低溫泵送黏度測試影響因素及應對措施
2018-03-12 00:39:04朱寶利董小惠
潤滑油 2018年1期
關鍵詞:影響
朱寶利,董小惠
(中國石化潤滑油有限公司鄭州分公司,河南 鄭州450001)
0 引言
低溫泵送黏度是內燃機油低溫性能中的一個重要指標,它與發動機低溫時邊界泵送故障之間有良好的對應性;其結果好壞,將直接影響產品使用性能,決定產品質量好壞,是實驗室重點控制指標之一。
中國石化潤滑油有限公司鄭州分公司(以下簡稱“鄭州分公司”)曾先后兩次參加ASTM組織的內燃機油比對,一次結果為“有問題”,另一次結果為“滿意”,見表1,其中“滿意”的結果采用了非常規的操作方式,兩次比對影響了檢驗人員對該項目測試的信心。為了提高結果的準確性,增強人員信心,本文結合鄭州分公司實際情況,對低溫泵送黏度測試中的影響因素進行分析,并制定了應對措施,最終提高了測試的準確度。
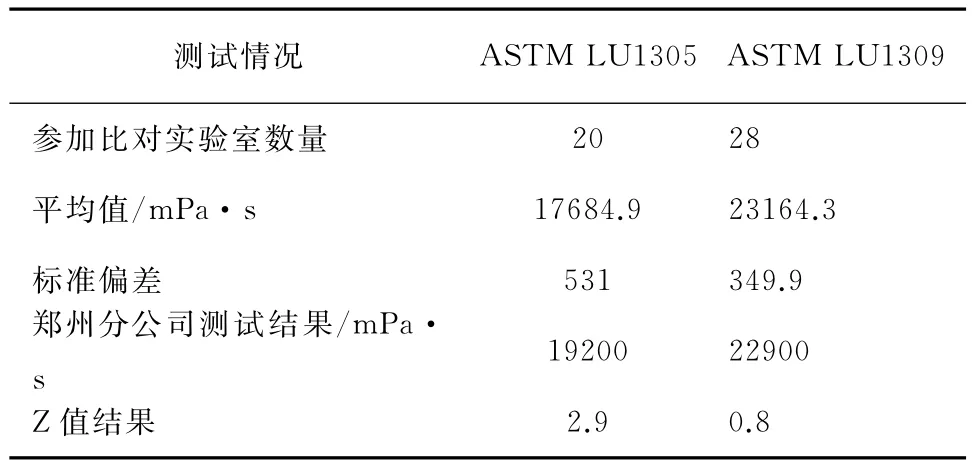
表1 ASTM低溫泵送黏度比對結果
1 試驗部分
1.1 試驗儀器
CMRV4500F小型旋轉黏度計(具有9個黏度測試槽);美國凱能公司制造。
1.2 試驗材料
標準油:N105B,30000mPa·s@-20℃。
試驗樣品:鄭州分公司生產樣品。
1.3 測試過程
采用NB/SH/T 0562-2013《低溫下發動機油屈服應力和表觀黏度測定法》方法B[1]。
日常測試中,選用儀器9個黏度測試槽中的任意兩個裝入試驗樣品,將試驗油品升溫并在80℃下恒溫,然后在程序控制的冷卻速率下冷卻至少45h,最終達到試驗溫度。首先給轉子逐漸施加一個較低的扭矩直至開始旋轉,測定試驗油的屈服應力;然后施加一個較高的扭矩(剪切應力525Pa、剪切速率0.4~15s),測定試驗油的表觀黏度,取兩個測試槽低溫泵送表觀黏度平均值為最終結果。
本文采用9個黏度槽對同一個樣品測試的方式取得數據,進行相關評價。
2 原因分析
2.1 黏度測試槽清洗影響
黏度測試槽上部為圓筒狀,底部為錐形狀,本身就不易清洗,并且廠家只推薦通過溶劑沖洗方式清洗,因此測試槽存在清洗不干凈的風險,且清洗干凈與否也只能通過從頂部觀察進行判斷。
安排不同試驗人員對已清洗的測試槽進行判斷,見表2。試驗表明清洗本身存在風險,檢驗人員對槽是否清洗干凈判斷上存在差異。
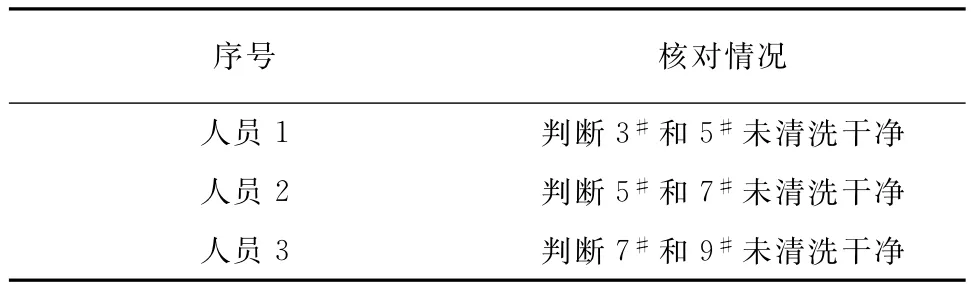
表2 不同人員對測試槽清洗狀況判斷
如測試槽清洗不干凈會造成溶劑油或樣品殘余,將直接影響測試結果,其影響大小取決于殘余量和殘油品種;當儀器處于校準狀態時,將影響校準常數,進而產生系統誤差,是影響測試的一個重要因素。
2.2 測試線影響
標準中僅規定測試線的典型尺寸“細線半徑0.1mm”,其他未作要求。結合測試時會有不同直徑的測試線同時使用的情況,安排了-20℃下不同直徑測試線對N105B的試驗,見表3和-20℃下校準和測試使用不同直徑的線試驗,見表4。
試驗表明,同一種油使用不同直徑線會影響測試時間,線徑越大,測試時間越短,反之測試時間越長;日常測試使用的線直徑比校準時細,所得低溫泵送黏度結果比真實值大,反之偏小。此是影響測試的重要因素。

表3 -20℃下不同直徑測試線對N105B的測試結果(測試油品N105B,30000mPa.s@-20℃)

表4 -20℃下校準和測試使用不同直徑線測試結果(測試油品N105B,30000mPa.s@-20℃)
2.3 校準影響
低溫泵送黏度是測試時間和校準常數的乘積,校準常數是通過在每個槽內按固定校準程序測試標準油所得,是校準過程取得的一個重要參數。
按照NB/SH/T 0562-2013方法B規定,校準常數取得僅進行一次測試,最終按照“任一測試槽的校準常數高于或低于其他槽的平均值的10%為異常”進行判斷。由于異常判斷過于寬泛,當遇到測試錯誤、測試槽未清洗干凈等干擾因素時,不易被識別,導致測試結果偏離。
為規避此問題,參考 NB/SH/T 0562-2013方法A中的校準要求“每個測試槽要校準兩次,且兩次均使用新的校準油,每次測試前均要清洗儀器,如果每個測試槽連續兩次校準常數之差小于平均值的4%,可以將兩者平均,大于此值重新清洗進行測試,如任何一個測試槽的校準常數與所有測試槽的平均校準常數的偏離大于4%,則判讀此測試槽有問題應重新校準確認”,安排了按方法B校準后的試驗(見表5)和按方法A校準后的試驗(見表6)。
試驗表明同一樣品按照方法A校準后測試結果變異系數優于方法B,測試精度得到提高,但從最終結果可以看出其影響有限,非重要因素。

表5 按方法B校準后分析結果

表6 按方法A校準后分析結果
2.4 轉子誤用影響
CMRV4500F小型旋轉黏度計共有9個測試槽(相當于定子),配置9個轉子(可取出清洗),轉子和測試槽在校準狀態和測試狀態均應保持一一對應,如混用會影響校準常數,造成測試結果偏移。
經核對公司現有轉子、測試槽上均標識了對應的號碼,正常操作應不會存在問題。
2.5 測試砝碼質量影響
標準中砝碼質量規定為“(150±1.0)g”,砝碼質量同剪切應力、低溫泵送黏度是正比關系,其值如發生變化將對測試結果產生影響。
經對不同時間段砝碼質量的監控,可以看出砝碼質量波動在0.1g范圍內,可以滿足標準的要求,此影響應不是主要原因,見表7。
雖該因素不是主要原因,但其使用過程中依然存在非正常磨損的潛在風險,所以應加強日常監控及時發現問題。
2.6 溫度影響
溫度會對低溫泵送黏度造成影響,本試驗是從降溫速率和溫度準確度兩方面影響測試。
降溫速率。低溫泵送黏度有固定的降溫曲線,當其不滿足標準時會影響結果,標準中也有“溫度分布表存在偏差,可能引起錯誤的試驗結果”說明。CMRV4500F小型旋轉黏度計在程序設置上對不符合要求的降溫曲線具有自動報警的功能,可有效規避此情況的發生。
溫度準確度。儀器顯示溫度為傳感器表征值,其準確度通過水銀溫度計對-40~80℃之間11個溫度點校準進行控制,統計了近幾年傳感器修正值數據,見表8。從數據中可以看出,近幾年傳感器波動均可滿足允差的要求,說明操作符合標準要求,這個影響不是主要因素。因傳感器存在本身老化造成溫度漂移的風險,所以應加強日常監控及時發現問題。

表8 近幾年傳感器修正值清單
3 措施
(1)修訂《分析儀器操作規程》,規范測試槽清洗和判斷、測試線使用。
對測試槽清洗和判斷,規定“測試槽清洗(帶油樣)操作。進入清洗程序恒溫階段10min后,再進行溶劑清洗,至少保持4次溶劑油的清洗,每次清洗應保持滿槽操作;
清洗后觀察。清洗完成后使用專門的聚光光源觀察槽內部情況,應至少通過兩個不同方向對底部觀察,確認是否清洗干凈,如發現未清洗干凈應重新進行清洗和觀察步驟。”
測試線使用,規定“所有測試槽使用統一直徑測試線;測試線塑料環上標識對應的槽號,對號使用;測試線最長使用期限為一年,更換后要重新進行校準”。
(2)修改《分析儀器校準規程》,按照標準中方法A的要求取得校準常數。
(3)修改《分析儀器期間核查規程》,加強對測試砝碼質量、溫度的監控。
測試砝碼質量監控,規定“測試砝碼每三個月進行一次核查,應控制在日常校準值±0.1g范圍,如超出此范圍應查找原因,并對以往數據進行追溯處理”。溫度監控,規定“傳感器溫度點每三個月進行一次核查,應保證核查時每個溫度點連續兩個修正值的變化滿足允差要求,如超出此范圍應查找原因,并對以往數據進行追溯處理”。
4 效果驗證
4.1 實驗室內部驗證
對兩個ASTM樣品重新測試,引用ASTM統計數據“ASTM統計平均值”和“ASTM標準偏差”進行Z值計算,見表9。
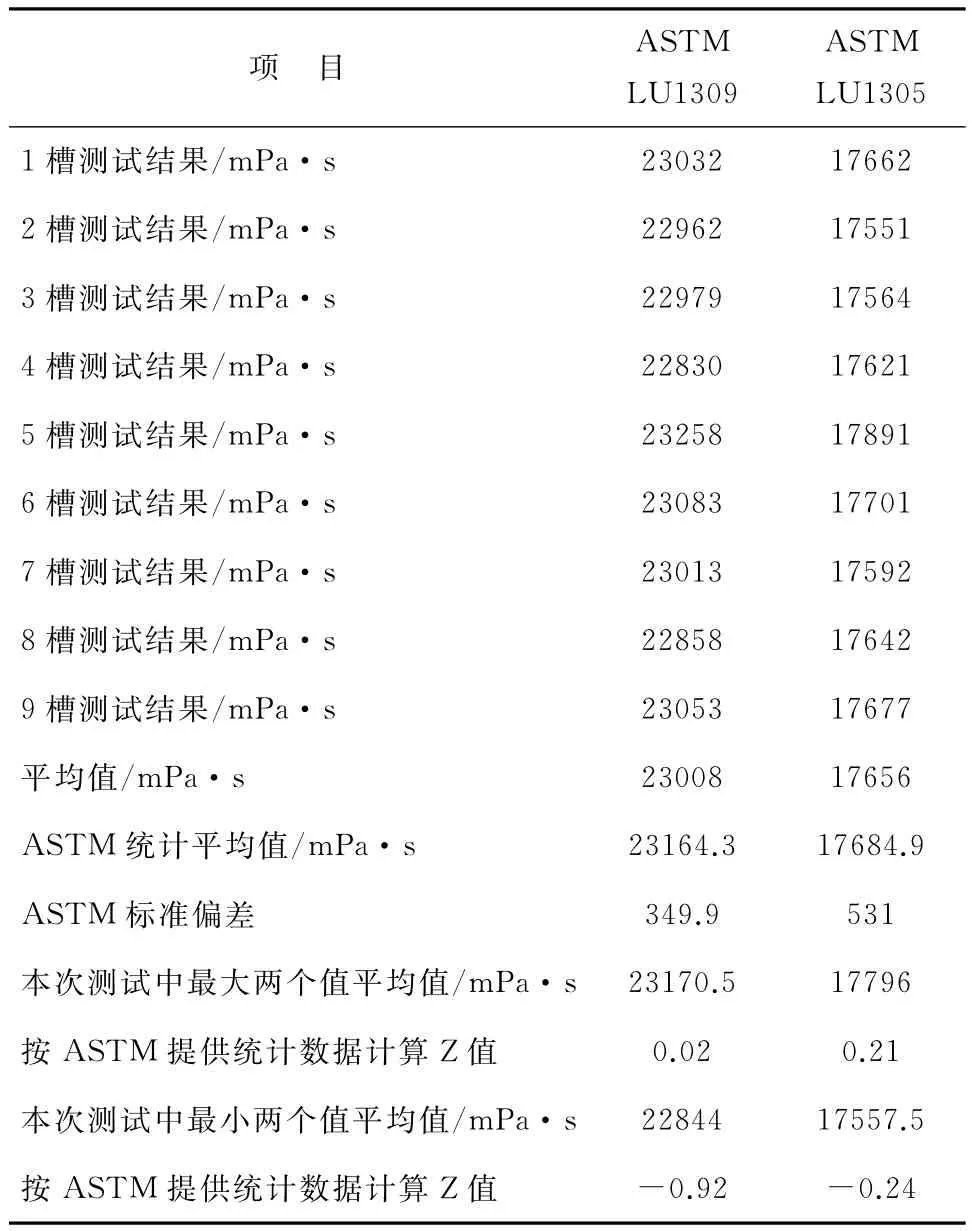
表9 低溫泵送黏度測試結果
為與日常測試保持一致,對9槽中任意兩槽測試結果均進行評價,從評價結果可以看出,樣品ASTM LU1305和ASTM LU1309的Z值評價結果均小于1,為“結果滿意”。
4.2 實驗室間比對
2016年9月,鄭州分公司參加ASTM比對,Z值結果為-0.25,結果滿意,見表10。

表10 ASTM低溫泵送黏度比對結果
5 結論與建議
(1)測試槽清洗、測試線選用對低溫泵送黏度測試影響大。測試槽清洗影響取決于殘余量和殘油品種,如發生在校準狀態,將對測試產生系統誤差;測試線影響取決于校準和測試時使用線徑的差異,差異越大,對結果影響越大。
(2)校準對低溫泵送黏度測試有一定影響,方法A比方法B有更好的精密度,可通過使用方法A提高測試準確度。
(3)轉子誤用、測試砝碼質量、溫度雖然不是本次分析的主要原因,但其對低溫泵送黏度測試具有潛在風險,也需要引起測試人員注意,加強日常的標識和期間核查。
(4)通過以上措施的實施,提高了低溫泵送黏度測試準確度,增強了檢驗人員的信心。
[1]NB/SH/T 0562-2013《低溫下發動機油屈服應力和表觀黏度測定法》[S].
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
