考慮機器周期性維護(hù)的不確定加工車間調(diào)度優(yōu)化研究
2018-03-14 03:44:04
制造業(yè)自動化 2018年2期
(西安工程大學(xué) 機電學(xué)院,西安 710048)
0 引言
加工車間調(diào)度問題是貼近企業(yè)生產(chǎn)實際的一種生產(chǎn)調(diào)度問題,也是學(xué)者們研究最多的一類問題。但是在傳統(tǒng)的調(diào)度研究中,大多數(shù)的學(xué)者著重研究確定的加工車間調(diào)度問題,而在實際的加工生產(chǎn)中,加工時間受各種各樣的不確定因素的影響,是不確定的。此外,隨著機器的老化,發(fā)生機器故障的概率也會加大,就需要考慮對機器進(jìn)行定期或者不定期的維護(hù),而且機器在維護(hù)期內(nèi)是不能被使用,這種機器的不可用性就造成了生產(chǎn)加工時間的延長[1],綜合上述的因素,可以得出傳統(tǒng)的確定的加工車間調(diào)度的研究在實際應(yīng)用中存在著一定的缺陷。因此,考慮車間調(diào)度的不確定加工時間以及設(shè)備維護(hù)的相互影響,更加符合車間調(diào)度的實際情況。
近年來,許多學(xué)者將自己的研究放在加工時間的隨機性上,文獻(xiàn)[2]朱顥和唐萬生研究了加工時間為連續(xù)隨機變量的加工車間調(diào)度問題,并對其進(jìn)行求解,但沒有考慮到實際加工中機器的故障維護(hù)的問題。文獻(xiàn)[3]Wu和Zhou以最大期望延遲最小化為目標(biāo)進(jìn)行了隨機調(diào)度的研究,但沒有對機器的維護(hù)狀態(tài)作為約束進(jìn)行研究。文獻(xiàn)[4]Gu J, Gu M, Cao C等研究了類似的隨機加工時間的加工車間調(diào)度問題,并設(shè)計出了協(xié)同量子進(jìn)化算法對問題進(jìn)行求解,但主要是對算法進(jìn)行了改進(jìn);還有一部分學(xué)者將設(shè)備維護(hù)周期作為加工車間的約束進(jìn)行研究,文獻(xiàn)[5]Khelifati S L,Benbouzid S F假設(shè)機器需要周期性地在時間窗內(nèi)進(jìn)行維護(hù),采用多智能體算法求解問題,但主要是對智能算法的應(yīng)用,并沒有對車間調(diào)度進(jìn)行深入研究;文獻(xiàn)[6]Aggoune R,Pormann M C假設(shè)機器存在周期性的不可用時間段,且不可用期的數(shù)量已知,設(shè)計了結(jié)合啟發(fā)式規(guī)則的禁忌搜索算法,有效的提高加工效率;文獻(xiàn)[7]Choi B C,Lee K,研究了機器具有周期性不可用且工件加工時間成比例的流水線系統(tǒng)優(yōu)化問題,只是正對加工時間成比例的流水線問題,沒有普遍性。文獻(xiàn)[8]邵健一,周炳海考慮串行生產(chǎn)系統(tǒng)的可靠性,提出基于設(shè)備機會維護(hù)的維護(hù)策略,沒有對機器維護(hù)周期進(jìn)行深入的考慮研究;文獻(xiàn)[9]周炳海,蔣舒宇考慮機器的預(yù)防性維護(hù),設(shè)計了基于NEH(Nawaz-Enscore-Ham)的啟發(fā)式算法,主要是對算法的改進(jìn),沒有進(jìn)行綜合的考慮。上述研究要么只是考慮加工時間隨機的車間調(diào)度,要么集中在考慮設(shè)備周期維護(hù)的流水車間調(diào)度問題,但都沒有將加工時間隨機的加工車間調(diào)度問題與設(shè)備周期維護(hù)結(jié)合起來。但是實際的加工生產(chǎn)中往往是以上兩類因素綜合作用的,因此考慮設(shè)備周期性維護(hù)和加工隨機性的聯(lián)合優(yōu)化研究更有實際意義。
本文在考慮了機器加工時間的隨機性的基礎(chǔ)上,提出一種考慮隨機加工時間和設(shè)備維護(hù)周期的聯(lián)合優(yōu)化的加工車間調(diào)度模型,此模型以最大完工時間的期望最小為目標(biāo)函數(shù),將設(shè)備維護(hù)周期作為模型中的一個約束條件,當(dāng)遇到設(shè)備維護(hù)周期時,必須等到機器修復(fù)完成后才能重新進(jìn)行加工。然后,利用多層編碼的遺傳算法全局搜索能力強、收斂速度快、計算簡單的特性對該問題進(jìn)行求解。最后,以實例驗證了上述模型的正確性及算法的有效性。
1 問題建模
此問題針對的是m臺機器的加工車間調(diào)度問題,在這個調(diào)度問題中需要加工n個工件,而且每個工件的每一道加工工序只能在特定的機器上進(jìn)行加工,且工序的加工順序也必須是確定,機器的加工時間用符合正態(tài)分布的隨機變量表示,并且在加工的過程中存在機器的預(yù)防性維護(hù)周期,在遇到維護(hù)周期時不能進(jìn)行工件的加工,最終的調(diào)度優(yōu)化目標(biāo)為決策各機器上的工件加工順序,使最大完工時間的期望最小,即:
本問題的基本假設(shè)條件為:
1)在t=0時,所有工件都能被機器加工,所有的機器都能開始加工工件;
2)工件的加工時間為隨機變量,服從正態(tài)分布;
3)一臺機器在加工工件的某一道工序時,只有這一道工序被加工完畢,才能加工這個工件或其他工件的下一道工序;
4)一個工件只能在一臺機器上加工一次;
5)工件間的加工順序隨機;
6)工件在加工時是連續(xù)的,中間不能有停頓;
7)當(dāng)遇到預(yù)防性維護(hù)周期Tm時,機器需要進(jìn)行預(yù)防性維護(hù),即存在機器的不可用期其中l(wèi)m為機器m的第lm個預(yù)防性維護(hù)周期。
8)工件在加工的過程中遇到預(yù)防性周期維護(hù)時,工件加工狀態(tài)將被打斷,加工狀態(tài)被打斷的工件必須進(jìn)行重新加工。
建立模型所需參數(shù)為:
lm:為機器m的第個預(yù)防性維護(hù)周期;
Tm:為機器m的預(yù)防性維護(hù)周期;
Tikq:工件Ji的第k道工序在機器Mq上的加工時間;
Oikq:工件Ji的第k道工序在機器Mq上加工;
Sikq:工件Ji的第k道工序在機器Mq上加工的開始時間;
Tieq:工件Ji的最后一道工序在機器Mq上的完工時間;
Fi:工件Ji的最終完工時間,1≤i≤n。
模型的調(diào)度優(yōu)化目標(biāo)是使得最大完工時間的期望最小,所以,最終的目標(biāo)函數(shù)為:
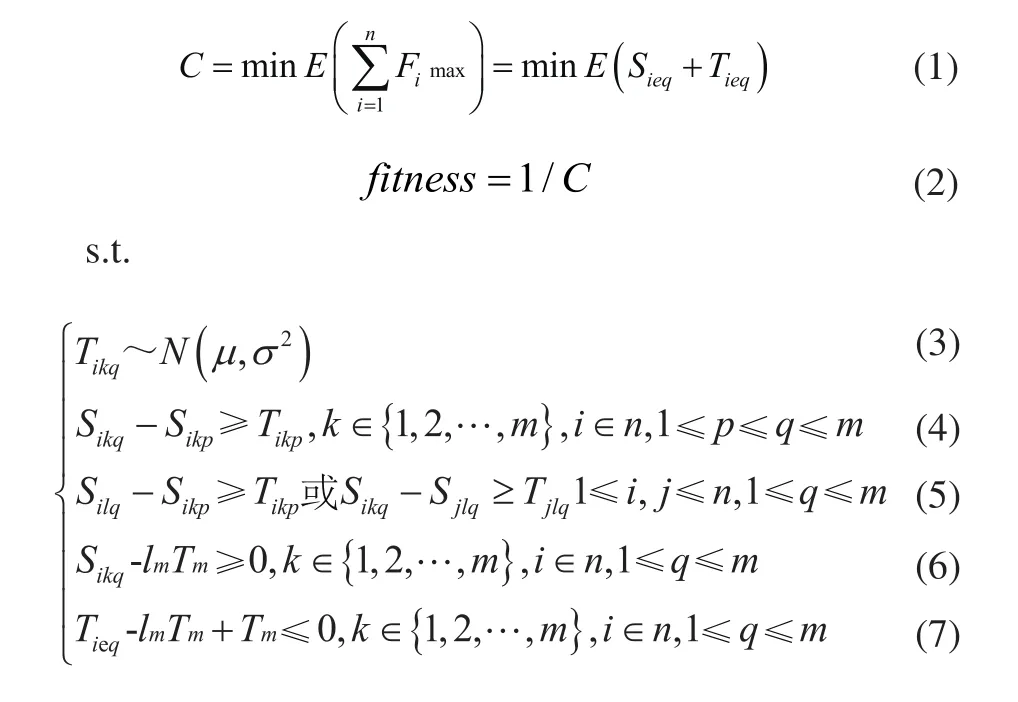
式(3)表示所有工序的加工時間服從正態(tài)分布;式(4)表示機器上加工工件要符合工藝約束,且不同機器不能同時加工同一工序;式(5)表示加工要符合設(shè)備約束,且兩個工件不能在同一機器上加工;式(6)表示工件Ji的第k道工序在機器Mq上的開始時間,在第lm個預(yù)防性維護(hù)之后開始;式(7)表示工件Ji的第k道工序在機器Mq上的完工時間在第lm個預(yù)防性維護(hù)之前結(jié)束。
此模型中,工序加工時間為已知均值和方差,符合正態(tài)分布的隨機變量,工序總的完工時間是隨機值;雖然已知每個工件本身的加工工序,但是在機器上的加工順序是未知的;雖然機器的預(yù)防性維護(hù)周期的長度是一定的,但是工件加工時所經(jīng)歷的預(yù)防性維護(hù)周期的個數(shù)卻是不同的。基于上述幾個不確定的條件,在滿足工序的約束條件的基礎(chǔ)上,根據(jù)模型來確定最終的最優(yōu)的聯(lián)合優(yōu)化調(diào)度方案。
2 基于改進(jìn)遺傳算法的模型求解
由于本文考慮了加工時間的不確定性和機器的周期性維護(hù)這兩個影響生產(chǎn)加工的因素,傳統(tǒng)的二進(jìn)制編碼的遺傳算法已經(jīng)不能很好的解決本加工車間調(diào)度問題[10],因此本文綜合考慮了隨機加工時間和機器的預(yù)防性維護(hù)周期的車間調(diào)度的特點,對傳統(tǒng)的遺傳算法的編碼方式進(jìn)行改進(jìn),設(shè)計了多層編碼的編碼方式。提出加工時間服從正態(tài)分布、最大完成時間的期望值作為目標(biāo)函數(shù)的車間調(diào)度問題,加工時間的函數(shù)表達(dá)式為:
具體算法的求解實現(xiàn)過程如下:
步驟1:個體采用多層整數(shù)編碼的編碼方式,每個個體表示整個車間全部工件的加工順序。初始化種群,加工工件數(shù)為n,每個工件的工序數(shù)為k,機器數(shù)為m加工時間服從均值為μ,方差為σ2的正態(tài)分布。如個體[2 3 4 1 2 1 3 4 2 1 3 3 2 2 1 3],該個體表達(dá)的是4個工件在3臺機器上的加工順序,前8位表示工件的加工順序依次是工件2、工件3、工件4、工件1、工件2、工件1、工件3、工件4,后8位表示加工機器,依次為機器2、機器1、機器3、機器3、機器2、機器2、機器1、機器3。
步驟2:根據(jù)目標(biāo)函數(shù)及約束條件計算個體的適應(yīng)度值,適應(yīng)度值為全部工件的完工時間,適應(yīng)度值函數(shù)為:

步驟3:本文采用的是用隨機數(shù)比較的輪盤賭法,按照一定的選擇概率選擇適應(yīng)度值較好的個體,個體每次被選中的概率為:
p(i)表示個體i在每次選擇中被選中的概率。
步驟4:為了使交叉后產(chǎn)生很好的個體,且避免交叉后產(chǎn)生非法解,本文采用一種基于海明距離的方法[11],對個體進(jìn)行交叉操作,從而推動種群向前進(jìn)化。交叉后可能存在某些工件的工序多余,某些工件的工序缺失,這時就要對工序按照交叉前個體的操作機器來調(diào)整個體的加工機器,將交叉后有問題的個體調(diào)整成合理的個體。
步驟5:變異操作,首先從進(jìn)行過交叉操作的種群中隨機選取將要進(jìn)行變異的個體,然后在此個體上隨機的選擇兩個變異位置,最后把個體中兩個位置上的加工工序以及對應(yīng)的加工機器序號對換,就得到新的個體。
步驟6:判斷算法是否結(jié)束。若滿足約束條件,算法結(jié)束,輸出車間調(diào)度的甘特圖;若不滿足,返回步驟2。
通過上述對改進(jìn)遺傳算法的描述,可以得到改進(jìn)遺傳算法的流程圖,如圖1所示。
3 實例分析
為了有效的評價本文提出的聯(lián)合優(yōu)化模型和多層編碼的遺傳算法,進(jìn)行如下的實驗設(shè)計:工件數(shù)n=4,每個工件有4道工序,機器數(shù)m=4,預(yù)防性維護(hù)周期Tm=15,種群數(shù)目N=50,最大迭代次數(shù)即遺傳代數(shù)為100,交叉概率為0.7,變異概率為0.5。表1為每道工序的加工時間對應(yīng)的均值矩陣,表2為每道工序的加工時間對應(yīng)的方差矩陣,表3為工序所對應(yīng)機器的機器矩陣。
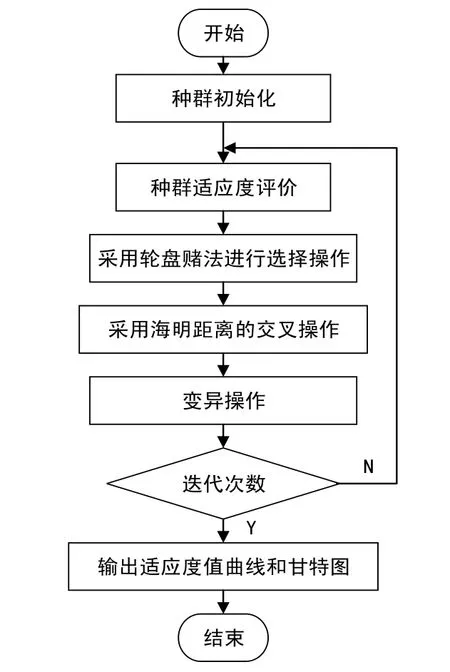
圖1 改進(jìn)遺傳算法流程圖
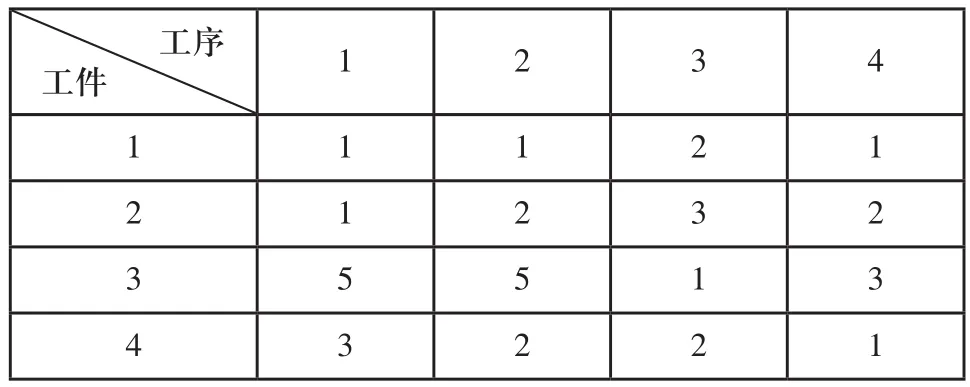
表1 工序加工時間的均值矩陣

表2 工序加工時間的方差矩陣
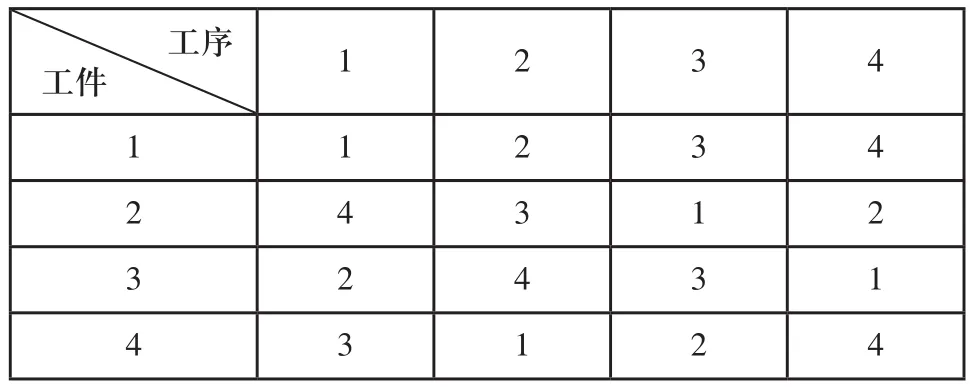
表3 工序所對應(yīng)的加工機器矩陣
【】【】
算法的搜索過程如圖2所示。
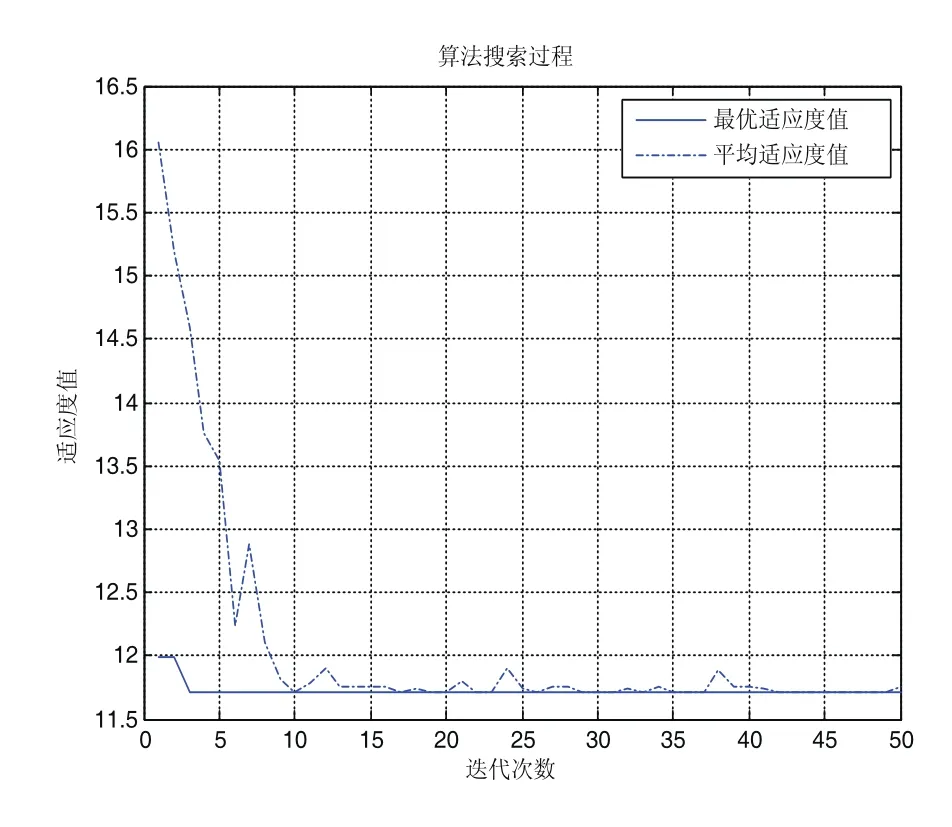
圖2 算法搜索過程
由圖2可以看出,最優(yōu)適應(yīng)值在最初的時候保持在12,經(jīng)過3次迭代之后最優(yōu)適應(yīng)度值保持在11.7。平均適應(yīng)度值從初始的無窮大經(jīng)過迭代一直在降低,經(jīng)過6次迭代之后出現(xiàn)明顯的波動,當(dāng)?shù)?0次之后平均適應(yīng)度值大約等于最優(yōu)適應(yīng)度值。從圖2中可以明顯的得出此算法經(jīng)過幾次迭代就可以得到最優(yōu)的車間調(diào)度方案,說明應(yīng)用此算法可以有效的解決此聯(lián)合優(yōu)化模型問題。
雖然本文中考慮了設(shè)備周期性維護(hù)的時間,但是與文獻(xiàn)[1]相比,算法搜索在尋優(yōu)過程中需要的迭代次數(shù)遠(yuǎn)遠(yuǎn)少于文獻(xiàn)[1]中的迭代次數(shù),說明多層編碼的遺傳算法對解決車間調(diào)度問題具有更好的尋優(yōu)效果。而且本文中考慮了設(shè)備的周期性維護(hù)時間,更加符合現(xiàn)代工業(yè)生產(chǎn)中車間調(diào)度的實際情況。
上述實例驗證了本文中聯(lián)合優(yōu)化模型的合理性,也驗證了基于多層編碼的遺傳算法對于解決考慮機器預(yù)防性維護(hù)周期的加工時間服從正態(tài)分布的不確定加工車間調(diào)度問題有效性和實用性。
4 結(jié)論
本文考慮到加工車間調(diào)度的實際情況,將不確定加工時間和機器的預(yù)防性維護(hù)周期考慮到車間調(diào)度問題中。由于機器加工時間的隨機性,提出一種考慮服從正態(tài)分布的隨機加工時間和機器預(yù)防性維護(hù)周期的聯(lián)合優(yōu)化的加工車間調(diào)度模型,該模型以最大完工時間的期望最小為目標(biāo)函數(shù),利用基于多層編碼的遺傳算法對該問題進(jìn)行求解。通過實例驗證了模型的合理性以及算法的有效性。
[1]張思源,陸志強,崔維偉.考慮設(shè)備周期性維護(hù)的流水車間生產(chǎn)調(diào)度優(yōu)化算法[J].計算機集成制造系統(tǒng),2014,(06):1379.
[2]朱顥,唐萬生.加工時間為連續(xù)隨機變量的JobShop調(diào)度問題[J].系統(tǒng)工程與電子技術(shù).2007, 29(005):759.
[3]Wu X, Zhou X.Stochastic scheduling to minimize expected maximum lateness[J].European Journal of Operational Research,2008,190(1):103.
[4]Gu J, Gu M, Cao C, et al. A novel competitive co-evolutionary quantum genetic algo-rithm for stochastic job shop scheduling problem[J].Computers & Operations Research,2010,37(5):927.
[5]Khelifati S L,Benbouzid S F. A multi-Agent scheduling approach for the joint scheduling of jobs and maintenance operations in the Flow Shop sequencing problem[J].Lecture Notes in Computer Science,2011,6923:60.
[6]Aggoune R,Pormann M C. Flow shop scheduling problem with a limited machine availability: a heuristic approach[J].International Journal of Production Economics,2006,99(1/2):4.
[7]Choi B C,Lee K,et al. Flow shops with machine maintenance:ordered and proportionate cases[J].International Journal of Production Research,2010,207(1):97.
[8]邵健一,周炳海.基于CCR的串行生產(chǎn)系統(tǒng)機會維護(hù)建模方法[J].計算機集成制造系統(tǒng),2013,19(5):1051.
[9]周炳海,蔣舒宇.集成生產(chǎn)與預(yù)防性維護(hù)的流水車間調(diào)度算法[J].大連海事大學(xué)學(xué)報,2007,33(3):32.
[10]趙詩奎.基于新型鄰域結(jié)構(gòu)的混合算法求解作業(yè)車間調(diào)度[J].機械工程學(xué)報,2016,(09):141.
[11]鄒澤樺,曾九孫,蔡晉輝.改進(jìn)遺傳算法求解柔性作業(yè)車間調(diào)度問題[J].計算機測量與控制,2017,(04):167.
