高溫合金超聲振動鉆削系統設計及試驗研究
2018-03-05 12:32:16徐英帥田英健
機械設計與制造 2018年2期
陳 碩 ,鄒 平 ,徐英帥 ,田英健
(1.東北大學 機械工程與自動化學院,遼寧 沈陽 110819;2.遼寧軌道交通職業學院 機械工程系,遼寧 沈陽 110023)
1 引言
高溫合金屬于難加工材料[1],不易進行切削加工,尤其在鉆削加工方面,鉆削溫度升高時,高溫合金強度增大,殘余應力增大,易產生表面硬化,加工起來更是困難。在加工過程中鉆頭容易磨損,材料表面形成硬質點,對鉆頭產生強烈的摩擦,導致鉆頭損壞。在鉆削過程中,材料容易與鉆頭粘結,產生積屑瘤,鉆削得到的表面質量不高,很難做到精密加工,因此研究有效的鉆削加工方法是非常必要的。超聲加工技術是一種將超聲振動運用于精密或超精密加工的技術[2]。目前,國內外許多高校和科研院所對超聲振動鉆削這一領域展開了深入細致的研究,開始采用超聲振動加工方法進行鉆削,總體看來超聲振動鉆削加工效果相比普通鉆削更好,表面質量相對普通鉆削也有所提高,并進行了大量的超聲振動鉆削的試驗,所得到的數據與普通鉆削效果對比,優點更多。文獻[3]中表明了超聲振動加工鉆削力更小,文獻[4]中說明了超聲振動可以使鉆削過程中溫度降低,文獻[5]中研究了超聲振動加工鉆削可以延長刀具的壽命等等。這些理論和試驗分析側重于加工方法的優越性,對超聲振動鉆削的設計機構和仿真研究的不多。在鉆削的過程中,所設計的振動機構非常重要,產生的振動模型和頻率對加工具有很大的影響。機構設計是超聲振動鉆削的基礎,它的振動方式和頻率是超聲振動鉆削的重要因素,直接影響著鉆削的加工效果。所以研究從超聲振動鉆削的機構作為切入點,利用ABAQUS軟件對變幅桿建模以及振型進行仿真,通過模態分析得出了振動系統的振型階數和頻率大小,并運用到實際加工,采用精密儀器測量孔表面質量并進行對比分析,超聲振動鉆削孔表面質量較好。
2 超聲振動鉆削理論
超聲振動鉆削,在鉆頭上增加一個規律性振動,使傳統的鉆削方式改變,由連續鉆削轉變為斷續鉆削。在鉆頭切削刃上任取一個點P(x,y,z),普通鉆削和超聲振動鉆削過程中坐標隨著時間變化的方程,如式(1)、式(2)所示。

式中:R—鉆頭半徑;fz—進給量;A—振幅;n—主軸轉速。試驗中R=6mm,fz=0.08mm/r,A=15μm,n=200r/min,根據參數做出切削刃上點P的運動軌跡圖,如圖1所示。

圖1 普通鉆削和超聲振動鉆削切削刃上點P運動軌跡圖Fig.1 P Point of Cutting Edge Motion Trajectory by Drilling and Ultrasonic Vibration Drilling
超聲振動鉆削中刀刃的軸向瞬時切削厚度隨著鉆頭旋轉角度的變化而發生周期性的迅速變化,和普通鉆削相比,超聲振動鉆削的切削軌跡的軸向距離不再相等,而是發生周期性的迅速改變,這也改變了鉆削的切削機理。
3 超聲振動鉆削設備仿真
3.1 超聲振動鉆削系統的結構
超聲振動鉆削機構裝置主要由換能器,變幅桿,鉆夾頭和鉆頭等四個部分構成機構圖,如圖2所示。首先,將變幅桿和換能器插入到套筒內部,用法蘭夾緊,采用螺栓進行固定,電線從套筒尾部的孔伸出連接到發生器。變幅桿前端連接鉆夾頭,夾緊鉆頭。套筒尾部用機床尾座進行夾緊,套筒利用中心架進行固定,設備安裝過程結束。之后調節中心,使鉆頭的中心與加工中心重合,保證鉆頭正確鉆削工件。在超聲振動輔助鉆削過程中,發生器將電信號轉變為電振蕩信號,連接到換能器,換能器將電振蕩信號轉變為機械振動,通過變幅桿進行放大,使鉆頭產生軸向超聲振動,實現超聲振動鉆削。
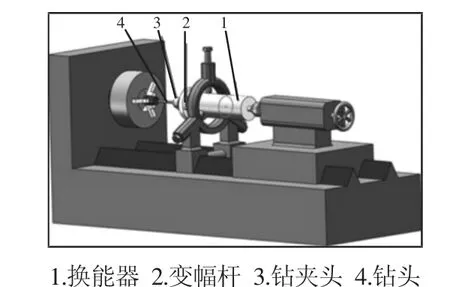
圖2 超聲振動鉆削裝置示意圖Fig.2 Schematic Diagram of Ultrasonic Vibration Drilling Device
3.2 利用有限元法設計變幅桿
變幅桿是超聲振動鉆削系統組成的關鍵部分,變幅桿的設計對振型以及鉆削效果具有重要的影響。由于階梯形變幅桿放大系數大,并且容易加工,所以采用階梯形變幅桿。對變幅桿三維造型要力求精確,設計過程與實際工作過程保持一致,包括階梯形變幅桿的凸起部分以及凹陷部分等等,不能進行簡化。由于鉆夾頭重量較輕,對實際產生的振幅影響很小,因此在進行模擬仿真時可以對鉆夾頭不進行考慮,不會影響超聲振動鉆削的加工性質,如圖3所示。ABAQUS作為一款有限元分析軟件,在非線性分析方面功能強大,分析過程可以分為以下幾個階段:建模階段,計算階段,后處理階段。建模階段是輸入計算模型,計算模型形狀和尺寸數據要符合實際情況。建模的中心任務是結構離散,即劃分網格。計算階段的任務是完成有關方法的數值計算,計算量十分龐大,運用計算機控制和分析可以更好的實現。后處理階段任務是對計算輸出的結果進行必要的處理,并按一定方式顯示出來,以便對結構性能的好壞或設計的合理性進行評估,并作為相應的改進或優化。
建立超聲振動鉆削裝置有限元模型,輸入到軟件中進行模態分析,在ABAQUS的Visualization功能模塊顯示分析的結果,可以顯示未變形和變形時的網格模型,鉆削系統的不同階數頻率對應著各自所產生的振型,展示的振型以云紋圖的形式表示,輸出的模態振型,如圖4所示。變幅桿的振動效果用不同的顏色描述,振動不明顯的部分為藍色,振動明顯的部分為紅色,振動方式通過云紋圖的顯示更加清晰,振動效果通過動態模擬分析也更加明顯。通過模態分析,可以得出變幅桿在不同階數下的振動效果以及對應的頻率,在分析的過程中,一共分析了16階模態振型以及對應的頻率,由于系統7階之前和12階之后都出現嚴重失真,對應的頻率也很難實現,所以主要提取振動系統的(7~12)階頻率進行分析。

圖3 變幅桿模型Fig.3 Model of Horn

圖4 振動系統7~12階模態振型圖Fig.4 The 7~12 Order Modal Shape of Vibration System
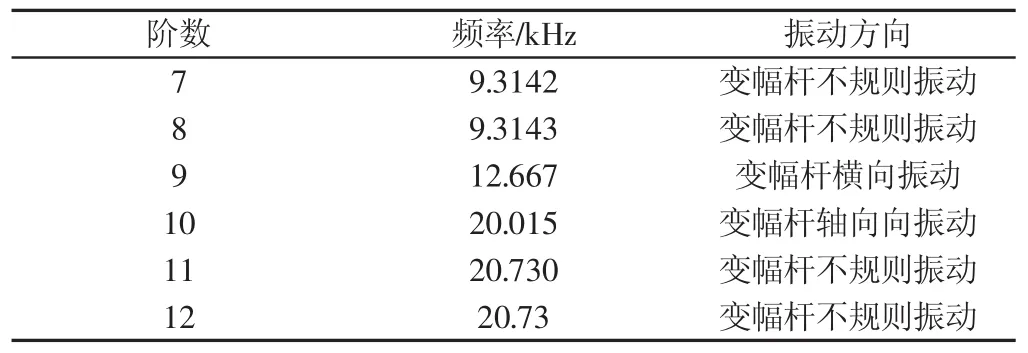
表1 7~12階模態振型頻率和振動方向(ABAQUS)Tab.1 Modal Frequency and Vibration Direction of 7~12(ABAQUS)
變幅桿連接鉆夾頭和鉆頭,只有發生有規律的伸縮和規則的軸向振動才能使鉆頭產生穩定的軸向振動。從表1的結果數據可以看到,模態分析在第7,8,11,12階模態為變幅桿的不規則運動,9階的模態分析為橫向振動。由結果可以得出,當階數為10時,變幅桿振動方向為軸向振動,振型最為平穩,對應的頻率為20.015kHz。
3.3 超聲振動鉆削系統的整體安裝
在普通機床CA6140上對高溫合金材料進行超聲振動鉆削加工,超聲波發生器為BRANSON-2000bdc型功率發生器,能夠實現頻率為20kHz不變的電振蕩信號穩定輸出。選用直徑為6mm的含鈷高速鋼麻花鉆頭,方向為鉆頭的軸向進給方向。設計好的軸向超聲振動鉆削系統連接組裝后的實物照片,如圖5所示。

圖5 超聲振動鉆削裝置實物圖Fig.5 Device of Ultrasonic Vibration Drilling
4 超聲振動鉆削孔表面質量對比
試驗選用的主軸轉速為200 r/min,選用的頻率為20 kHz,振幅為15 μm。采用超景深三維顯示系統和三維輪廓儀分別對所加工孔的粗糙度和表面形貌進行觀測和分析。
4.1 高溫合金孔內表面形貌對比分析
劃痕明顯和加工紋理不規則是普通鉆削加工孔表面的主要特征,由于鉆頭持續與工件接觸,容易產生積削瘤,劃傷孔的內壁,造成孔表面質量下降[6-8],如圖6(a)所示。軸向超聲振動鉆削,變幅桿的高頻振動作用于鉆頭的鉆尖,鉆尖和工件間斷性的分離與接觸,鉆削過程中,切削容易斷屑,不易產生積削瘤,加工出的孔表面更加光整,如圖6(b)所示。
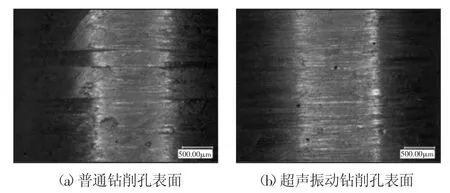
圖6 孔內表面形貌Fig.6 Surface Morphology of Hole
4.2 高溫合金孔內表面粗糙度對比分析
鉆削后的孔表面采用三維輪廓儀進行粗糙度的測量。儀器可以測小邊長為0.1mm的正方形區域,用所測的正方形區域的粗糙度代表工件的粗糙度。分別測量未加超聲振動鉆削的孔表面和加上超聲振動鉆削的孔表面粗糙度值,在測量的過程中,多選幾個區域進行測量,進行數據統計分析,所得的結果能夠充分反映孔表面質量。在普通鉆削加工方式下,孔內表面高度不均勻,變化無規律,經過測量分析,表面粗糙度Sa值為2.08μm,如圖7(a)所示。在超聲振動鉆削加工方式下,超聲振動鉆削改善加工表面的原理主要是鉆削過程中鉆頭的高頻微小位移振動周期性緩解了鉆頭與工件材料之間在切削區域的相互作用[9-10],如圖7(b)所示。超聲振動鉆削方式為斷續鉆削,超聲振動鉆削加工的孔表面形貌波峰波谷規律性變化,鉆尖與工件間周期性的接觸和分離使得表面形貌中波峰不再連續。在超聲振動鉆削加工過程中,已加工表面受到往復熨壓的作用,無明顯凸起或者凹入,進一步提高表面加工質量。同樣經過測量分析,超聲振動鉆削加工的表面粗糙度Sa值為1.79μm,相對于普通鉆削孔內表面粗糙度降低。
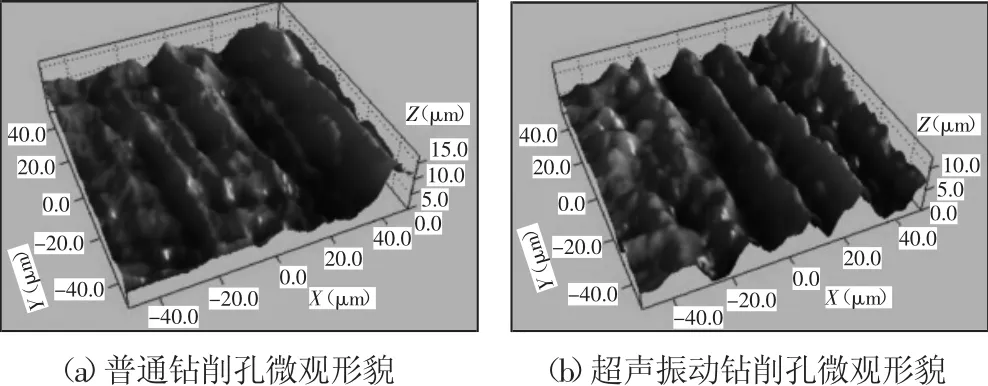
圖7 孔內表面微觀形貌Fig.7 Micro Morphology of the Surface of Hole
5 結論
(1)所設計的變幅桿為軸向超聲振動,工作頻率為20.015kHz時振型最好,能實現超聲振動鉆削系統的穩定運行,并可取得好的加工效果。(2)超聲振動鉆削加工可以改善高溫合金孔的表面形貌,使孔表面更加光整。(3)與普通鉆削相比,在主軸轉速為200 r/min,頻率為20 kHz,振幅為15μm時,超聲振動鉆削高溫合金孔表面粗糙度降低了近13.9%,表面質量明顯提高。
[1]Jin T,Cai G.Q.Analytical thermal models of oblique moving heat source for deep grinding and cutting[J].Journal of Manufacturing Science and Engineering,2001,12(2):185-190.
[2]王天琦,劉戰鋒.超聲軸向振動鉆削加工系統設計[J].機械設計與制造,2009,5(5):173-175.(Wang Tian-qi,Liu Zhan-feng.UItrasound axial vibration drilling system design[J].Machinery Design&Manufacture,2009(5):173-175.)
[3]V.I.Babitsky,V.K.Astashev,A.Meadows,Vibration excitation and energy transfer during ultrasonically assisted drilling[J].Sound Vibration,2007,30(8):805-814.
[4]B.Azarhoushang,J.Akbari,Ultrasonic-assisted drilling of Inconel 738-LC[J].Machine Tools Manuf,2007,2(47):1027-1033.
[5]Chang,S.F.Simon,Gary M.Bone,Burr size reduction in drilling by ultrasonic assistance[J].Robot,2005,2(21):442-450.
[6]P.Roy,S.K.Sarangi,A.Ghosh,A.K.Chattopadhyay.Machinability study of pure aluminium and Al-12%Si alloys against uncoated and coated carbide inserts[J].Refract.Met.Hard Mater,2009,3(27):535-544.
[7] G.List,M.Nouari,D.Géhin,S.Gomez,J.P.Manaud,Y.Le Petitcorps,F.Girot,Wear behaviour of cemented carbide tools in dry machining of aluminium alloy[J].2005,7(25):1177-1189.
[8] J.M.Sánchez,E.Rubio,M.lvarez,M.A.Sebastián,M.Marcos,Microstructural characterisation of material adhered over cutting tool in the dry machining of aerospace aluminium alloys[J].Mater.Process.Technol,2005,16(4):911-918.
[9]許幸新,張曉輝,劉傳紹.SiC顆粒增強鋁基復合材料的超聲振動鉆削試驗研究[J].中國機械工程,2010,21(21):2573-2577.(Xu Xing-xin,Zhang Xiao-hui,Liu Chuan-shao.Research on drilling experiments of SiC particle reinforced aluminum-matrix composites with ultrasonic vibration[J].China Mechanical Engineering,2010(21):2573-2577.
[10]姜鵬飛,潘祥生,張德遠.超聲振動鉆削小深孔試驗研究[J].機床與液壓,2007,35(9):63-64.(Jiang Peng-fei,Pan Xiang-sheng,Zhang De-yuan.An experimental study of uhrasonicvibration drilling of small deep hole[J].Machine Tool&Hydraulics,2007,35(9):63-64.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年18期)2018-11-14 01:48:24
數學物理學報(2017年6期)2018-01-22 02:26:40
山東工業技術(2016年15期)2016-12-01 05:31:22
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:44
計算物理(2014年2期)2014-03-11 17:01:39