù)據(jù)分析Table 5 Fatigue test results and data analysis for cruciform welded joints
根據(jù)表4和表5中后三列數(shù)據(jù)分別計算A、B、C和D值,并代入式(2)和式(3)獲得MAG焊和等離子-MAG復(fù)合焊對接接頭與十字接頭疲勞強(qiáng)度的平均值和標(biāo)準(zhǔn)偏差如表6所示。取置信度1-α=95%時,由GB/T24176-2009表B.1查得不同失效概率下的相關(guān)系數(shù) k(p,1-α,ν),再由式(4)計算出疲勞強(qiáng)度的下極限值,獲得失效概率與疲勞強(qiáng)度的關(guān)系,如圖2所示。

表6 焊接接頭疲勞強(qiáng)度及標(biāo)準(zhǔn)偏差Table 6 Fatigue strength and standard deviation of the welded joints

圖2 疲勞強(qiáng)度與失效概率的關(guān)系Fig.2 Relation of fatigue strength and failure probability
由表6可知,當(dāng)接頭型式為對接接頭時,在帶有焊縫余高的條件下,普通MAG焊接頭與等離子-MAG復(fù)合焊接頭在循環(huán)壽命為2×106條件下的中值疲勞強(qiáng)度分別為260 MPa、279 MPa。與普通MAG焊對接接頭相比,等離子-MAG復(fù)合焊對接接頭的中值疲勞強(qiáng)度提高7%以上。對于十字接頭型式,普通MAG焊接頭與等離子-MAG復(fù)合焊接頭的中值疲勞強(qiáng)度分別為155 MPa和161 MPa。與普通MAG焊十字接頭相比,等離子-MAG復(fù)合焊十字接頭的中值疲勞強(qiáng)度提高約4%,提高幅度小于對接接頭。
由圖2可知,置信度為95%時,失效概率減小,疲勞強(qiáng)度相應(yīng)降低。
2.3 焊接接頭疲勞斷裂特征
普通MAG焊和等離子-MAG復(fù)合焊的對接接頭和十字接頭疲勞破斷位置及疲勞裂紋宏觀形貌如圖3所示。
由圖3可知,無論是對接接頭還是十字接頭,疲勞裂紋大都發(fā)生在焊趾處,可見焊趾部位因幾何形狀發(fā)生突變而產(chǎn)生的應(yīng)力集中是導(dǎo)致接頭疲勞開裂的主要原因。
帶有焊縫余高的普通MAG焊和等離子-MAG復(fù)合焊的對接接頭和十字接頭試樣疲勞斷口微觀特征如圖4和圖5所示。可以看出,疲勞裂紋主要起始于近表面的夾雜物處,也有的萌生于試樣表面上微觀缺口處。在疲勞裂紋擴(kuò)展區(qū),疲勞裂紋擴(kuò)展特征明顯,有些試樣存在疲勞條帶。在瞬時斷裂區(qū)分布大量韌窩,呈典型的韌性斷裂特征。
3 結(jié)論
(1)中等厚度SUS30IL-MT不銹鋼等離子-MAG復(fù)合焊帶有焊縫余高的對接接頭和十字接頭,在循環(huán)壽命2×106的條件下,中值疲勞強(qiáng)度分別為279MPa和160MPa。與MAG焊接頭相比,等離子-MAG復(fù)合焊對接接頭疲勞強(qiáng)度提高7%以上,十字接頭疲勞強(qiáng)度提高約4%。

圖3 焊接接頭疲勞裂紋宏觀形貌Fig.3 Macroscopic appearance of fatigue cracks in welded joints
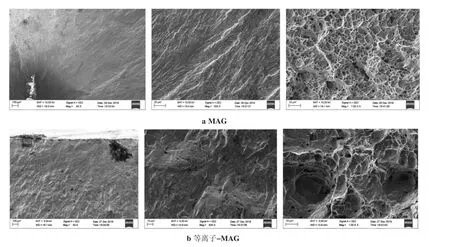
圖4 對接接頭疲勞斷口微觀特征Fig.4 Microscopic characteristics of fatigue fracture of butt joints

圖5 十字接頭疲勞斷口微觀特征Fig.5 Microscopic characteristics of fatigue fracture of cruciform joints
(2)無論是對接接頭還是十字接頭,等離子-MAG復(fù)合焊接頭均在焊趾處發(fā)生疲勞破壞,可知焊趾應(yīng)力集中是導(dǎo)致接頭疲勞開裂的主要原因。
[1] 郝春梅,許曉陽.軌道客車不銹鋼化[J].材料工程,2008(3):34-35
[2]龔明,丁叁叁.城市軌道車輛不銹鋼車體結(jié)構(gòu)優(yōu)化探索[J].鐵道車輛,2009,47(7):16-17.
[3] 竇廣旭,王衛(wèi)朝.不銹鋼車體制造技術(shù)[J].機(jī)車車輛工藝,2005,10(5):12-13.
[4] 王長春,杜兵.等離子-MIG/MAG復(fù)合熱源焊接技術(shù)研究與應(yīng)用[J].焊接,2009,10(12):62-64.
[5] 闕福恒,王振民.等離子-MIG焊的研究進(jìn)展[J].電焊機(jī),2013,43(3):28-30.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
