切削刀具刃口鈍化復合結構優化設計
2018-03-05 12:32:21郭玉文
機械設計與制造 2018年2期
楊 勇 ,郭玉文
(1.中國環境科學研究院 清潔生產與循環經濟研究中心,北京 100012;2.青島理工大學 機械工程學院,山東 青島 266520)
1 引言
隨著高速切削技術與數控機床的發展,對高質量刀具的需求量越來越大,在刀具材料、刀具涂層與刀具結構方面的研究在不斷深入,刀具刃口鈍化技術也在切削刀具上得到了廣泛應用。大量實踐表明,采用刃口鈍化的刀具,不僅能夠延長刀具壽命,而且可以獲得較高的加工表面質量,并顯著降低加工成本。因此,深入開展刀具刃口鈍化技術的研究,對提高刀具制造水平、促進高速切削技術的應用具有十分重要的意義和應用價值。
雖然刀具刃口鈍化技術十分重要,但是,該項技術并未得到重視,當前僅有少數研究被報道。文獻[1]對刀具刃口鈍化技術的概念進行了定義,簡單分析了刀具刃口鈍化對于刀具切削加工的影響。通過切削試驗,總結出一些常用的鈍化參數及各種刀具刃口鈍化尺寸計算公式;文獻[2]通過硬質合金刀具刃口鈍化方式的試驗研究,從鈍化效率、鈍化質量(刃口的均勻性)兩個方面分析對比了三種鈍化方式(手工鈍化、刀具在研磨粉中鈍化、電解機械復合方式鈍化)的工藝特點。研究表明,電解機械復合方式鈍化適用于鈍化直線型刃口的刀具;文獻[3]根據磨料水射流作用下材料去除理論,分析了磨料水射流對硬質合金刀片刃口鈍化的材料的去除機制;文獻[4]采用電化學加工方法對硬質合金刀片進行了刃口鈍化研究。實驗結果表明,電化學鈍化硬質合金刀片刃口可獲得較好的效果,能在短時間內獲得接近30μm的鈍圓半徑;文獻[5]研究了絲錐刃口鈍化的方法,通過對未鈍化與經過鈍化絲錐的切削進行了實驗分析。研究表明,對絲錐進行適當的刃口鈍化不僅可以減小絲錐切削時承受的扭矩,而且能夠緩解其攻絲過程中的載荷波動。
以上研究只是對刀具刃口鈍化的基本概念、工藝、鈍化方法進行了初步研究,但并未涉及刀具刃口鈍化的核心內容—刃口鈍化結構優化設計。鑒于該現狀,采用有限元仿真技術對刀具刃口鈍化的結構進行系統分析和優化設計,以完善刀具刃口鈍化的基礎理論,并為刀具刃口鈍化結構及幾何參數的創新設計與改進提供借鑒。
2 材料本構關系模型的建立
建立正確的材料本構模型是切削加工過程有限元仿真的前提條件。考慮切削過程具有的高溫度、高應變率和大應變特征,在加工過程有限元仿真中采用Johnson-Cook模型最為理想。該模型能夠反映出材料在劇烈變形中的彈塑性力學性能[6]。該材料本構模型的具體數學形式,如式(1)所示。

式中:σ—材料性能變化的流動應力;ε—應變;ε˙—應變率;T—溫度;A—準靜態條件下的屈服強度;B、n—應變硬化參數;C—應變率強化參數;m—熱軟化參數;ε˙0—準靜態應變率取1/s;Tmelt—材料熔點,取為1560℃;Troom—常溫取20℃。
通過SHPB(霍普金森壓桿實驗)計算Johnson-Cook模型的參數。不同溫度和應變率組合下的試樣設計和實驗過程,如圖1、圖2所示。根據實驗結果擬合得到鈦合金Ti6Al4V的Johnson-Cook模型系數。由此建立具體的本構模型,如式(2)所示。

圖1 不同溫度和應變率組合下的試樣設計Fig.1 Sample Design at Different Temperature and Strain Rate

圖2 沖擊壓縮實驗過程Fig.2 Shock Compression Experiment Process

3 有限元仿真與實驗驗證
以鈦合金為工件材料,采用切削仿真專業軟件Advantedge,建立鈦合金三維銑削加工有限元仿真模型,如圖3所示。為提高計算速度,只建立部分工件幾何模型,在刀具切削經過區域加密網格單元,以保證運算精度。鈦合金材料的物理屬性考慮了溫度變化的影響,如表1所示。運動約束設置為:工件保持固定,而刀具除了約束Z方向平行運動,其他方向不做限制。銑削參數為:軸向銑削深度ap=1.5,徑向銑削深度ae=8mm,銑削速度vc=80m/min,每齒進給量fz=0.1mm。初始環境溫度設為20℃。為驗證有限元仿真模型的可靠性,進行鈦合金銑削力實驗。實驗切削參數與仿真相同,刀具采用山高公司R217.69-2525.3-09A型號可轉位銑刀,材質為無涂層硬質合金。機床用DAEWOOACE-V500加工中心,其額定功率為15kW,最大扭矩為286.2Nm。采用Kistler9257測力儀進行銑削力測量,實驗測量過程,如圖4所示。將有限元仿真得到的銑削力與實驗測量結果進行對比,如圖5所示。從圖中可以看出,X、Y和Z方向的銑削力隨銑削時間的變化趨勢和實驗測量銑削力是一致的,盡管X方向(進給方向)的銑削力的數值稍小于實驗值外,但最大值和實驗測量值相近,而Y和Z方向的銑削力數值和實驗值具有較好的吻合度。以上切削力比較,可以看出有限元仿真結果和試驗結果是比較一致的,表明所有限元模型是正確的,可以基于該有限元模型進一步進行切削刀具結構及參數優化研究。
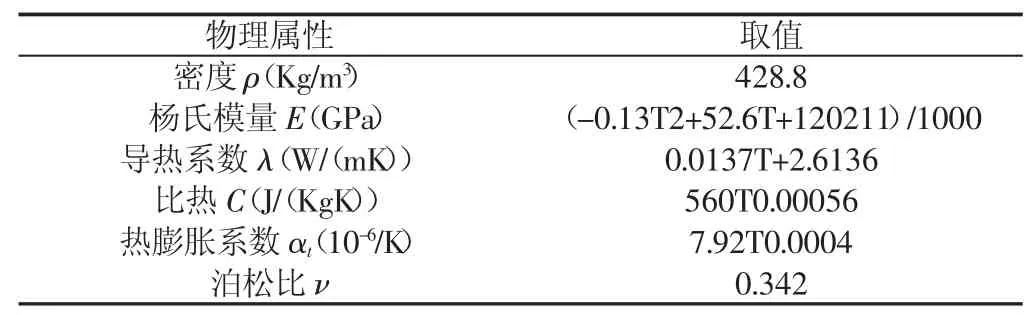
表 1 Ti6Al4V物理屬性Tab.1 Physical Attributes of Ti6Al4V
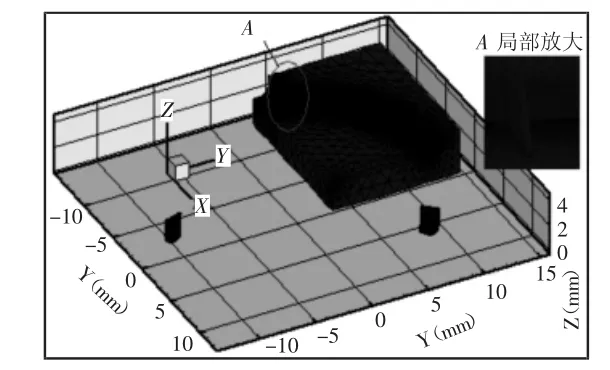
圖3 鈦合金三維銑削加工有限元仿真模型Fig.3 Three-Dimensional Milling Finite Element Simulation Model of Titanium Alloy

圖4 銑削力測量現場照片Fig.4 The Milling Force Measuring Picture
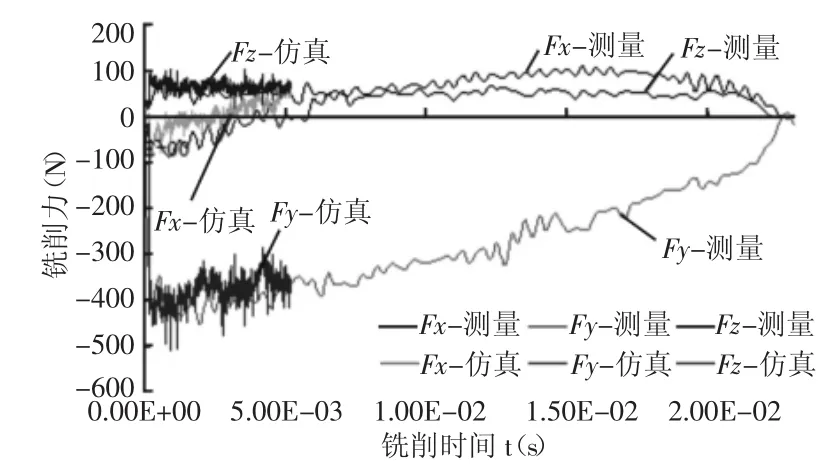
圖5 仿真銑削力與實驗測量值比較Fig.5 Comparison of Simulation and Measurement Results of Milling Forces
4 刀具刃口鈍化復合結構優化設計
采用Advantedge軟件仿真刀具切削過程,對不同刃口型式的切削效果進行比較和分析,優化得到和圓弧鈍化結構最佳匹配的刃口型式,建立針對鈦合金加工的最優刀具刃口鈍化復合結構。有限元仿真分析采用的切削參數為:切削速度60 m/min,每齒進給量0.2 mm,切削深度3 mm。不同刃帶寬度的復合結構有限元仿真結果與分析如下面小節。
4.1 刃帶寬度b01=0.04mm
分別對倒棱與鈍圓復合結構、消振棱與鈍圓復合結構和白刃與鈍圓復合結構的切削過程進行有限元仿真。其中采用倒棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表2所示。采用消振棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表3所示。采用白刃與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表4所示。

表2 X向切削力、Y向切削力和切削溫度仿真最大值Tab.2 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表3 X向切削力、Y向切削力和切削溫度仿真最大值Tab.3 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表4 X向切削力、Y向切削力和切削溫度仿真最大值Tab.4 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature
從上述三種復合結構切削有限元仿真結果可以看出,其中倒棱與鈍圓復合結構仿真產生的切削力和切削溫度均小于消振棱與鈍圓復合結構、白刃與鈍圓復合結構仿真產生的切削力和切削溫度。由于切削力、切削溫度直接影響著刀具壽命,切削力、切削溫度值越小刀具壽命越高,因此,可以得出:刃帶寬度b01=0.04mm條件下,倒棱與鈍圓復合結構的切削性能最優,倒棱刃口型式是與圓弧鈍化結構最佳匹配的。
4.2 刃帶寬度b01=0.06mm
分別對倒棱與鈍圓復合結構、消振棱與鈍圓復合結構和白刃與鈍圓復合結構的切削過程進行有限元仿真。用倒棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表5所示。用消振棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表6所示。用白刃與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表7所示。

表5 X向切削力、Y向切削力和切削溫度仿真最大值Tab.5 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表6 X向切削力、Y向切削力和切削溫度仿真最大值Tab.6 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表7 X向切削力、Y向切削力和切削溫度仿真最大值Tab.7 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature
從上述三種復合結構切削有限元仿真結果可以看出,其中倒棱與鈍圓復合結構仿真產生的切削力和切削溫度均小于消振棱與鈍圓復合結構、白刃與鈍圓復合結構仿真產生的切削力和切削溫度。由于切削力、切削溫度直接影響著刀具壽命,切削力、切削溫度值越小刀具壽命越高,可以得出:刃帶寬度b01=0.06mm條件下,倒棱與鈍圓復合結構的切削性能最優,倒棱刃口型式是與圓弧鈍化結構最佳匹配的。
4.3 刃帶寬度b01=0.08mm
分別對倒棱與鈍圓復合結構、消振棱與鈍圓復合結構和白刃與鈍圓復合結構的切削過程進行有限元仿真。其中采用倒棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表8所示。采用消振棱與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表9所示。采用白刃與鈍圓復合結構產生的X向切削力、Y向切削力和切削溫度仿真最大值,如表10所示。

表8 X向切削力、Y向切削力和切削溫度仿真最大值Tab.8 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表9 X向切削力、Y向切削力和切削溫度仿真最大值Tab.9 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature

表10 X向切削力、Y向切削力和切削溫度仿真最大值Tab.10 The Maximal Simulation Values of Cutting Forces in X and Y Direction and Cutting Temperature
從上述三種復合結構切削有限元仿真結果可以看出,其中倒棱與鈍圓復合結構仿真產生的切削力和切削溫度均小于消振棱與鈍圓復合結構、白刃與鈍圓復合結構仿真產生的切削力和切削溫度。由于切削力、切削溫度直接影響著刀具壽命,切削力、切削溫度值越小刀具壽命越高,因此,可以得出:刃帶寬度b01=0.08mm條件下,倒棱與鈍圓復合結構的切削性能最優,倒棱刃口型式是與圓弧鈍化結構最佳匹配的。
綜合以上三種不同刃帶寬度下的倒棱與鈍圓復合結構、消振棱與鈍圓復合結構、白刃與鈍圓復合結構切削有限元仿真比較和分析,可以得出:倒棱刃口型式與圓弧鈍化結構是最佳匹配的,倒棱與鈍圓形成的復合結構是切削鈦合金的最優刀具刃口微結構。
5 結論
(1)面向刀具刃口鈍化結構研究,建立了三維銑削加工有限元仿真模型;進一步研究了材料本構關系模型有限元仿真關鍵技術。為驗證有限元模型的可靠性,進行了切削實驗。實驗分析表明,有限元仿真結果和實驗結果比較一致,所建立的有限元模型是正確的;在此基礎上,利用該有限元模型,針對倒棱刃、消振棱刃、白刃三種刀具刃口型式,對不同刃帶寬度和不同刃口型式下的切削效果進行了比較和分析,獲得了切削鈦合金的最優刀具刃口微結構-倒棱與鈍圓形成的復合結構。
(2)以往切削加工有限元模型主要是二維模型,本研究建立了三維銑削加工有限元仿真模型,從而更符合實際情況,該模型是對以往有限元仿真模型的改進和提高;另外,當前有關刃口鈍化研究很少涉及鈍化結構方面,本研究以刀具刃口微結構為研究目標,采用有限元仿真和實驗相結合方法,獲得了切削鈦合金的最優刀具刃口結構,該方面是對當前刃口鈍化結構研究的完善。
(3)研究成果為加工鈦合金的刀具刃口鈍化工藝過程準備了合理的結構形式,為進行高質量的刀具刃口鈍化處理奠定了基礎。
[1]夏雪.刀具刃口鈍化技術及方法的研究[J].裝備制造技術,2014(10):204-205.(Xia Xue.Cutting tool edge passivation technology and method of research[J].Equipment Manufacturing Technology,2014(10):204-205.)
[2]王林靜,張偉,干為民.硬質合金刀具刃口鈍化方式對比試驗研究[J].工具技術,2013,47(12):25-28.(Wang Lin-jing,Zhang Wei,Gan Wei-min.Cemented carbide tool edge passivation contrast experimental research[J].Tool Engineering,2013,47(12):25-28.)
[3]劉華林,陳守強.硬質合金刀片刃口鈍化方法與實驗研究[J].機床與液壓,2014,42(19):73-75.(LiuHua-lin,ChenShou-qiang.Passivationmethodandexperimentalstudy of carbide blade edge[J].Hydromechatronics Engineering,2014,42(19):73-75.)
[4]蔡曉,王帥,辛開開.YT15硬質合金刀片刃口電化學鈍化實驗研究[J].工具技術,2015,49(5):29-31.(Cai Xiao,Wang Shuai,Xin Kai-kai.Experimental research on electrochemical passivation on YT15 carbide blade edge[J].Tool Engineering,2015,49(5):29-31.)
[5]朱曉輝,李淑娟,韓曉君.刃口鈍化對絲錐切削性能影響的研究[J].制造技術與機床,2014(5):104-106.(Zhu Xiao-hui,Li Shu-juan,Han Xiao-jun.The study of effects on tapping process of passivated taps[J].Manufacturing Technology and Machine Tools,2014(5):104-106.)
[6]G.R.Johnson,W.H.Cook.A constitutive model and data for metals subjected to large strains,high strain rates and high temperature[J].In:Proceedings of the Seventh International Symposium on Ballistics,The Netherlands,1983:541-547.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24