鋁/不銹鋼電磁脈沖焊接界面組織性能分析
2018-03-01 03:24:26遲露鑫袁世鑫
重慶理工大學(xué)學(xué)報(自然科學(xué)) 2018年1期
遲露鑫,袁世鑫,劉 超
(1.重慶理工大學(xué) 材料科學(xué)與工程學(xué)院, 重慶 400054; 2.特種焊接材料與技術(shù)重慶市高校工程研究中心(重慶理工大學(xué)), 重慶 400054)
輕量化設(shè)計是降低能耗最直接、最有效的手段,因此鋁合金成為傳統(tǒng)鋼材的替代品。然而,這種鋁/鋼高強度焊接存在很多難題,由于鋁合金與鋼熔點相差很大,采用釬焊或熔焊的方法無法得到成分均勻的焊縫,其熱導(dǎo)率、膨脹系數(shù)、比熱也存在較大差異,造成焊接過程非對稱溫度場和較大的接頭殘余應(yīng)力。另外,最關(guān)鍵的問題是當(dāng)生成金屬間化合物達到一定厚度時,脆性金屬間化合物在很小的應(yīng)力下就會開裂,直接決定接頭使用安全[1]。
目前,學(xué)者們采用釬焊方法控制界面反應(yīng)物[2-4],并取得了良好的效果。然而,鋁/鋼釬料一直沒有突破進展。還有些學(xué)者利用激光熔釬焊鋁鋼[5-7],但是由于熔點相差很大,不能保證接頭成分的均勻性。采用固相焊的方法雖能很大程度上減緩脆性金屬間化合物的生成,但受到焊件形狀、尺寸的限制,也不能完全解決鋁/鋼的焊接問題[8-9]。
新型的電磁脈沖焊接技術(shù)具有無熱影響區(qū)、大幅減少金屬間相、消除因金屬熔化產(chǎn)生的應(yīng)力、顯著提高接頭強度和耐蝕性能等優(yōu)點,各汽車強國已經(jīng)采用電磁脈沖焊接技術(shù)由鋁合金替代原有鋼板實現(xiàn)汽車輕量化。然而,在國內(nèi),一些高等院校、科研機構(gòu)采用自制或外購20 kJ電磁脈沖焊接設(shè)備進行工藝和試驗方面研究,無法工業(yè)化生產(chǎn)。更重要的是,外國對80 kJ以上的電磁脈沖焊接設(shè)備明令禁止出售給中國。因此,本研究嘗試利用改進的70 kJ電磁脈沖設(shè)備,實現(xiàn)鋁/鋼異種金屬焊接,并探討其焊接界面形貌及性能變化規(guī)律,結(jié)果可為企業(yè)電磁脈沖焊接實際應(yīng)用提供數(shù)據(jù)指導(dǎo)作用。
1 實驗
1.1 實驗材料
實驗中采用6061鋁合金板和304不銹鋼,其化學(xué)成分如表1、2所示。試件規(guī)格為75 mm×20 mm×2 mm。進行搭接焊,電磁脈沖焊接的搭接長度決定了焊縫長度,從而影響間隙內(nèi)磁場分布和鋁合金碰撞鋼板時的優(yōu)先變形位置、碰撞速度、撞擊角度等,因此,設(shè)計試件搭接工裝保證焊合率,其結(jié)構(gòu)形式、焊縫形狀如圖1所示。經(jīng)過大量實驗,確定最佳工藝參數(shù):焊接電流為750 kA,電壓為17 kV,頻率為18 kHz,搭接長度為20 mm,間隙為1.8 mm。

表1 6061鋁合金化學(xué)成分(質(zhì)量分數(shù),%)

表2 304不銹鋼化學(xué)成分(質(zhì)量分數(shù),%)
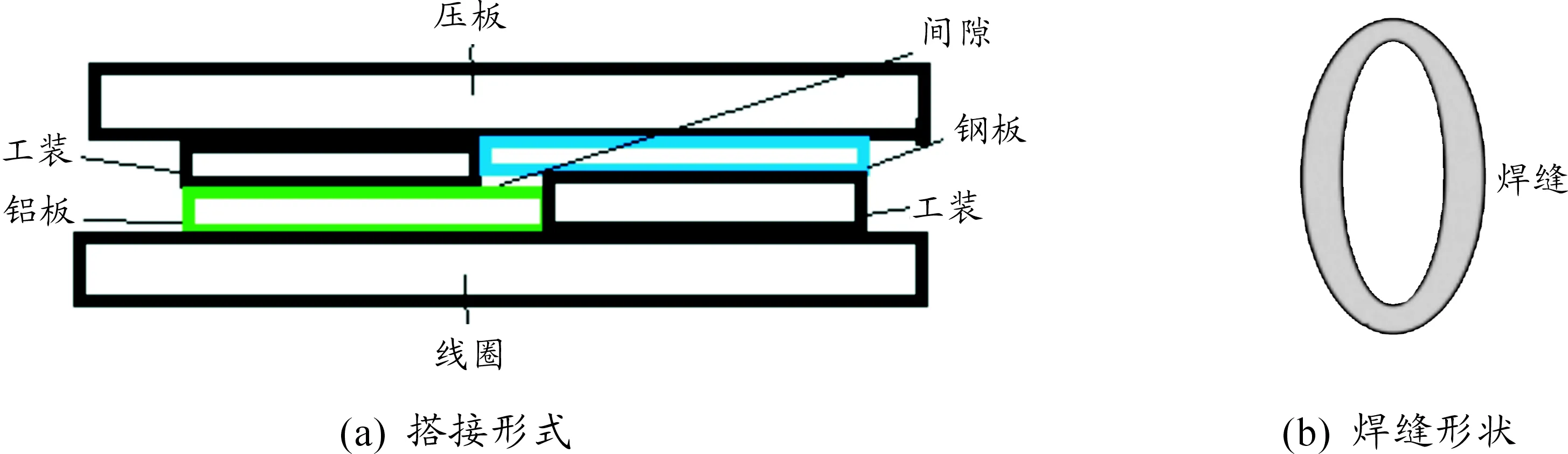
圖1 焊接接頭搭接形式
1.2 實驗方法
根據(jù)物理學(xué)電磁感應(yīng)定律,線圈通過脈沖電流的作用產(chǎn)生一個交變磁場。同時,外層工件產(chǎn)生感應(yīng)電流,感應(yīng)電流產(chǎn)生的磁場與線圈磁場相互作用,線圈和外層工件之間就出現(xiàn)斥力,導(dǎo)致外層工件以極快的運動速度向內(nèi)層工件碰撞而形成焊接。電磁脈沖焊接原理如圖2所示。

圖2 電磁脈沖焊接原理
2 結(jié)果與分析
2.1 接頭界面形貌
將鋁/鋼電磁脈沖焊接試樣沿著焊縫水平方向切割金相試樣,砂紙磨制、拋光后,再用4%硝酸酒精作為腐蝕劑,腐蝕4~5 s,先用水沖洗,再用酒精清洗,吹干后,掃描電鏡下觀察界面形貌,如圖3所示。
在鋁板高速撞擊鋼板的過程中,兩板之間產(chǎn)生金屬射流,試板表面的油污、雜質(zhì)、氧化膜在射流作用下被沖刷掉,露出光鮮的表面,實現(xiàn)原子鍵結(jié)合,因此,這種金屬射流的狀態(tài)是判斷電磁脈沖焊接焊合與否的重要標(biāo)志,焊接接頭界面的波形形貌是判斷焊接質(zhì)量好壞的主要指標(biāo)。由圖3(a)可知:在一定的碰撞速度下,撞擊區(qū)壓力大于材料塑性應(yīng)變的動態(tài)屈服強度,使得材料發(fā)生了橫向和縱向運動,形成了波狀的結(jié)合界面形貌。由卡門旋渦理論可知:界面波幅和波長的比值是0.27,界面比較穩(wěn)定,實現(xiàn)了接頭良好結(jié)合。然而,焊接接頭結(jié)合界面的不同位置在沖擊壓力作用下的變形程度不同,在高倍下觀察到在波前壓力較小的位置,沿著界面形成一定的旋渦,如圖3(b)所示,能量存在差值,就會在旋渦產(chǎn)生裂紋、氣孔等缺陷,嚴重降低了接頭性能,直接影響構(gòu)件使用安全。
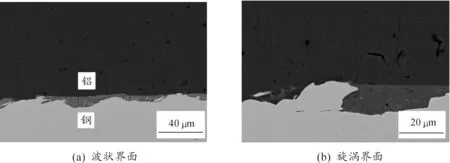
圖3 焊接接頭界面形貌
2.2 界面成分分析
在電磁脈沖焊接過程中,兩工件瞬間發(fā)生高速碰撞,鋁/鋼元素發(fā)生擴散,采用能譜分析儀對焊縫界面區(qū)域進行掃描,界面成分分析結(jié)果如圖4所示。
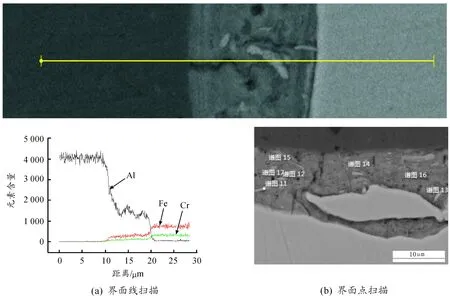
圖4 接頭界面成分分析
由圖4(a)可知:鋁鋼界面之間存在寬度不均、顏色與基體顏色不同的過渡區(qū)。由線掃描可知:過渡區(qū)寬度在5~13 μm,存在鋁元素和鐵元素,且2種元素含量在過渡區(qū)中向另一側(cè)基體擴散的過程中逐漸降低,在一定范圍內(nèi)呈近似平臺狀分布,鋁含量高于鐵、鉻含量,并按一定比例分布,說明電磁脈沖焊接瞬時發(fā)生了局部熔化,碰撞瞬時原子鍵重組,有金屬間化合物生成。結(jié)合圖4(b)對過渡層進行多個點掃描,結(jié)果平均為(原子分數(shù),%):鋁75.33,鐵23.23,鉻1.44。能譜分析點掃描結(jié)果與線元素擴散分布一致,結(jié)合鋁鐵二元相圖,推斷生成FeAl3金屬間化合物。
2.3 界面顯微硬度分析
以鋁/鋼電磁脈沖焊接界面中心為基點,每間隔0.2 mm測量顯微硬度,在路徑1、路徑2和路徑3相同位置上測試硬度,取其平均值,結(jié)果如圖5所示。
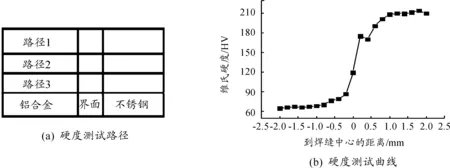
圖5 接頭界面硬度曲線
由圖5鋁鋼電磁脈沖焊接接頭界面顯微硬度曲線可知:從鋁側(cè)到結(jié)合界面的硬度逐漸增大,且在結(jié)合界面處的硬度遠高于鋁側(cè)的硬度,從66 HV增大到120 HV,不銹鋼到結(jié)合界面的硬度逐漸減小,從210 HV減小到120 HV,說明鋁元素、鐵元素都擴散到界面及基體側(cè),導(dǎo)致鋁側(cè)硬度增大,鋼側(cè)硬度減小。由于界面局部熔化,金屬間化合物的生成使得結(jié)合界面硬度增大。
2.4 斷口形貌分析
對鋁/鋼電磁脈沖焊接試樣按GB/T228—2002做拉伸實驗。按圖6的尺寸進行加工,實驗斷裂位置均在鋁側(cè)接頭處,抗拉強度均為98.5 MPa,并對試樣斷口進行掃描,結(jié)果如圖7所示。同時,為了掌握焊縫的密封性,按CJ/T151—2001的標(biāo)準(zhǔn)進行水下氣密性實驗,實驗壓力為0.6 MPa。將焊件完全浸入水中保持20 s后,觀察接頭無氣泡出現(xiàn),說明鋁鋼電磁脈沖焊接接頭連接質(zhì)量可靠性非常好。
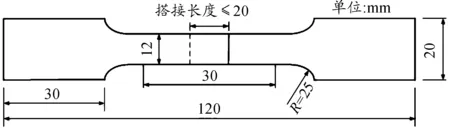
圖6 拉伸試樣尺寸
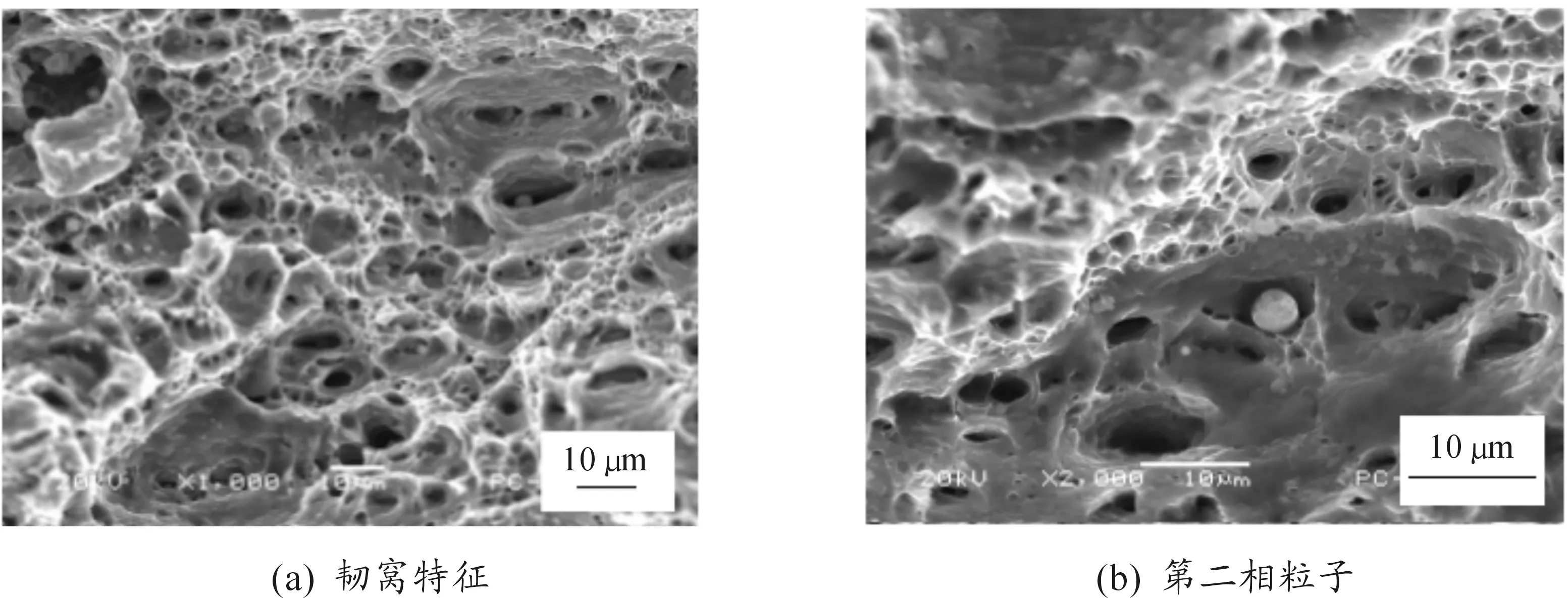
圖7 拉伸斷口分析
由金屬塑性變形理論,鋁合金動態(tài)變形經(jīng)歷硬化階段、軟化階段和斷裂階段,位錯或溶質(zhì)原子的固溶強化造成硬化,在變形過程的空洞形核、長大,導(dǎo)致材料軟化并斷裂。由圖7(a)可知:斷口呈韌窩塑性斷裂,韌窩大小、深淺不一,且在基體表面或韌窩里存在大量雜質(zhì)或第二相,固溶強化的鋁合金存在大量的溶質(zhì)原子,在拉伸變形過程中成為析出物,隨著拉伸變形量的增加,與基體脫離形成空洞。這種大量的空洞聚合,直至斷裂,呈現(xiàn)較深的韌窩,如圖7(b)所示。
3 結(jié)論
1) 在焊接電流750 kA,電壓17 kV,頻率18 kHz的參數(shù)下實現(xiàn)鋁鋼電磁脈沖良好焊接,結(jié)合界面呈波狀形貌,且界面波幅和波長比值是0.27,界面比較穩(wěn)定。
2) 鋁鋼界面之間存在5~13 μm過渡區(qū),呈平臺狀分布,鋁原子分數(shù)為75.33%,鐵原子分數(shù)為23.23%,鉻原子分數(shù)為1.44%,鋁基體到結(jié)合界面硬度逐漸增大,鋼基體到結(jié)合界面硬度逐漸減小,推斷生成FeAl3金屬間化合物。
3) 拉伸實驗表明:斷裂位置在鋁合金近搭接接頭處,斷口形貌呈現(xiàn)大小、深淺不一的韌窩塑性斷裂,是典型第二相粒子產(chǎn)生空洞形核后的長大、聚集和斷裂的特征。
[1] 明珠,甄立玲,趙鴻雁,等.6061鋁合金與304不銹鋼管磁脈沖連接實驗研究[J].兵器材料科學(xué)與工程,2011,36(2):88-89.
[2] 俞偉元,陳大林,路文江,等.新型鋁/鋼板式換熱器爐中釬焊技術(shù)[J].蘭州理工大學(xué)學(xué)報,2015,41(1):25-28.
[3] JUAN M,MUNOZ Guijosa,GENKI Nanaumia.Perpendicular ultrasonic joining of steel to aluminium alloy plates[J].Journal of Materials Processing Technology,2017,234:112-122.
[4] FARID Haddadi.Microstructure reaction control of dissimilar automotive aluminium to galvanized steel sheets ultrasonicspot welding[J].Materials Science & Engineering A,2016,678:72-84.
[5] 李春玲,樊丁,于曉全,等.鋁/鍍鋅鋼電弧輔助激光涂粉填絲熔釬焊方法[J].中國激光,2016(7):125-132.
[6] 李鎮(zhèn),石巖,劉佳,等.鍍層對鋁/鋼異種金屬激光焊接質(zhì)量的影響[J].激光雜志,2016(8):18-22.
[7] 黃健康,劉寧,何翠翠,等.鋁/鍍鋅鋼焊接接頭金屬間化合物熱力學(xué)分析[J].哈爾濱工程大學(xué)學(xué)報,2016,37(6):837-841.
[8] 史珂軻,劉德義,任瑞銘.304不銹鋼/鋁擴散焊接界面組織與性能[J].大連交通大學(xué)學(xué)報,2014,35(5):74-79.
[9] ZHANG G F,SU W,ZHANG J.Visual observation of effect of tilting tool on forging action during FSW of aluminium sheet[J].Science & Technology of Welding & Joining,2013,16(1):87-91.
[10] 劉嘉瑋,王建江,許寶才.場致電阻材料在強電磁脈沖防護中的應(yīng)用展望[J].功能材料,2017,48(10):10029-100035.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
