核電主管道奧氏體不銹鋼焊縫的相控陣超聲檢測
2018-03-07 02:39:16,,,2,
無損檢測 2018年2期
,, ,2,
(1.北京市核建恒信檢測技術有限公司,北京 101300;2.中國核工業二三建設有限公司,北京 101300)
大厚度不銹鋼管道是壓水堆型核反應堆管道安裝焊接中最重要的部分,其材料屬于Cr-Ni奧氏體不銹鋼。該材料導熱性較差,線膨脹系數較大,在焊接過程中會產生較大的焊接應力,如果焊接材料或焊接工藝選擇不當,會產生晶間腐蝕和熱裂紋等缺陷,影響焊縫的質量。且奧氏體焊縫具有柱狀晶組織、晶粒粗大,且超聲波在焊縫中傳播時,會受到其晶粒直徑和柱狀晶組織具有的彈性各向異性的嚴重影響,而發生聲速變化、散射衰減增大及波束偏移的情況[1-5],對其采用一般碳鋼和低合金鋼所用的超聲方法進行檢測,效果不佳。
從20世紀70年代起,國內外研究人員對奧氏體不銹鋼焊縫超聲檢測進行了大量試驗研究[6-9],歐、美、日等國較早開展了相關研究,并于2004年發布了有關奧氏體不銹鋼和鎳基合金焊縫超聲檢測方法的最新標準[10]。國內對奧氏體不銹鋼焊縫超聲檢測的研究相對較晚一些。1985年,余菊生[11]對20 mm和50 mm厚的304奧氏體不銹鋼焊縫進行超聲檢測,得出2 MHz探頭在熔合區的聲波能量衰減小于5 MHz探頭檢測時的能量衰減,縱波斜射檢測一般不用二次波反射法進行檢測的結論。隨后張家駿總結了國內外奧氏體不銹鋼焊縫超聲檢測有關的經驗,也得到了系列的相關結論。1992年,曹發美等[12]采用60°折射角的窄脈沖縱波斜探頭對含9%Ni的奧氏體不銹鋼焊縫進行檢測,取得了很好的效果。1994年,晏榮明等[5]分別采用不同參數(探頭頻率、折射角、直徑)的探頭對奧氏體不銹鋼焊縫試塊進行檢測。2001年,康紀黔[13]等發表了《奧氏體不銹鋼焊縫超聲波檢驗規程》,這是目前國內比較完整的介紹奧氏體不銹鋼對接焊縫超聲檢測的規程。檢測標準JB/T 4730-2005中的《奧氏體不銹鋼對接焊縫超聲檢測和質量分級》也提出了一些奧氏體不銹鋼焊縫對接接頭檢測的通用技術要求[14],如采用縱波檢測、低頻檢測,采用寬頻帶窄脈沖探頭來提高信噪比,采用聚焦探頭進行檢測,采用多種頻率法檢測等。
近年來,信號處理技術常用來增強信噪比,提取缺陷散射信息。但由于奧氏體不銹鋼材料產生的噪聲具有高度的相干性,常用的信號處理技術對之收效甚微。由于上述原因,目前的檢測標準和技術條件中對此類奧氏體不銹鋼焊縫的檢測,一般只要求進行射線檢測和滲透檢測(包括分層滲透檢測)。但是由于核反應堆主回路管道直徑在828~976 mm間,壁厚在66~96 mm間時采用γ射線檢測的效果不佳,而射線檢測技術對體積類缺陷檢出率高,對于危害性很大的裂紋型缺陷并不敏感,很容易發生漏檢而給核工程的安全運行帶來較大的隱患。
相控陣超聲檢測技術的出現為解決核電主管道奧氏體不銹鋼焊縫檢測提供了新思路,其主要有以下特點:① 可用計算機軟件控制聲束角度、聚焦距離和焦點尺寸;② 可用單個小型的電控多元探頭在同一位置作多角度檢測;③ 可對復雜的幾何形狀進行檢測,機動、靈活性較大;④ 配置機械夾具, 可對整個試件作高速、全面掃查;⑤ 采用計算機采集信號和處理數據,實現了超聲檢測的圖像化,數據可存儲及離線分析。2002年,美國電力研究所嘗試采用相控陣超聲波技術檢測壓水堆(PWR)主冷卻管道上的焊縫,發現可以大大縮短檢查時間,從而降低工作人員的受照量并節省開支。即使是對很難接觸到的焊縫(例如反應堆壓力容器封頭的熔透焊縫),該技術也能夠以一次掃描動作完成,但檢測精度和可靠性仍有待于進一步提高。筆者采取理論研究、分析計算、數值模擬以及超聲相控陣檢測、射線檢測等多種手段相結合的方式,制定核工程奧氏體不銹鋼焊縫相控陣超聲檢測工藝,在厚壁奧氏體不銹鋼焊縫建模及超聲檢測數值模擬、相控陣超聲檢測方法及現場檢測應用等方面取得突破。
1 奧氏體不銹鋼母材及焊縫的微觀組織和聲學響應
為了研究奧氏體晶粒對超聲波傳播特征的影響,對奧氏體不銹鋼焊縫的微觀組織進行了分析。通過對焊縫組織結構建模專用試塊進行金相顯微觀察,利用聲學參量測量等方法對奧氏體不銹鋼試樣進行了研究,從而為焊縫物理建模及后續的超聲檢測數值模擬提供依據。以奧氏體不銹鋼試塊PA-SA-6、PA-SA-7的宏觀組織為例(見圖1,2)進行分析。從圖1可以看出,焊縫與母材的組織存在明顯差異。焊縫區域為排列緊密的柱狀晶組織,且不同區域的柱狀晶方向有所差別;母材組織晶粒相對細小,但各處并不均勻,在焊縫右側可以看出明顯的分層現象。從圖2可以看出:左側母材(①,③,⑤小圖)中鐵素體呈網狀分布,右側母材(②,④,⑥小圖)中鐵素體則呈長粒狀,且分布較為離散。這種微觀組織的顯著差異,會影響超聲波在其中的傳播特性及檢測效果。
對奧氏體不銹鋼試塊(PA-SA-1和PA-SA-2)不同位置的縱波速度測試表明,試塊中聲速在5 000~6 000 m·s-1之間波動,如圖3所示(圖中的采點表示一條線中的相對采點位置,無單位)。
圖4為同一個試塊(PA-SA-1)上兩個測試位置的超聲回波信號及其幅度譜情況。由圖4可看出,回波信號中均出現了明顯的“草狀回波”,表明材料內部晶粒組織粗大,散射衰減嚴重。

圖1 奧氏體不銹鋼試塊(PA-SA-6)宏觀組織照片

圖2 奧氏體不銹鋼試塊(PA-SA-7)焊縫及兩端母材的金相組織

圖3 試塊不同位置的超聲縱波聲速
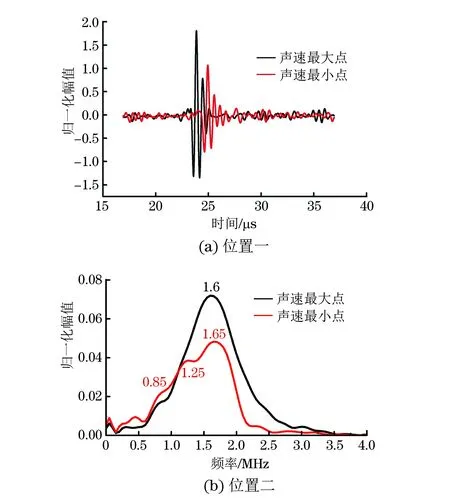
圖4 PA-SA-1試塊不同位置超聲波回波信號及其幅度譜
2 奧氏體不銹鋼焊縫相控陣超聲檢測方法
文章設計制作了厚壁CCASS焊縫超聲檢測試塊共15塊;根據CCASS焊縫超聲波傳播規律及超聲散射衰減機理,將數值模擬和超聲測試、射線檢測及解剖驗證相結合,研究CCASS焊縫中超聲波聲束聚焦、偏轉、形成等原理,并對相控陣超聲探頭參數、聚焦法則參數、超聲參數進行了設置及優化,提高了缺陷檢測信噪比,最終確定了核電站厚壁CCASS焊縫相控陣超聲檢測方法及工藝,在多種成像方式、最大檢測厚度、檢測信噪比、缺陷檢出率及缺陷長度定量等方面均取得突破,最大檢測厚度可達110 mm。
2.1 相控陣超聲設置參數優化
相控陣超聲檢測儀器的超聲參數設置對檢測空間分辨率和對比度分辨率有重要影響,明確各個參數對檢測效果的影響規律,并給出各參數的優化原則和優化方法,對奧氏體不銹鋼焊縫超聲檢測研究具有重要意義。相控陣超聲設置參數包括:通道增益、脈沖寬度、帶通濾波、采樣頻率、平滑化、平均化、脈沖重復頻率、采樣位數、時基模式、電壓等。圖5為脈沖寬度從100 ns到1 000 ns變化時的扇形掃查圖,可以看出過小或者過大的脈沖寬度檢測效果都不是很好,實際檢測中應選取合適的脈沖寬度。
圖6為半聲程聚焦模式下的脈沖寬度-回波幅值-信噪比曲線,可以看出,隨著脈沖寬度的變化,目標孔的回波幅值先增后減,在450~500 ns左右存在一個最大值,噪聲幅值也呈現相同的規律。因此,實際檢測中,應使脈沖寬度調整到陣列探頭主頻周期的一半左右,這樣既能保證回波的幅值,同時信噪比也能達到要求。

圖5 不同脈沖寬度值對應φ3 mm邊鉆孔的扇掃圖

圖6 半聲程聚焦模式下的脈沖寬度-回波幅值-信噪比曲線
2.2 相控陣超聲聚焦參數優化
相控陣超聲檢測聚焦參數主要包括聚焦類型、焦距、探頭類型等。文章僅以焦點深度為例進行敘述。圖7為不同真實深度聚焦距離對深度為48 mm的邊鉆孔的檢測效果,可以看出在真實深度聚焦條件下,應適當調小聚焦距離以滿足實際檢測要求。

圖7 不同真實深度聚焦距離對深度為48 mm的邊鉆孔的檢測效果
圖8是不同真實深度聚焦焦距F時,檢測距上表面48 mm、直徑3 mm的邊鉆孔時的扇掃圖。由缺陷的扇掃結果可知,聚焦位置與檢測位置相同時,成像結果得到明顯優化。

圖8 不同真實深度聚焦焦距F時,深度為48 mm的邊鉆孔的扇掃圖
3 核電站主管道焊縫相控陣超聲檢測技術應用
根據奧氏體不銹鋼焊縫相控陣超聲檢測和射線檢測的對比結果,對相控陣超聲檢測的可靠性、檢測技術及精度等進行了研究,分析了影響檢測質量及可靠性的因素,規范了核電廠主管道焊縫相控陣超聲檢測的實施過程和驗收準則,包括人員資格、超聲波檢測設備、檢測技術參數、過程控制、記錄準則及驗收準則和檢測報告等。目前該技術已成功應用于核電站主管道焊縫的現場檢測中,提高了檢測的質量和效率,對確保核電站的安全運行具有重要意義。
4 結論
(1) 奧氏體不銹鋼焊縫晶粒粗大,且柱狀晶與等軸晶混雜,這種微觀組織的顯著差異,顯著地影響了超聲波在其中的傳播特性及檢測效果。試樣中聲速在5 000~6 000 m·s-1間波動,回波信號中出現明顯的“草狀回波”。試驗通過確定彈性各向異性介質彈性常數等方法,使奧氏體不銹鋼超聲檢測數值模擬結果與實際數據吻合良好。
(2) 通過對超聲設置參數和聚焦參數的優化發現,當脈沖寬度在陣列探頭主頻周期的一半左右時,既能保證回波的幅值,又能滿足信噪比要求。在真實深度聚焦條件下,應適當調小聚焦距離以滿足實際檢測要求,且聚焦位置與檢測位置相同時,成像質量得到明顯優化。
(3) 試驗成果已成功應用于核電站主管道焊縫的超聲檢測工作中,開創了我國核電建造關鍵路徑采用具有世界先進水平的超聲成像檢測技術的先河。
[1] 林莉,楊平華,張東輝,等. 厚壁鑄造奧氏體不銹鋼管道焊縫超聲相控陣檢測技術概述[J]. 機械工程學報,2012,48(4):12-20.
[2] 李衍,馮兆國. 不銹鋼焊縫的超聲檢測——現狀與進展[J]. 無損探傷,2005,29(3):1-6.
[3] 趙歲花,林莉,張東輝,等. 壓水堆核電站主管道CCASS焊縫聲學性能數值計算[J]. 無損探傷,2011,35(4):11-14.
[4] 鄭中興. 奧氏體不銹鋼焊縫的超聲探傷方法[J]. 無損探傷,2005,29(4):12-16.
[5] 晏榮明,李生田. 大厚度奧氏體焊縫超聲波探傷的研究[J]. 無損探傷,1994,18(4):6-11.
[6] RAFAEL M,SYLVAIN V. On qualification of TOFD technique for austenitic stainless steel welds inspection[C]∥9thECNDT.Berlin:[s.n.],2006.
[7] CHEN Y B. Development of ultrasonic transducer testing austenitic stainless steel weld[C]∥17thWorld Conference on Nondestructive Testing.Shanghai:[s.n.],2008.
[8] CORSEPIOS H W. 奧氏體焊縫的超聲波檢驗[J]. 無損探傷,1996,20(2):26-33.
[9] 顧炳忠. 奧氏體不銹鋼焊縫的二維距離-波幅曲線檢測方法[J]. 無損探傷,2010,34(7):551-552.
[10] 王偉波. 奧氏體焊縫超聲探傷用窄脈沖探頭技術研究[D]. 哈爾濱:機械科學研究總院,2008.
[11] 余菊生. 奧氏體不銹鋼焊縫的超聲波探傷[J]. 造船技術,1985(10):25-39.
[12] 曹發美,吳愛軍. 9%Ni鋼球罐奧氏體焊縫超聲波探傷[J]. 燕山油化,1992(1):6-48.
[13] 康紀黔,李家鰲. 奧氏體不銹鋼焊縫超聲波檢驗規程[J]. 無損檢測,2001,23(4):162-166.
[14] 黃輝,黃煥東. JB/T4730-2005標準下奧氏體不銹鋼對接焊縫超聲檢測的儀器調校探討[J]. 無損探傷,2009,33(5):45-46.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
