酚醛樹脂影響金剛石砂輪磨削性能試驗研究
2018-03-05 12:32:14師超鈺朱建輝錢灌文趙延軍
機械設計與制造 2018年2期
關鍵詞:改性
師超鈺,朱建輝,錢灌文,趙延軍
(鄭州磨料磨具磨削研究所有限公司,河南 鄭州 450000)
1 引言
在金剛石磨具制品中,樹脂結合劑磨具約占(60~70)%[1],因其具有自銳性好、磨削鋒利、磨削中產生的磨削熱少、磨削加工表面質量好等優點,被廣泛應用于硬質合金、玻璃、陶瓷、半導體、耐火材料等的磨削、拋光或切割。
在樹脂結合劑磨具中,樹脂結合劑性能是影響磨具力學性能和磨削性能的關鍵因素,應選用耐高溫、粘接性好、工藝性好的樹脂[2-3]。酚醛樹脂及其改性品種具有優異的機械性能、耐熱性能、耐磨性能、尺寸穩定性、成型加工性等,在樹脂結合劑磨具中,其用量約占80%[4]。
酚醛樹脂作為樹脂結合劑砂輪最重要的原材料之一,其機械性能、耐熱性直接影響砂輪的自銳能力、對磨粒的把持能力以及使用壽命,甚至影響磨削性能與加工工件表面質量[5]。目前國內金剛石砂輪用酚醛樹脂及其改性種類較多,性能不確定性較大[6],關于酚醛樹脂金剛石砂輪磨削性能的研究,多偏重于磨具機械性能測試和單一條件下的磨削效果分析。選用三種不同類型酚醛樹脂制作樣條和金剛石砂輪,測試樣條機械性能,在不同磨削條件下開展磨削試驗,并開發出磨削功率量化分析方法、磨削比精密檢測方法,對比分析砂輪綜合磨削性能差異,探究酚醛樹脂性能對金剛石樹脂砂輪磨削性能影響規律。
2 試驗條件與方法
2.1 試驗條件
選用三種不同的酚醛樹脂,在相同的配方和混料工藝下分別制作樣條和金剛石砂輪,測試樣條機械性能,并利用金剛石砂輪對硬質合金工件開展平面磨削試驗。
試驗用砂輪尺寸 3A1-(250×30×75×5×20)mm,粒度 140/170;工件材料是常用材料YG8,工件尺寸(150×100×30)mm。砂輪、樣條編號和試驗儀器設備分別,如表1、表2所示。

表1 砂輪、樣條編號Tab.1 Number of Wheel and Spline
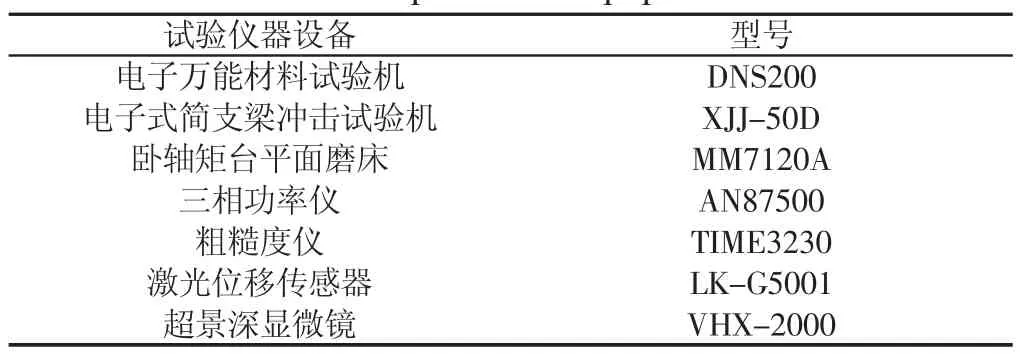
表2 .試驗儀器設備Tab.2 Experiment Equipments
2.2 試驗方法
對三片砂輪開展磨削試驗,每片砂輪以0.01mm/行程和0.02 mm/行程的進刀量分別進行兩輪磨削試驗,其它各磨削參數相同,如表3所示。磨削試驗平臺示意圖,如圖1所示。利用激光位移傳感器實現砂輪徑跳非接觸式檢測,利用功率儀全程監測磨削功率,采用激光位移傳感器實現磨削后砂輪磨料層損耗厚度的精密測量,采用千分尺測量工件去除厚度,采用粗糙度儀測試工件磨削表面質量,采用超景深顯微鏡定點跟蹤磨削前后砂輪表面微觀形貌變化,如圖2所示。

表3 磨削工藝參數Tab.3 Grinding Process Parameters

圖1 磨削試驗平臺示意圖Fig.1 Grinding ExperimentPlatform

圖2 砂輪磨料層損耗厚度測量Fig.2 Loss Thicknessof Abrasive Section Test
3 試驗結果與分析
3.1 樣條機械性能
樹脂結合劑強度直接影響樹脂砂輪的耐磨性、自銳性、型面保持性等[7]。三種樹脂機械性能對比,如圖3所示。S2樣條的抗沖擊強度比S1高出12%,比S3高出20%,說明增韌樹脂韌性好,B2砂輪耐磨性、型面保持性好,而耐熱性樹脂和未改性樹脂韌性差,B1和B3砂輪在磨削時樹脂結合劑容易脫落損耗而露出新的磨粒;S3樣條的抗拉強度比S1高出24%,抗折強度比S2高出27%,說明未改性樹脂的粘結性能好,可以較好包覆磨粒,但其在磨削中結合劑易損耗而加速磨粒脫落,因此B3砂輪的磨粒把持能力可能優于B1砂輪,而不及B2砂輪。
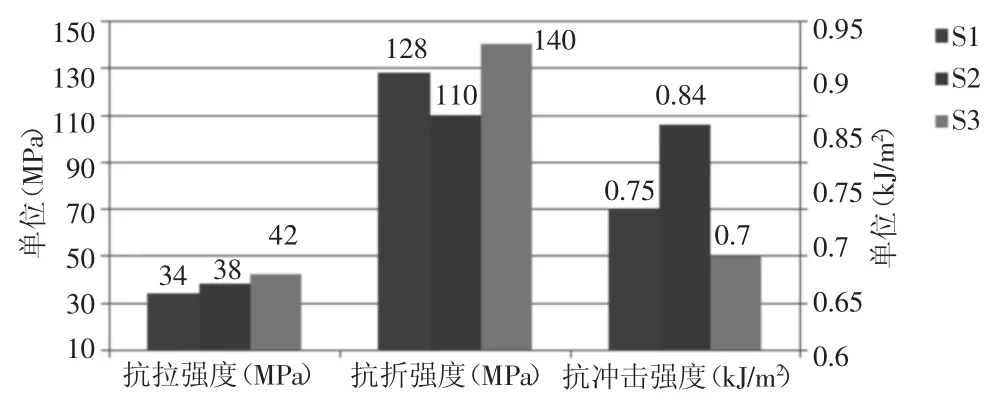
圖3 樣條機械性能試驗測試結果Fig.3 Data of Spline Mechanical Property
3.2 砂輪磨削功率
平面磨削中,針對全程監測的功率數據進行有效化處理后分析。每磨削行程取最大功率值,可代表磨削過程中磨削功率的整體變化趨勢及穩定程度,反映主磨削力變化規律[8]。功率上升斜率反映砂輪鈍化速度,功率相對這種上升趨勢的離散程度反映磨削功率和狀態的穩定性。對試驗中最大功率值數據均分兩段進行直線擬合,兩直線斜率之和作為評價砂輪鈍化速度參數,兩直線擬合殘差均方根作為評價磨削功率穩定性參數,參數對比,如圖4、圖5所示。從磨削功率變化趨勢及其擬合斜率、殘差均方根對比中看出:(1)B1砂輪磨削功率上升斜率最大,鈍化速度最快。由于耐熱性樹脂對磨粒的把持能力不強,磨削時磨粒易脫落,因而砂輪鈍化更快;大進刀時砂輪表面摩擦磨損加劇,鈍化更快,功率上升更快。(2)B2砂輪磨削功率上升斜率小于B1砂輪,且0.02mm/行程進刀時的斜率小于0.01mm/行程時,磨削功率波動小。這是因為增韌樹脂磨粒把持力強,砂輪鈍化速度慢,且其韌性好,磨削狀態更穩定;大進刀時產生更多磨削熱使樹脂結合劑體系強度和韌性有所降低,砂輪自銳作用增強,從而減緩磨削功率上升趨勢。(3)B3砂輪在0.01mm/行程進刀時功率上升斜率最小,但在0.02mm/行程進刀時功率上升斜率明顯增大,且磨削功率波動較大。由于未改性樹脂抗拉、抗折強度高,對磨粒有較強的包覆能力,且其磨削時自銳效果好,有效磨粒數多,因而單刀進0.01mm磨削時,磨削功率上升斜率小;未改性樹脂耐熱性差,單刀進0.02mm磨削時,磨削熱增多,樹脂老化嚴重甚至燒蝕,以致結合劑體系性能惡化,樹脂和金剛石脫落嚴重,砂輪鈍化加快;未改性樹脂抗沖擊強度過低,造成砂輪磨削時表面結合劑出現損耗不均勻的現象,磨削功率容易波動。
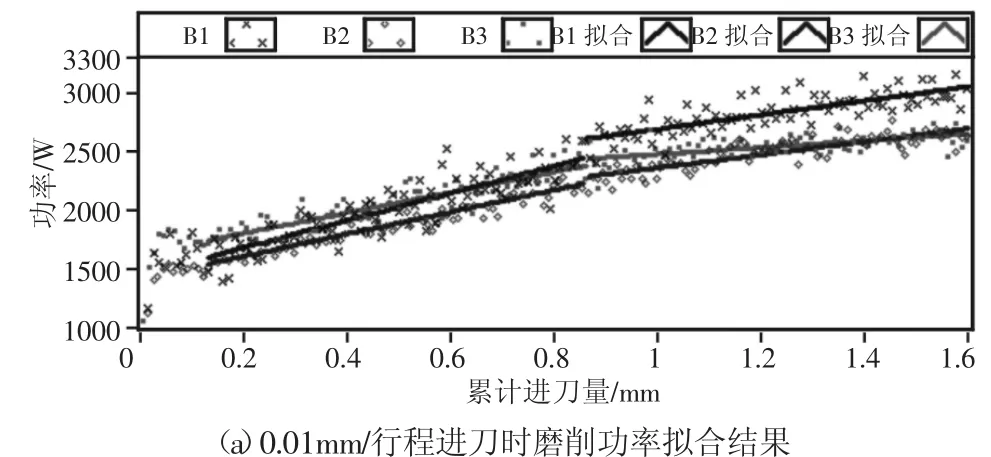
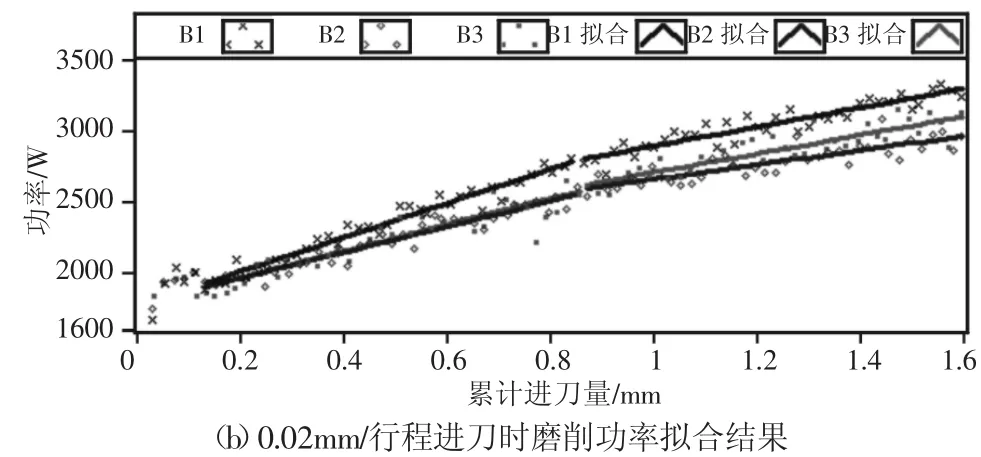
圖4 磨削功率擬合結果Fig.4 Fitting Data of Grinding Power
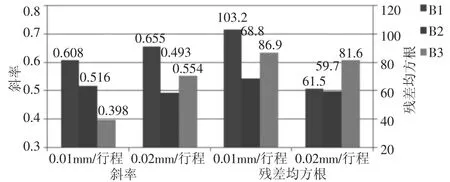
圖5 磨削功率參數測試與處理結果Fig.5 Processing Data of Grinding Power Parameters
3.3 砂輪磨削比
試驗中用的磨削比為體積比值,由砂輪磨料層損耗厚度和工件去除厚度計算出磨削比,砂輪磨削比測試結果,如圖6所示。在不同的磨削條件下砂輪磨削比存在較大差異。0.01mm/行程進刀時:(1)B2砂輪磨削比比B1高出46%,比B3高出33%,這是因為增韌樹脂抗沖擊強度高,磨削時表現出較好的耐磨性。(2)B3砂輪磨削比比B1高出9%,這是因為未改性樹脂的抗折、抗拉強度大于耐熱性樹脂,磨粒把持力更強,且磨削時B3砂輪的磨削功率和主磨削力更小,磨削中B1砂輪的損耗更嚴重。0.02mm/行程進刀時:(1)相較0.01mm/行程時,B2砂輪磨削比減小37%,B3砂輪減小21%,這是由于進刀量大時,一方面磨削過程中的摩擦磨損加劇,另一方面產生較多磨削熱,致使耐熱性差的樹脂老化降解,強度、韌性降低,金剛石連同周圍樹脂一同脫落[9],從而加快了砂輪損耗。(2)B1砂輪磨削比比B2高出32%,比B3高出38%,這是因為耐熱性樹脂耐熱性好,不存在樹脂降解以致損耗增加的問題,磨削狀態穩定。
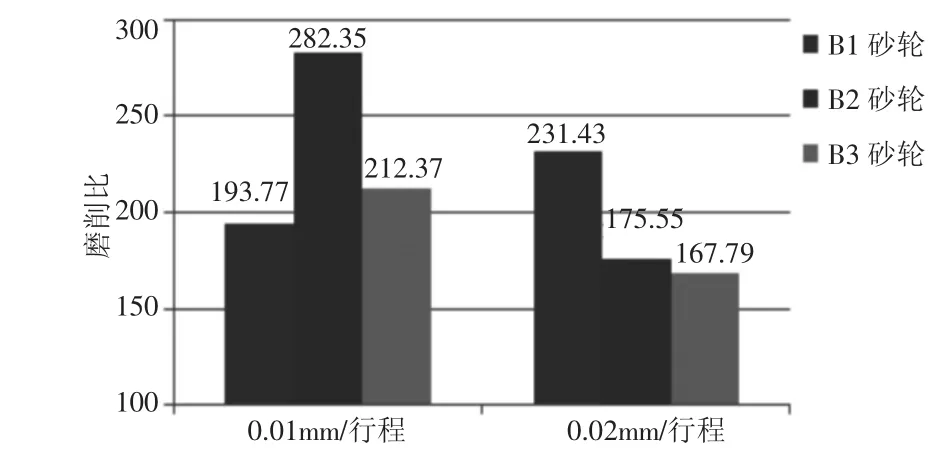
圖6 砂輪磨削比測試結果Fig.6 Test Data of Grinding Ratio
3.4 磨削表面粗糙度和波紋度
磨削試驗后,工件表面均無燒傷、振紋等現象,測量其粗糙度(Ra)和波紋度(Wa)結果,如表4所示。三片砂輪在同一磨削條件下磨削表面的粗糙度和波紋度差別并不大,但存在以下規律:單次進刀量小時磨削表面質量更好;磨削功率不穩定有可能引起磨削表面波紋度增大。B3砂輪在0.02mm/行程磨削時,磨削表面粗糙度較小,但波紋度較大,可能是磨削時砂輪性能惡化,砂輪擠壓工件導致。
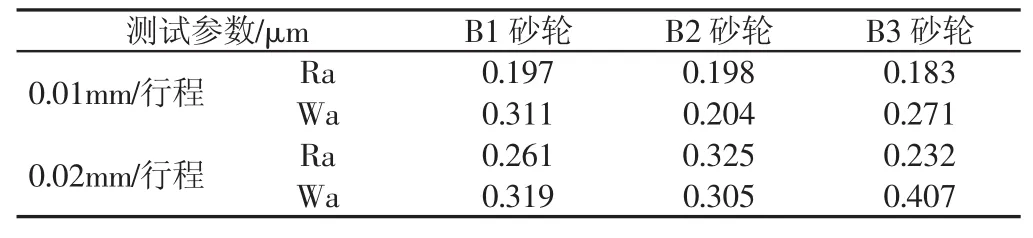
表4 磨削表面Ra和WaTab.4 Ra and Wa of Grinding Surface
3.5 砂輪表面形貌
磨削試驗前后,對砂輪外圓表面形貌進行定位跟蹤對比。B1砂輪0.01mm/行程磨削過程中跟蹤照片,如圖7所示。可以看出樹脂金剛石砂輪在磨削中的磨粒形態有脫落圖中(a)、磨耗圖中(b)、破碎圖中(c)、斷裂圖中(d)等;磨粒的脫落不是結合劑橋斷裂,而是磨粒與結合劑界面的脫離;同時有較多磨削前被樹脂包裹的磨粒因樹脂磨除而露出。雖然樹脂砂輪存在自銳性,但露刃較高磨粒的磨耗和脫落,使砂輪表面磨粒露刃高度總體減小[10],導致砂輪鈍化。三片砂輪在0.01mm/行程磨削后砂輪表面照片,如圖8所示。磨削試驗后,B1砂輪的磨粒脫落更嚴重,B3砂輪新露出的磨粒更多。這是因為耐熱性樹脂磨粒把持力不強,且B1砂輪磨削功率較大;未改性樹脂韌性不強,磨削時包裹磨粒的樹脂更易磨除而露出新的磨粒。三片砂輪在0.02mm/行程磨削后砂輪表面照片,如圖9所示。由于增韌樹脂和未改性樹脂耐熱性差,B3砂輪表面樹脂發生了明顯的燒蝕,大量磨粒脫落,B2砂輪表面磨粒脫落情況也較0.01mm/行程磨削時嚴重;而耐熱性好的B1砂輪表面狀態與0.01mm/行程時基本一致。
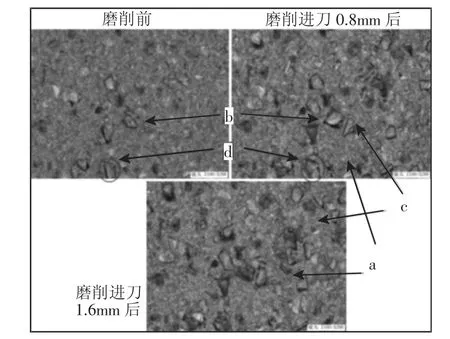
圖7 磨削過程中砂輪表面形貌對比Fig.7 Surface Topography of Wheel in Grinding Process
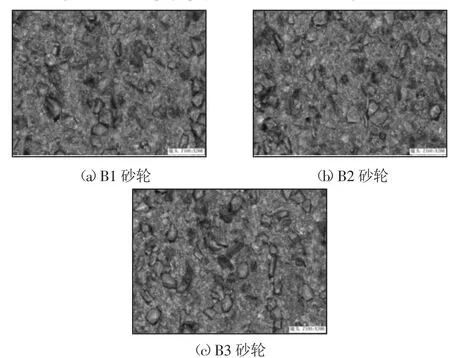
圖8 0.01mm/行程磨削后砂輪表面形貌Fig.8 Surface Topography of Wheel in 0.01mm Grinding

圖9 0.02mm/行程磨削后砂輪表面形貌Fig.9 Surface Topography of Wheel in 0.02mm Grinding
4 結論
(1)樹脂的機械強度直接影響砂輪磨削性能:樹脂抗拉強度和抗折強度高,則樹脂粘接性好,對磨粒的包覆能力強;樹脂抗沖擊強度高,則樹脂韌性好,砂輪型面保持性好,磨削狀態穩定,磨削表面質量高,磨削比大,但抗沖擊強度過高則砂輪自銳性差,鈍化快,降低磨削效率。(2)增韌樹脂韌性好,在冷卻條件好的濕磨、進刀量小的精磨等條件下具有較好的耐磨性和穩定性,磨削比比非增韌樹脂高出約40%,功率穩定程度高出約35%;耐熱性樹脂耐熱性好,在磨削熱多的干磨、進刀量大的粗磨等條件下仍具有較高的強度,磨削比比非耐熱樹脂高出約35%。(3)相同配方、相同修整磨削工藝下,僅樹脂原材料不同的砂輪,其磨削性能不同;同一砂輪在不同的磨削工藝下,其磨削性能也表現出較大差異。應根據加工環境和磨削工藝要求選擇適合的樹脂制作砂輪,物盡其用。
[1]徐翠平,徐三魁,彭進.超硬磨具用耐高溫酚醛樹脂結合劑的合成與表征[J].金剛石與磨料磨具工程,2012,32(3):74-77.(Xu Cui-ping,Xu San-kui,Peng Jin.Synthesis and characterization of high temperature resistant phenol resin binder forsuperhard abrasive tools[J].Diamond&Abrasive Engineering,2012,32(3):74-77.)
[2]陳建林.精密磨削用樹脂CBN砂輪的研究及磨削試驗[D].長沙:湖南大學,2006.(Chen Jian-lin.Research on Resin-bonded cubic boron nitride abrasive grinding wheels for finish-grinding and its grinding experiment[D].Changsha:Hunan University,2006.)
[3]X.Colin,C.Marais,J.Verdu,Kinetic modeling and simulation of gravimetriccuvres:application to the oxidation of bismaleimidean depoxy resin[J].Polymer Degradation and Stability,2002(78):545-553.
[4]高翀,朱峰,劉明耀.酚醛樹脂改性及在超硬磨具中的應用研究現狀[J].金剛石與磨料磨具工程,2014,34(1):64-69.(Gao Chong,Zhu Feng,Liu Ming-yao.Research state on phenolic resin modification and application in superabrasive grinding tools[J].Diamond&Abrasive Engineering,2014,34(1):64-69.)
[5]鄭紅飛.超硬材料磨具用耐高溫樹脂結合劑的研究[D].天津:天津大學,2006.(Zheng Hong-fei.Study on heat-resistant resin binder for superabrasives[D].Tianjin:Tianjin University,2006.)
[6]龔艷麗,鄧朝暉,伍俏平.高性能改性酚醛樹脂的研究進展[J].材料導報,2013,27(6):83-88.(Gong Yan-li,Deng Zhao-hui,Wu Qiao-ping.Research development for high performance modified phenolic resin[J].Materials Review,2013,27(6):83-88.)
[7]S.Malkin.Grinding TechnologyTheory and Application of Machining with Abrasives[M].Ellis Horwood,Chichester,UK,1989:197-221.
[8]沈志煌,姚斌,朱健.磨削力自適應控制系統的設計[J].機械設計與制造,2014(11):220-222.(Shen Zhi-huang,Yao Bin,Zhu Jian.The design of self-adaptive control system for grinding force[J].Machinery Design&Manufacture,2014(11):220-222.)
[9]余家國,程蓓,李克華.三種樹脂金剛石砂輪的耐磨性與顯微結構的關系[J].機械工程材料,1996,20(5):45-47.(Yu Jia-guo,Cheng Bei,Li Ke-hua.Relationship between wear resistance and microstructure of three kinds of resinoid bond diamond wheels[J].Materials for Mechanical Engineering,1996,20(5):45-47.)
[10]李廈,施雪娟.多粒度號氧化鋁砂輪形貌特性參數評價[J].機械設計與制造,2015(12):135-138.(Li Xia,Shi Xue-juan.Multiple grinding wheel’s topography parametric evaluation[J].Machinery Design&Manufacture,2015(12):135-138.)
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19