焊接參數對超細顆粒焊劑約束電弧超窄間隙焊接焊縫成形的影響
2018-03-16 06:02:59李德福
橡塑技術與裝備 2018年6期
關鍵詞:焊縫
李德福
(蘭州交通大學鐵道技術學院,甘肅 蘭州 730000)
超細顆粒焊劑約束電弧超窄間隙焊接屬窄間隙埋弧焊,具有窄間隙焊接和埋弧焊的雙重優點,但二者的缺點也同樣存在。其中,電弧攀升是超窄間隙焊接存在的主要問題。未解決此問題,通過試驗研究了焊速、電壓和電流等工藝參數對焊縫成形的影響,得到了獲得良好成形的工藝窗口,為解決電弧攀升提供了新思路。
1 試驗原理
為保證焊劑對電弧形成良好的約束,采用了如圖1所示的工藝。焊接時,焊絲在送絲輪的推動下進入“I”型對接坡口內,與墊板接觸并引弧。被電弧加熱熔化的焊劑形成了對電弧具有強烈約束作用的熔渣壁,在此約束下電弧被限制在一定空間范圍內對兩側壁及其底部進行加熱。
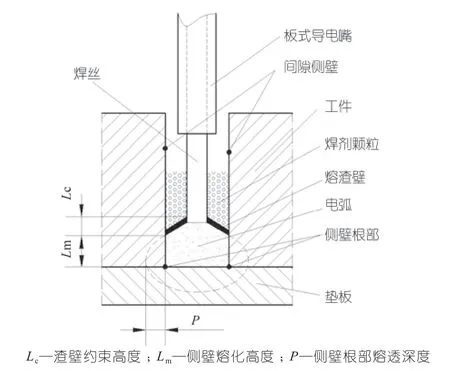
圖1 焊接原理示意圖
通過調整相關焊接參數并使之合理匹配,可有效控制電弧在超窄間隙中的加熱區范圍,提高電弧對側壁根部的加熱效果,保證熔化焊絲的填充高度與側壁被加熱熔化的高度相等,以獲得成形良好的超窄間隙焊縫。
2 焊接參數對超窄間隙焊接焊縫成形的影響
2.1 焊速對焊縫成形的影響
在焊劑30~40目,間隙寬度5.2 mm,焊劑堆高21 mm,焊絲伸出長度25 mm,襯墊金屬絲網的目數為100目等參數不變的情況下,改變焊接速度進行了試驗。
試驗現象為:焊速為4.82 mm/s時,焊接過程中有發紅的大顆粒跳出;8.10 mm/s時電弧約束良好,焊接過程穩定;10.03 mm/s時電弧約束良好,焊接過程穩定。
所得焊縫形貌對比如圖2。可以看出,低焊速時所形成的熱影響區明顯大于其他速度焊接時,原因在于:焊速大小主要影響對母材的熱輸入量;焊速低,高溫停留時間長,熱影響區寬度大;焊速適當時,兩側壁熔合良好,焊縫形貌美觀,焊道成凹形;但焊速過高時,易出現焊接缺陷。
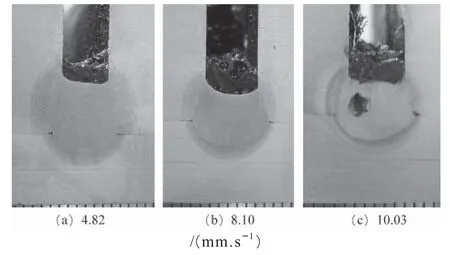
圖2 不同焊接速度時焊縫橫截面形貌
2.2 電弧電壓對超窄間隙側壁的影響
在焊接速度為7.36 mm/s,焊絲伸出長度24 mm,間隙寬度5.3 mm,焊劑顆粒度30~40目,襯墊金屬絲網目數100目,焊劑堆高24 mm等參數不變的情況下,改變電壓進行試驗得到了如圖3所示的結果。從圖中可以看出,隨著電壓的升高,焊縫呈現出從熔合不良、到熔合良好、再到出現咬邊的變化。
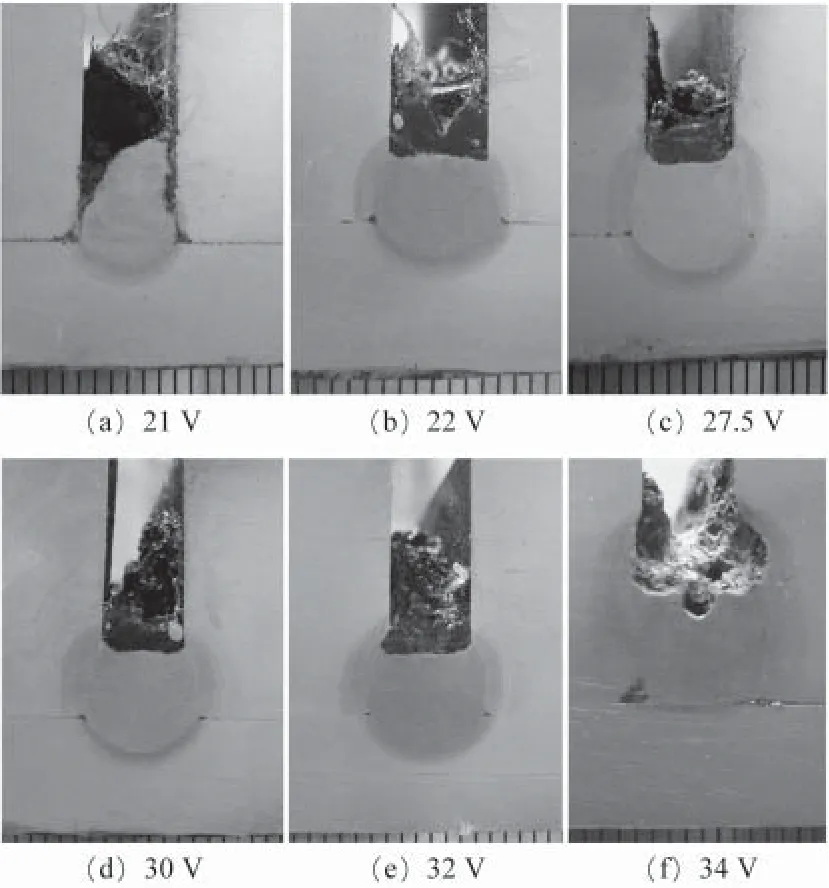
圖3 不同電壓對應焊縫截面形貌
產生這種變化的原因是:電弧電壓低,電弧對熔渣壁最下端的加熱熔化作用弱,使熔渣壁將電弧與側壁隔離或側壁熔高小于焊絲填充高度,造成電弧無法加熱到側壁或對側壁加熱不足,產生了側壁熔合不良;而電弧電壓過大時,電弧對熔渣壁最下端處的加熱熔化能力過高,造成側壁熔高大于熔化焊絲填充高度,出現咬邊。只有在合理的工藝參數下,電弧才能適度加熱熔渣壁最下端形成合理的側壁熔高使焊絲填充高度等于或略小于側壁熔高,能獲得成形良好的焊縫。
2.3 電弧電壓對超窄間隙側壁根部的影響
圖4為試驗結果統計所得電壓對側壁根部的影響結果,可以看出,電弧電壓在21~22 V范圍時,渣壁約束長度長,電弧陰極斑點被限制在間隙底部,對側壁加熱不足,僅能實現側壁根部的熔合。電壓在22~30 V的合理范圍內時,隨電壓增加,側壁最大熔深及側壁根部熔透深度均呈增大趨勢,在電壓為30 V時側壁根部熔透深度達到最大。
產生這種變化的原因是:隨電壓增加,電弧陰極斑點由間隙底部向側壁上方進行擴展;另一方面,電壓增加導致了電弧能量密度提高,有利于形成良好焊縫。而當電壓過高時,對側壁根部加熱效果減弱,焊絲熔化后形成的填充高度大于側壁高度,造成了側壁咬邊。
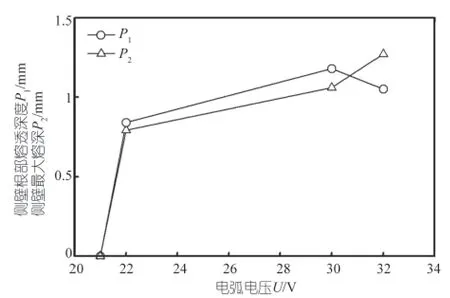
圖4 電弧電壓對側壁根部熔透深度和側壁最大熔透深度的影響
2.4 電弧電壓與電流匹配關系的確定
通過對不同電流下改變電弧電壓試驗結果的分析得到了電壓與電流的匹配關系,如圖5。在電流小于200 A時,可獲得良好焊縫成形的電壓范圍很窄;在200~325 A的范圍獲得良好焊縫成形的電壓范圍較寬;在此工藝窗口內電流確定時隨電壓增加焊縫依次呈現從“側壁熔合不良”到“焊縫成形良好”再到“咬邊”的變化。
因此,電流為200~325 A時,獲得良好成形的電壓范圍約為22~31 V,這與圖3、4、5試驗結果一致。
3 結論
(1)用超細顆粒焊劑約束電弧效果良好,能解決電弧攀升問題,焊縫成形良好;
(2)在其他參數一定的情況下,存在焊縫成形良好的工藝窗口,在此窗口內隨電壓增加,側壁根部熔透深度呈先增加后減小的變化;
(3)在200~325 A的電流匹配22~31 V電壓時,當電流一定時,隨電壓增加,焊縫依次呈現從“側壁熔合不良”到“焊縫成形良好”再到“咬邊”的變化。

圖5 電弧電壓與電流匹配關系
[1] 那雪冬,朱亮.細晶粒鋼的涂覆焊劑片超窄間隙焊[J].電焊機,2004,34(8):20~23.
[2] 鄭韶先,朱亮,等. 焊劑帶約束電弧在超窄間隙焊接中的加熱特性 [J].焊接學報,2008,5:57~60.
[3] 王宗杰. 熔焊方法及設備[M]. 北京:機械工業出版社,2006.
[4] 劉會杰. 焊接冶金與焊接性[M].北京:機械工業出版社,2008.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07