一種天線指向機構的支架四孔同軸精密加工技術
2018-02-28 01:28:11李金山焦云雷盆洪民王現沖趙佳琪
導航與控制 2018年1期
李金山,焦云雷,盆洪民,王現沖,趙佳琪
(天津航天機電設備研究所,天津300458)
0 引言
天線指向跟蹤機構的主要功能是實現載荷天線的高精度角度跟蹤指向和360°旋轉,主要用于衛星天線跟蹤地面接收天線,具有精度高、速度快等特點。受其使用條件和環境的制約,對零部件結構及材料提出了嚴格的要求。首先要滿足航天產品的設計力學性能,并且在保證同樣強度和剛度的情況下,結構要輕量化。硬鋁合金材料由于剛性好、比強度高、密度小、塑性好、耐腐蝕、易加工、相對質量較小等優點,已成為衛星、飛船廣泛采用的主要承力構件材料。而鋁合金薄壁件的加工變形和內應力變形等問題是產品研制成敗的關鍵因素。本文主要介紹天線指向跟蹤機構的波導支架和機座的組合加工技術。
1 產品結構特性及工藝特點分析
1.1 產品結構特點及技術參數
產品結構特點如圖1所示,機座組合體由1個機座單件和2個波導支架單體組合而成,波導支架單件加工完成后用定位銷釘和螺栓固定于機座本體上,與機座本體間有著較高的裝配精度要求。
技術參數如圖2所示,組合件剖面圖B基準平面度要求在0.01mm以內,且多處形位尺寸公差均以此為基準。通過演算,工藝精度要求其平面度在210mm尺寸上小于0.005mm,這樣的精度已經達到了機床加工上限,也是重點攻關的難點之一。波導支架側面相對于基準軸A有著嚴格的跳動公差0.01mm,以及裝配尺寸公差。組合件四孔尺寸為關鍵鏜削尺寸,它們平均分布在210mm尺寸上,需要2次掉頭裝夾,鏜削保證同軸度Ф0.02mm。
1.2 材料性能及切削性能分析
組合件材料為2A14 T6態硬鋁合金,具有很高的強度和良好的切削加工性能。但其加工后,受殘余應力影響,易變形,受切削力、裝夾力、切削熱的影響,形面精度不容易保證。
組合件平均壁厚不足2mm,底面部分易發生彎曲變形,屬于典型的薄壁難加工零件。為滿足加工精度,必須選擇合理的刀具和切削方式,如針對底平面選用小刀環切加工;波導支架耳片采用自制片銑刀加工;鏜削高精度孔時,為了保證尺寸的穩定性選取金剛石刀片。
1.3 加工思路分析
通過對產品結構特點和技術參數、工藝特性、材料加工性能等方面分析,總結出銑削工序最佳加工方法和工藝思路:
銑序工藝路線:①粗加工(單邊1mm)→②半精加工(0.5mm)→③局部留量精加工(圖2基準B面、關鍵孔加工部分、重要基準面等留量0.3mm)→④基準面精加工→⑤組裝后波導支架耳片精加工→⑥掉頭鏜四孔精加工。
2 產品采用的加工技術
產品銑削加工過程采用了低應力裝卡方法、局部余量控制技術、多刃微應力端銑方法、四孔同軸加工技術,每種技術詳細總結如下。
2.1 低應力裝夾方法
理想的加工狀態應該是在 “零外力”自然狀態下加工,但常規的裝夾方式均無法滿足要求。例如:虎鉗裝夾存在橫向或徑向裝夾力,壓板裝夾會產生局部受力,三爪卡盤裝夾會產生向心力或離散力。針對這些問題,本文采用低應力裝夾方法,即工件通過膠粘定位固定到平面工裝上進行切削加工,工件不與虎鉗直接接觸,從而達到近似無應力裝夾的狀態。工件通過4點膠粘固定,工件上表面壓千分表并觀察指針變化,如圖3所示。試驗表明,此種裝夾方法完全符合裝夾需求,達到無應力裝夾效果。在工序④底面精加工時,通過此種裝夾方式完成了底面精加工的任務,達到工藝要求的尺寸公差和形位公差。
2.2 局部余量控制技術
局部余量控制技術是指在實際加工中將某一工序中工件非關鍵尺寸加工到位,將有嚴格尺寸公差和形位公差要求的尺寸留量放在后序中加工,從而最大限度地減小加工誤差,提高加工精度。比如在工序③中,將基準面單邊留量0.3mm作為后續加工的可去除余量,從而使加工精度控制在公差之內。
對于尺寸精度和形位公差精度要求較高的薄壁件而言,難點是控制其變形量,從機座的結構分析可知,底面平面度質量起著至關重要的作用。在加工工序④時,平面度的控制是關鍵。采取如下方法:
1)加工薄壁零件時要選用尖角的立銑刀。不能用圓鼻刀,防止圓鼻刀切削時產生向下的載荷分量,使零件底部翹曲。刀具選擇小刀加工,從而獲得較小的表面切削力,切削更加均勻,受力平穩,獲得較好加工表面質量,如圖4選擇Φ4立銑刀。
2)避開薄壁的振動區域。當采用跟隨周邊銑削加工時,步距的移動方向應遠離薄壁的振動區域。加工過程中應注意步距方向,跨步之前加工完要加工的區域,刀具遠離發生振動的薄底部位。
3)多型腔薄壁零件的加工。在加工多型腔的薄壁零件時,關鍵是定義底面的加工順序,這樣才能避免加工中產生翹曲變形。定義加工順序的原則為:要利于毛坯材料的預應力的釋放,加工時要有較好的支撐;要減少加工時熱量的累積。
在實際切削時應用局部余量控制技術,采用反復對稱加工機座的上下底面,最終將底面平面度控制在0.005mm以內,解決了薄壁底平面加工變形的難題。
2.3 多刃微應力端銑方法
多刃微應力端銑方法是指采用多刃薄片銑刀針對支架耳片側面進行精加工,達到減小切削力和切削變形,進而獲得較好表面質量的加工方法。如圖5所示,實際加工中由于零件剛度不足容易產生加工變形,使用立銑刀銑削薄壁面AB,應該切除陰影部分ABDC。但由于切削力的作用,薄壁件產生彈性變形,A、C兩點分別移到A′、C′兩點。這時刀具剛度遠大于薄壁件剛度,刀具僅切除ABDC部分的材料。走刀過后薄壁彈性恢復,殘留CDC′部分材料未被切除,形成了壁厚加工誤差。因此,最小程度地減小C′DC處的彈性變形量是控制側面平面度的關鍵。
如圖2所示,支架側面與A基準存在0.01mm的跳動公差,為關鍵尺寸。精測時通過評價基準軸A與支架平面垂直度的大小,來判別跳動公差的好壞。因此,耳片表面加工質量直接影響了跳動公差的精度。通過分析可知,刀具的剛性遠強于薄壁工件的剛性,故而波導支架的變形量主要取決于切削力的大小。通過對立銑刀加工分析可知,隨著切削深度的加大,刀具與工件的接觸面積逐漸增大,切削力相應增大。片銑刀由于接觸面積小,切削厚度小,因此多刃加工切削受力更加均勻。在實際加工中選用薄刃片銑刀對薄壁耳片進行試加工,如圖6所示。采用小切深分層加工,將平面度控制在0.005mm以內,成功地解決了耳片震顫、變形的加工難題,表面加工質量良好。
2.4 組合件四孔鏜削加工技術
(1)組合件裝夾方法
如圖7所示,加工所需的裝夾工裝經過千分表在線檢驗,其表面直線度均在0.002mm以內,滿足加工要求。縱向找正基準邊是組合件掉頭找正基準和對刀基準。在實際切削時,將工件按如圖7所示裝夾在工裝上。采用螺釘壓緊固定方式,裝夾過程中,觀察千分表指針變化,控制變化量在0.005mm以內。由于工件為弱應力裝夾,為避免加工過程中工件發生竄動,在圖7所示位置點膠。
(2)孔加工刀具選擇
波導支架結構剛度差,在加工時振動磨損厲害,組合件的孔為難加工部位。普通硬質合金刀耐磨性差,無法滿足加工要求。通過用普通硬質合金刀片和金剛石刀片進行試切試驗比較,確定加工刀具,結果如表1所示。
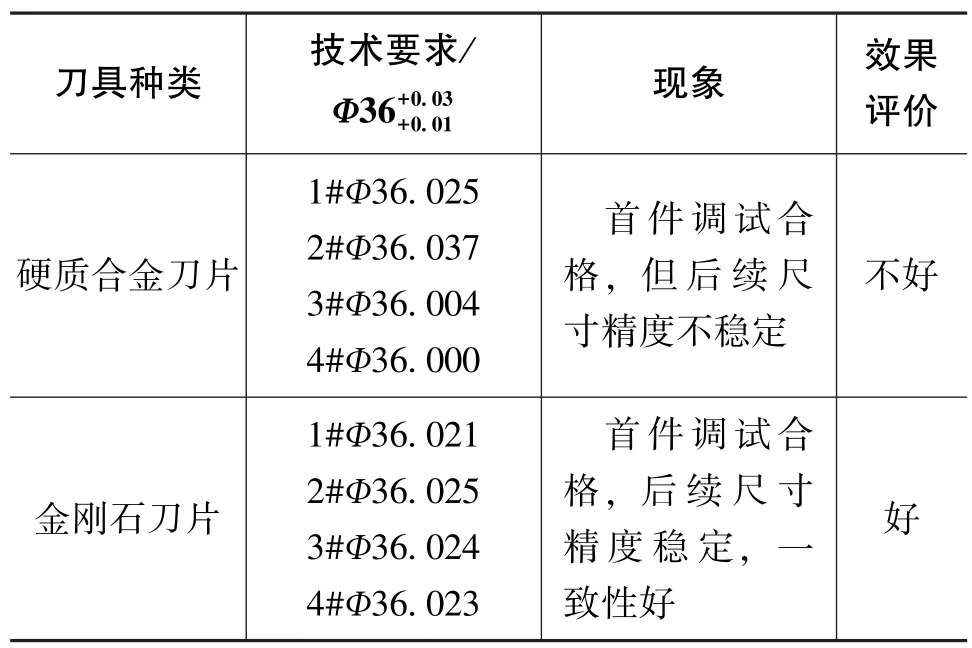
表1 比較試驗結果Table 1 Comparison of the experiment results
試驗表明:采用金鋼石刀具切削綜合性能明顯優于硬質合金刀具,試切件尺寸經三坐標測量儀檢測全部合格。通過豎立安裝在虎鉗上對安裝面進行臨床加工,利用千分表進行校正,橫向和豎直方向上表針跳動保證在0.002mm以內,突破三軸加工的局限性,實現了掉頭鏜削加工,保證了在210mm范圍內,相對于基準A的同軸度Ф0.02mm的圓度公差和其余各項技術指標。
(3)組合件加工方法
與單一工件的銑削加工相比,組合工件的銑削保證每個組件的加工質量的同時,也要保證各組件按規定組合裝配后的各項技術要求。所以,應認真分析組合工件的裝配關系,合理安排組合工件的加工順序和加工工藝。
盡可能減小因基準位移和基準不重合造成的誤差。對有形狀、位置精度要求的工件,盡可能在同一次安裝下完成。在毛坯尺寸和銑削加工條件允許的情況下,盡量一次安裝,完成各有關加工表面的加工。如在一次安裝下,外圓與端面的垂直度、孔與軸的同軸度的加工等,很容易達到圖樣的形位公差要求;否則在調頭時,必須增加用以保證形位精度的精基準、校正方法或夾具來加以補救。
3 產品加工質量評價
經過三坐標測量儀對主要技術指標進行測量,檢測結果全部符合圖紙要求,如表2所示。
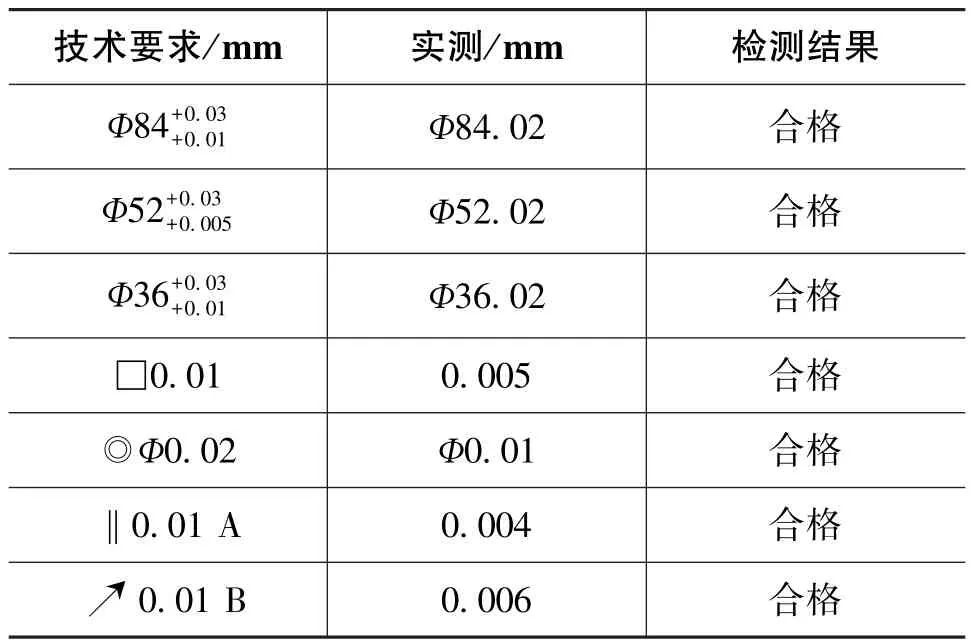
表2 三坐標測量儀關鍵數據檢測結果Table 2 Key data detection results of three coordinate measuring instrument
4 結論
通過天線指向機構的支架的加工,總結出薄壁高精度支架產品銑削和四孔同軸鏜削加工、低應力裝卡方法、局部余量控制技術、多刃微應力端銑方法等加工技術和方法。不僅解決薄壁高精度硬鋁合金材料支架產品制造難題,而且在其他型號天線指向機構、光學測量載荷機構中推廣使用,獲得了高效率、低成本的效果。
[1]嚴愛珍,李宏勝.機床數控原理與系統[M].北京:機械工業出版社,2003.YAN Ai-zhen,LI Hong-sheng.Principle and system of NC machine [M].Beijing:China Machine Press,2003.
[2]陳芳.淺談薄壁件加工工藝[J].吉林省教育學院學報,2009,25 (5):103-104.CHEN Fang.Processing technology of thin wall parts [J].Journal of Jilin Institute of Education,2009,25 (5):103-104.
[3] 何寧.高速切削技術[M].上海:上海科學技術出版社,2012.HE Ning.High speed cutting technology [M].Shanghai:Shanghai Science and Technology Press,2012.
[4]劉維偉,張定華,史耀耀,等.航空發動機薄壁葉片精密數控加工技術研究[J].機械科學與技術,2004,23(3):329-331.LIU Wei-wei,ZHANG Ding-hua,SHI Yao-yao,et al.Study on net-shape NC machining technology of thin-blade of aeroengine [J].Mechanical Science and Technology,2004,23 (3):329-331.
[5]曾元松,黃遐.大型整體壁板成型技術[J].航空學報,2008,29 (3):721-727.ZENG Yuan-song,HUANG Xia.Forming technologies of large integral panel[J].Acta Aeronautica Et Astronautica Sinica,2008,29 (3):721-727.
[6]李滬曾,紀多斌.高速銑削薄壁件的工件裝夾方法[J].模具工程,2008 (6):104-106.LI Hu-ceng,JI Duo-bin.Workpiece clamping method for high speed milling thin-walled work piece [J].Mold Engineering,2008 (6):104-106.
[7]唐志濤.航空鋁合金殘余應力及切削加工變形研究[D].山東大學,2008.TANG Zhi-tao.Study on residual stress and deformation of aluminum alloy [D].Shandong University,2008.
[8]廖凱,韋少杰,楊李燕.薄壁構件中應力釋放和表面應力對變形的影響[J].輕合金加工技術,2013,41 (7):49-53.LIAO Kai,WEI Shao-jie,YANG Li-yan.Effect of stress release and surface stress on deformation of thin-wall component[J].Light Alloy Fabrication Technology,2013,41(7):49-53.
[9]吳紅兵,柯映林,劉剛,等.航空框類整體結構件銑削加工變形研究[J].浙江大學學報(工學版),2009,43(3):546-550.WU Hong-bing,KE Ying-lin,LIU gang,et al.Study on milling deformation of aerospace frame monolithic components [J].Journal of Zhejiang University(Engineering Science),2009,43 (3):546-550.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
中華詩詞(2020年1期)2020-09-21 09:24:52
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20