連鑄中間包鋼水溫度控制實(shí)踐
2018-03-17 01:16:41張旺勝
山東冶金 2018年1期
關(guān)鍵詞:合格率
張旺勝,黃 春,周 勇
1 澆鑄過(guò)程中間包鋼水溫度波動(dòng)規(guī)律
連鑄中間包鋼水澆鑄溫度控制在合適的過(guò)熱度范圍內(nèi)對(duì)于煉鋼連鑄生產(chǎn)工藝、鑄坯質(zhì)量的穩(wěn)定具有十分重要的意義[1-2]。而中間包鋼水溫度的控制受各種因素影響,存在以下關(guān)系式:

在實(shí)際生產(chǎn)中,考慮爐鋼的連澆性,ΣXi×ΔTi基本確定,T出成為關(guān)鍵因素,需具備調(diào)節(jié)手段和措施,保證上連鑄臺(tái)鋼水溫度滿(mǎn)足連鑄整個(gè)澆鑄周期內(nèi)溫度波動(dòng)在過(guò)熱度范圍內(nèi),中間包鋼水溫度變化的關(guān)系式可簡(jiǎn)化為:

因此控制連鑄臺(tái)大包鋼水溫度尤為重要。
安源煉鋼廠(chǎng)主要生產(chǎn)建筑性鋼材:HRB400線(xiàn)材及棒材、HPB300線(xiàn)材,采取3×60 t轉(zhuǎn)爐對(duì)應(yīng)3×6 R8-170連鑄機(jī)。鋼水鎮(zhèn)靜時(shí)間1~8 min;紅包出鋼(包襯溫度>850℃),出鋼時(shí)間2~4 min,出鋼溫降45~60℃;氬站吹氣時(shí)間6~8 min,吹氣溫降20~23℃,氬站上連鑄臺(tái)1~3 min;連鑄全程保護(hù)澆鑄,配備黑體空腔連續(xù)測(cè)溫裝置;選擇T型對(duì)稱(chēng)中間包;澆鑄周期24~25 min。
中間包鋼水澆鑄過(guò)程實(shí)質(zhì)上是一個(gè)吸熱與散熱平衡的動(dòng)態(tài)過(guò)程,澆鑄溫度的變化需在特定的過(guò)熱度范圍內(nèi),通過(guò)對(duì)連續(xù)測(cè)溫曲線(xiàn)的歸納總結(jié),實(shí)際變化具有4種基本形態(tài),如圖1所示。
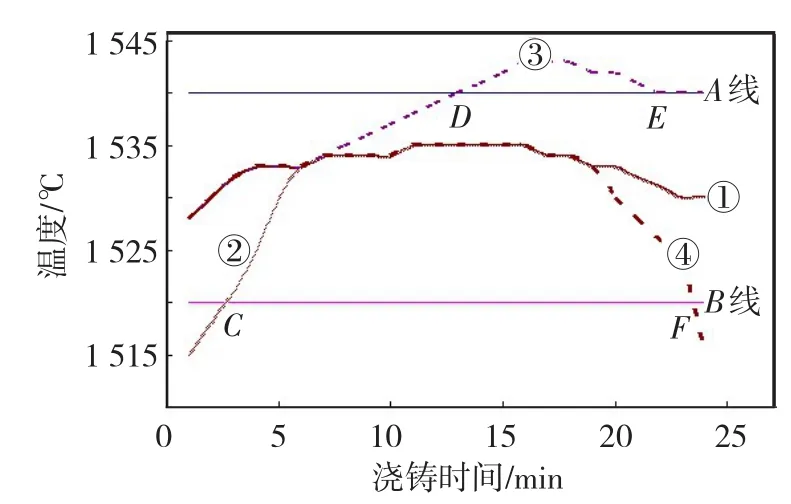
圖1 澆鑄溫度在過(guò)熱度范圍內(nèi)的變化
由圖1可知:A、B線(xiàn)間是正常澆鑄鋼水溫度波動(dòng)范圍,A線(xiàn)上部DE段的出現(xiàn)位置與前爐中包鋼水澆鑄末期溫度(澆鑄起始溫度)以及大包鋼水溫度有關(guān)。當(dāng)起始澆鑄溫度過(guò)高,或大包鋼水溫度高,DE段將左移,提前出現(xiàn)會(huì)影響鑄坯質(zhì)量和拉坯速度;B線(xiàn)下部為固液兩相區(qū)域,當(dāng)大包鋼水溫度過(guò)低和澆鑄起始溫度偏低,使B線(xiàn)CF段向左收縮,極易造成中斷連鑄生產(chǎn),引起突發(fā)性停機(jī)事故。因此A線(xiàn)上部以及B線(xiàn)下部在生產(chǎn)實(shí)際當(dāng)中均需實(shí)時(shí)控制,而實(shí)際控制點(diǎn)為進(jìn)入連鑄臺(tái)的鋼水溫度。
2 控制鋼水澆鑄溫度的措施
2.1 加入潔凈標(biāo)準(zhǔn)生鐵
出鋼溫度的控制受操作技能以及出鋼時(shí)間、鋼包狀況等因素影響,差距較大,安源煉鋼廠(chǎng)出鋼溫度在1 640~1 680℃,平均出鋼溫度1 655℃,波動(dòng)范圍大。因此選擇在氬站或出鋼過(guò)程中有選擇性地加入潔凈標(biāo)準(zhǔn)生鐵進(jìn)行溫度調(diào)節(jié),調(diào)節(jié)的溫度標(biāo)準(zhǔn)與前爐澆鑄的中間包溫度有關(guān)。經(jīng)過(guò)大量實(shí)際數(shù)據(jù)跟蹤比較,以HRB400系列鋼為例,安源煉鋼廠(chǎng)鋼水連續(xù)澆鑄溫度在A、B線(xiàn)間波動(dòng)所需求的氬站出站鋼水溫度與中包鋼水溫度的對(duì)應(yīng)關(guān)系如圖2所示。
由圖2可知:在現(xiàn)行的工藝要求下,氬站出站鋼水溫度在標(biāo)準(zhǔn)溫度±10℃范圍內(nèi),不會(huì)產(chǎn)生突破A線(xiàn)及貫穿B線(xiàn)的現(xiàn)象。
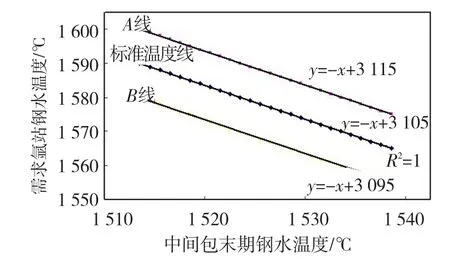
圖2 中間包鋼水溫度與需求的氬站出站鋼水溫度對(duì)應(yīng)關(guān)系
實(shí)際生產(chǎn)中先對(duì)到氬站的鋼水溫度進(jìn)行測(cè)定,按吹氣溫降20℃反算出站溫度,結(jié)合在澆中間包鋼水溫度,若反算出的出站溫度高于A線(xiàn)溫度要求,則加入潔凈標(biāo)準(zhǔn)生鐵進(jìn)行降溫;或者在出鋼前測(cè)定出鋼溫度明顯偏高,在出鋼過(guò)程中即投送部分生鐵。這樣不僅有利于溫度控制,同時(shí)有利于鋼水預(yù)脫氧,提升合金收得率。生鐵用量根據(jù)簡(jiǎn)易熱平衡測(cè)算:

獲得,具體生鐵用量如表1所示,加入生鐵后出站鋼水溫度誤差≤5℃。

表1 爐鋼生鐵加入量對(duì)溫度的影響
2.2 提高拉速,縮短澆鑄周期
安源煉鋼廠(chǎng)煉鋼系統(tǒng)出鋼時(shí)機(jī)的把握主要靠人工判斷,不可避免存在出鋼溫度不足的現(xiàn)象。根據(jù)圖1中④線(xiàn)可采取縮短澆鑄周期的措施。安源煉鋼廠(chǎng)對(duì)中間包水口進(jìn)行了優(yōu)化,上水口定徑Φ18 mm,下水口配置不同定徑(≤Φ18 mm),正常生產(chǎn)配置下水口定徑Φ16.5 mm。當(dāng)出現(xiàn)低溫鋼現(xiàn)象時(shí),采取更換中間包大口徑下水口的方法來(lái)縮短澆鑄周期(具體調(diào)整關(guān)系見(jiàn)表2),同時(shí)調(diào)整爐前冶煉節(jié)奏,更換爐機(jī)對(duì)應(yīng)關(guān)系,使生產(chǎn)節(jié)奏保持順暢。
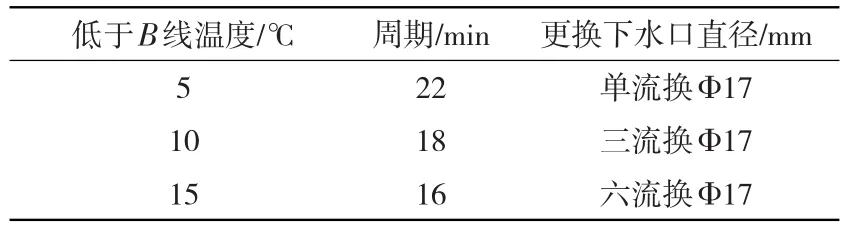
表2 低溫鋼調(diào)節(jié)澆鑄周期及下水口對(duì)應(yīng)關(guān)系
3 鋼水澆鑄溫度控制效果
3.1 提高了鋼水澆鑄溫度合格率
實(shí)踐生產(chǎn)中將突破圖1中A線(xiàn)及下穿B線(xiàn)的溫度視為不合格項(xiàng),A線(xiàn)與B線(xiàn)間內(nèi)的澆鑄溫度視為合格項(xiàng),經(jīng)統(tǒng)計(jì),控制澆鑄溫度合格率變化情況及同期對(duì)比如圖3所示。
由圖3可以看出,采取控制措施后,中間包鋼水澆鑄溫度合格率由2016年的75%~80%水平提升至2017年的90%~95%水平,鋼水澆鑄溫度合格率平均提升12.21%,解決了高低溫鋼澆鑄對(duì)生產(chǎn)的不良影響。
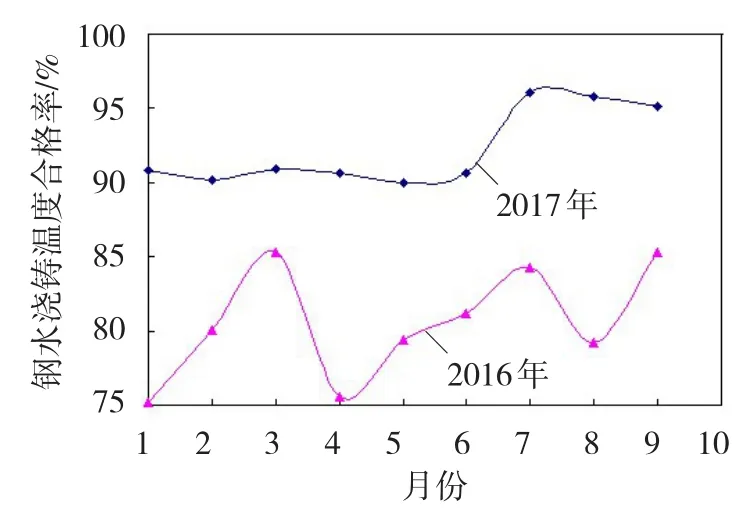
圖3 中間包溫度合格率月度同期對(duì)比
3.2 改善了鑄坯質(zhì)量
中間包內(nèi)鋼水溫度穩(wěn)定在過(guò)熱度范圍內(nèi),有利于改善鑄坯內(nèi)部裂紋情況,而軋制過(guò)程中若裂紋無(wú)法融合則會(huì)導(dǎo)致材質(zhì)出現(xiàn)起皮、疤點(diǎn)等缺陷,影響軋制順行。安源煉鋼廠(chǎng)對(duì)軋制缺陷情況進(jìn)行了跟蹤,對(duì)穩(wěn)定中間包鋼水澆鑄溫度前后缺陷情況進(jìn)行了對(duì)比,見(jiàn)圖4。
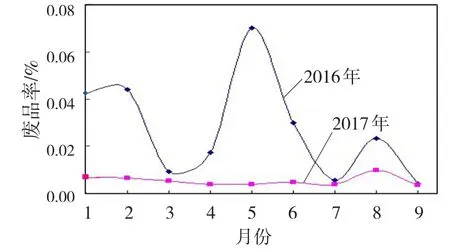
圖4 澆鑄溫度控制前后鑄坯廢品率對(duì)比
對(duì)比圖3、圖4不難看出:當(dāng)中間包鋼水溫度澆鑄合格率提升時(shí),鑄坯軋制時(shí)產(chǎn)生的廢品率明顯降低,當(dāng)中間包溫度合格率控制≥90%時(shí),鑄坯軋制產(chǎn)生的廢品率降低至0.01%以下。安源煉鋼廠(chǎng)在對(duì)中間包鋼水澆鑄溫度采取控制措施后,明顯改善了鑄坯質(zhì)量。
4 結(jié)語(yǔ)
安源煉鋼廠(chǎng)通過(guò)對(duì)中間包鋼水澆鑄過(guò)程中溫度的變化數(shù)據(jù)進(jìn)行歸納,總結(jié)了4種主要形態(tài),結(jié)合實(shí)際,在現(xiàn)有工藝流程基礎(chǔ)上,通過(guò)對(duì)氬站出站鋼水溫度的控制,將中間包鋼水澆鑄溫度保持在過(guò)熱度范圍內(nèi)的澆鑄率達(dá)到90%以上。中間包鋼水溫度的穩(wěn)定提升了鑄坯質(zhì)量,軋制缺陷廢品率下降至0.01%以下,滿(mǎn)足了軋制需求。
[1] 陳雷.連續(xù)鑄鋼[M].北京:冶金工業(yè)出版社,2000:110-141.
[2] 張志強(qiáng),薛慶國(guó),李家征.宣鋼45鋼連鑄中間包鋼水波動(dòng)研究[J].河北冶金,2009(1):11-14.
猜你喜歡
中國(guó)化肥信息(2022年4期)2023-01-02 15:41:59
今日農(nóng)業(yè)(2021年4期)2021-11-27 08:41:35
今日農(nóng)業(yè)(2021年1期)2021-11-26 07:00:56
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(shù)(2016年3期)2016-03-26 07:13:40
中國(guó)衛(wèi)生質(zhì)量管理(2015年2期)2015-12-01 05:43:57
中國(guó)衛(wèi)生質(zhì)量管理(2015年1期)2015-12-01 05:43:29
