普洱茶(熟茶)精制加工與壓制過程控制因素分析
2018-03-07 06:55:38鄭際雄
中國茶葉 2018年1期
鄭際雄
云南中茶茶業公司,650200
一、普洱(熟茶)散茶精制
1.普洱(熟茶)散茶工藝流程
曬青茶后發酵:曬青毛茶—潮水—渥堆發酵—適時翻堆,解塊(3~6次)—攤涼干燥—起堆—篩分、風選、除雜、定級—普洱(熟茶)散茶(毛堆)。
后發酵是云南大葉種曬青茶在特定的環境條件下,經微生物、酶、濕熱、氧化等綜合作用,其內含物質發生一系列轉化,而形成普洱茶(熟茶)獨有品質特征的過程[1]。普洱(熟茶)散茶外形肥嫩緊實顯毫或肥大粗壯,色澤紅褐,陳香顯露或帶甜香、糯米香、桂圓香等。不得有霉味、酸餿味、煙味、漚味。滋味濃醇甘爽或醇和回甘,葉底紅褐肥嫩勻整為品質較佳;滋味淡薄,葉底老嫩混雜欠勻或粗老為次;酸澀、酸苦為劣變茶[2]。葉底手捏壓軟腐最次且不耐儲存,陳化后滋味變寡淡,失去普洱茶倉儲陳醇轉化及在一定時期內“越陳越香”的價值。
2.普洱(熟茶)毛茶的收儲管理
普洱(熟茶)毛茶按原料不同采制季節分為春茶、夏茶。以春茶發酵品質最佳,是高檔產品的主要原料。夏茶發酵的品質介于春秋之間,一般不單獨用作產品,由于性價比高,多拼配使用。秋茶內含物質低于春、夏茶且秋茶制作的熟茶除香氣較高揚外,同比無優勢,一般不生產普洱(熟茶)茶。
因此,各批次入庫的毛茶須按產地、供應商、生產季節,發酵度等進行編碼、建立審評記錄,對各個原料品質做到“心中有數”。普洱(熟茶)毛堆茶入庫前采用振動篩篩制,確定各篩號茶比例并按可做出的主級別茶來命名并歸堆。比如,五級茶為主的毛堆茶按五級歸堆驗收。結合加工取料的要求,入倉庫儲存,為拼配付制打好基礎。
3.普洱(熟茶)毛茶的拼配方法
拼配,就是指通過評茶師的感官經驗和拼配技術把具有一定共性而形質不一的產品,拼合在一起的作業[3]。“揚長避短、顯優隱次、高低平衡、成本可控”的原則貫穿整個拼配的始終,以保持產品品質穩定,控制成本,最大限度發揮原料的經濟價值。拼配過程中如何使品質要素、消費者需求及銷售收入、獲利訴求的結合達到最佳,是拼配技術的關鍵也是企業的核心競爭力之一。
不同產地、季節的原料品質各有特點,源于內含物質組分的差異性[4],外形好內質差的毛茶可與外形差內質好的毛茶拼和付制,取長補短。此外,發酵程度的掌握多憑“發酵師”的經驗,尚屬于“看茶做茶”,缺乏標準化操作,形成的品質差異主要表現在內質方面,拼和可顯優隱次使內質上互相調劑。
4.普洱(熟茶)散茶精制加工流程
傳統普洱熟茶多銷往港澳地區,形條索粗壯肥大,完整,精制加工方法比較簡單,6、7、8級以1.5cm篩孔,9~10級以2cm篩孔平圓篩撩頭,本身茶0.2cm平圓篩割腳對樣加工即可,銷往港澳地區的散茶最高級別為六級。隨著普洱茶消費市場的擴大,更高級別、更好品質的普洱茶需求大增。目前各茶廠的原料、設備、篩路及篩網組合不一,甚至同級不同質,而且自1991年后普洱茶精制加工規范未經重新修正。因此,對普洱熟茶精制加工工藝進行改進和規范有著現實意義。
普洱茶(熟茶)的精制與其他茶類的精制有很多不同。首先,為保證普洱茶(熟茶)發酵程度相對均勻,使用的是同級別毛茶渥堆發酵,簡化了后續精制加工流程;其次,渥堆發酵過程中多次翻堆,解塊機解塊,茶條多次被不同程度切斷、理直,所以分篩時除茶頭外,不再切茶。
普洱茶(熟茶)精制機械聯裝生產線由毛分、滾切、抖篩、拼和、復篩、靜電除雜、風選、色選機調勻色澤、揀剔等聯機組成。按照成品茶品質要求分別進行取料、揀拼和小樣與標準樣(或加工基準樣)對樣審評合格后交付生產車間嚴格按所定級別工藝技術標準加工。工藝設定為單級付制,多級回收,機械設置為先圓后抖,以提高抖篩效率,抖得凈而且對鋒苗基本無影響也不影響剔除筋梗。對于以級別散茶或散茶小包裝形式銷售的產品必須精制分清級別以符合國標及標簽標識等質量安全標準。但是,有些茶廠的產品行銷市場多年、配方固定、品質穩定,也可根據產品配方按需精制,不分出具體級別以簡化后續的緊壓茶產品生產工藝,降低成本,提高原料使用效率。例如下關茶廠采取單級付制、單級回收、先抖后圓分出篩號茶(平圓篩組合4、5、7、9孔,4孔篩面為一號茶,9孔底為五號茶)經風選、揀剔后按成品配方分別拼和成面茶和芯茶,按比例壓制為規格成品[4]。
根據取料路徑的不同,一般分為本身路茶、長身路茶、圓身路茶、輕身路茶[4]。
(1)各路茶特征
①本身路茶:毛茶直接通過平面圓篩機、抖篩的較細嫩緊結長形茶部分,多芽毫,色澤褐潤。
②長身路茶:從本身路茶通過分篩、抖篩、撩篩的頭子茶(篩面茶),粗細基本符合標準,長度超標的部分。
③圓身路茶:長身路茶分篩撈頭,撩篩撩頭,緊門篩頭各種粗禿茶頭及頭子茶部分。
④輕身路茶:以上各路經風選扇出的輕質茶,即子口茶。
(2)各路茶加工工序
①本身路及長身路茶制法:長身路茶加工工序除開始及中間較本身路茶多一道切斷工序外,其他工序與本身路茶加工工序相同,合并總結如下:毛茶—毛分—分篩—緊門篩—撩篩—靜電除雜—風選—人工揀剔—歸堆定級。
②圓身路茶(篩頭)制法:茶坯—風選—切斷—緊門篩—分篩—撩篩—人工揀剔—歸堆定級。
③輕身路茶制法:茶坯—抖篩—風選—人工揀剔—歸堆定級。
“高級別茶粗取,低級別茶細取”即高級別茶分篩時篩號可比正常篩分放大0.5孔,可以提取更多的緊直條茶,提高制率。低級別茶分篩時篩號可比正常篩分收緊0.5~1.0孔,可使外形大小更均勻,生產中常用網組合見表1。
各篩號半成品(茶坯)的拼配方法:先選定基準茶(本身茶)然后依次拼入同篩號其他路茶的上中下段茶,對照標準樣符合后,結合復篩以緊門篩(比同級茶面張要求收緊0.5孔)使外形勻齊,同時根據級別不同選用12~18孔篩網抖去筋梗,后續工序處理成為成品。
二、普洱(熟茶)緊壓茶加工工藝
普洱(熟茶)緊壓茶加工工藝流程為:定級普洱(熟茶)散茶—按配方拼配—靜電除雜—風選除片割細碎末—揀剔梗雜—投料—蒸壓定型—緩烘提香干燥—攤涼—包裝成品。
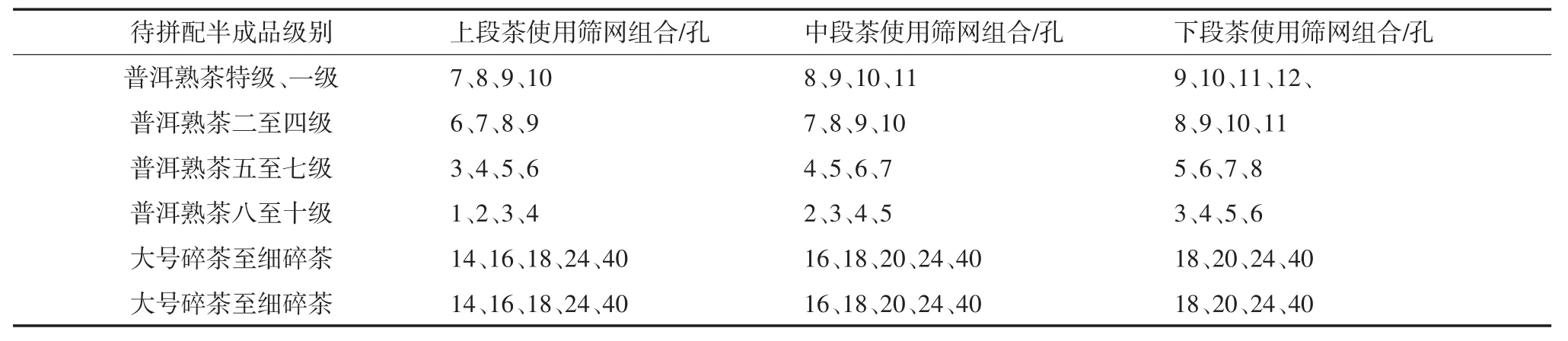
表1 生產中常用網組合
緊壓茶外形有圓餅形、碗臼形、方形、柱形等形狀和規格,質量衛生指標符合國家強制性標準要求。其品質特征為:外形色澤紅褐,形狀端正勻稱,松緊適度,不起層脫面,灑面茶應包心不外露,內質湯色紅濃明亮,香氣獨特陳香,滋味醇厚回甘,葉底紅褐[1]。
1.原料拼配與預處理流程
原料拼配與預處理流程圖見圖1。按成品配方將各個組分的級別茶拼和,由于生產廠家不同,凈度不一,拼和的茶坯要先通過靜電除雜機除去毛發、掃帚毛、塑料帶等。按茶葉身骨輕重調整風量進行風選,除去非茶類夾雜物(隔沙口),割除細碎片末提高凈度,再用色選機進行色選使茶坯色澤調和均勻,選出的芽毫回拼使茶坯符合成品茶含毫量要求。以上工藝流程可根據茶葉凈度適度調整。
為保證成品口感統一,經過上述處理的茶坯中常取出一定比例作為面茶用于蓋面蓋底,通常為整批茶坯的40%~50%,通過篩號比同級茶收緊0.5孔的緊門篩,撈頭割腳整理外形,人工揀凈片梗等使面茶條索勻齊,成品外形條索清晰,色澤褐潤,芽毫顯露,提高“賣相”。
2.緊壓成型
主要是通過蒸茶活化茶葉內含果膠質的粘結作用與機械壓力作用,將蒸透的茶倒入袋模揉制塑形,置模具中緊壓成型。
具體操作如下:

圖1原料拼配與預處理流程
(1)原料預處理。普洱(熟茶)散茶的生產是曬青茶后發酵過程,在微生物分泌的酶類及自身酶類作用下,發生一系列內含物質的轉化,果膠質含量下降造成緊壓茶生產中茶條的粘結作用大大減小,實踐中待壓制的原料要進行潮水使茶葉吸水軟化,便于高溫蒸汽使殘留的果膠質活化,利于緊壓成型。潮水量要根據茶葉等級、發酵程度、含水量、儲存年份而定。高級別茶,發酵程度偏輕,潮水后原料含水量控制在16%~18%,儲存2年以上的再增加1%~2%。中低級別茶,發酵程度正常或偏重,潮水后原料含水量控制在20%~22%,儲存2年以上的再增加2%~3%。潮水拌勻后潔凈布覆蓋堆積或裝入塑料周轉箱中靜置4~6h付制。注意已潮水的原料不能堆積時間過長,避免原料發酵放熱滋生霉菌或者出現酸餿味。潮水完成后的面、芯茶分別放入工作臺上設置的料槽。
(2)稱茶。每生產前必須對稱量的衡器進行校正和查驗是否準確,使用過程中也須經常查驗校正。根據成品配方使用的面、芯茶比例及水分含量與加工損耗計算,稱取相應數量(含損耗)的原料茶。按原料等級不同,壓制357g、400g餅茶或者250g磚茶,357g餅茶通常潮水后的原料投茶量為[357+(60~63)]g,400g餅茶通常潮水后的原料投茶量為[400+(60~63)]g,250g磚茶則為(250+50)g。
(3)蒸茶時間的調控。將稱好的茶按先芯茶后面茶的順序投入蒸茶桶中,再放入內飛一張,以少許茶壓住內飛。蒸茶的溫度在94~100℃。蒸茶時間:高級別原料蒸汽透出蒸茶桶面即可,時間5~10s[4],中低級原料及多年陳化的老料適當延長蒸茶時間至15~20s,茶葉軟化即可壓制。蒸茶過程水分增加7%~8%。特別注意茶葉蒸不透則壓制成型脫模時易造成松邊掉面,增加不合格品率。蒸茶時間過長,茶葉吸收水分過多,壓制后條索欠清晰,色澤欠潤澤,影響美觀,成品形體緊密,干燥時間延長增加了能耗,也不利于成品的后期陳化及飲用時取茶。
(4)緊壓與脫模。將三角布袋模套在蒸茶桶上快速倒置將蒸好的茶倒入袋模,上下提抖2~3下,收齊收緊袋口,順時針手工揉茶使面芯茶均勻分布,然后打結扎緊袋口置壓茶機模具中壓制成型。在操作上要控制壓力每平方厘米壓力為294~343N,定型時間1~2s,正向及反向各壓一次,可避免厚薄不勻。然后退壓,置木質或者不銹鋼架上進行攤涼,以散發熱氣和水分,待冷卻后脫去袋模,必要時配置風扇加速茶坯冷卻。注意茶坯尚熱脫袋模易松邊掉面,降低合格率。
(5)干燥。合格茶坯置木質或者不銹鋼架上入烘房進行干燥。干燥的時間隨氣溫、空氣相對濕度、茶坯含水率等不一。溫度要掌握先低后高的原則,視茶葉原料級別高低,儲存年份等控制在45~55℃[4],時間60~72h。注意烘干初期的12h須緩烘,升溫不能太快,不然茶坯會變形或外干內濕似“面包”香氣沉悶,易滋生霉菌。有些廠家采取高溫快烘,當溫度超過60℃時就會產生茶坯龜裂、松邊掉面等現象,對內質影響很大;成品飲用時易出現口干、燥喉現象。
檢測茶坯水分含量已降至標準干度≤12%以下可移出烘房,攤涼6~8h使茶坯冷卻至常溫,各部分水分均勻穩定,檢測水分等合格方可包裝。注意出烘后攤涼時間不能過長,不然茶坯水分揮發過多及內含物質轉化損耗,易造成成品重量不足,增加成品不合格率。
(6)包裝。傳統云南普洱(熟茶)緊壓茶內包裝用棉紙,要求清潔無異味,符合食品安全標準要求。外包裝用筍葉(或牛皮紙袋)每7個餅包為1筒,用篾絲(或塑料線)捆扎6道,謂之“七子六篾”。磚茶4片為一包,用篾絲捆扎4道(或塑料線“井”字型捆扎),最后分規格裝箱。筍葉使用前須清洗干凈,潔凈布抹干或者攤涼至表面無水方能用于包茶,避免污染產品內包裝棉紙或造成茶葉吸濕霉變,增加不合格品率。產品出廠時須對照國標再次檢驗全部符合規定,蓋章并出具報告,整個普洱(熟茶)緊壓茶生產過程完成。
三、普洱(茶熟茶)的倉儲管理
成品茶堆碼托盤上(托盤離地面有15~20cm高度有利茶倉空氣微循環)置于潔凈,適度通風,避光,無異味,帶有防潮、防塵、防蟲鼠設施的倉庫儲藏[1]。根據筆者20余年存茶經驗,結合多地茶倉倉儲數據及茶品陳醇優化結果表明,最佳倉儲溫度24~27℃,濕度48%~65%。注意不得和其他茶混放,避免串味而影響普洱(熟茶)茶的風味品質。在上述條件下,普洱茶(熟茶)在一定時期內“越陳越香”品質風味得到進一步提升。
[1]中華人民共和國國家質量監督檢驗檢疫局,中國國家標準化管理委員會.GB/T 22111—2008地理標志產品普洱茶[S].北京:中國標準出版社,2008:2-6.
[2]龔加順,周紅杰.云南普洱茶化學[M].昆明:云南科技出版社,2010:99-100.
[3]夏濤.制茶學[M].3版.北京:中國農業出版社,2015:185-187,298-300,315.
[4]施兆鵬,黃建安.茶葉審評與檢驗[M].4版.北京:中國農業出版社,2010:65,74.104.