4D打印:智能材料與結構增材制造技術的研究進展
2018-02-27 10:57:48陳花玲羅斌朱子才李博
西安交通大學學報 2018年2期
陳花玲,羅斌,朱子才,李博
(1.西安交通大學機械工程學院,710049,西安;2.西安交通大學機械強度與振動國家重點實驗室,710049,西安)
3D打印技術也稱增材制造技術,是一種以數字模型文件為基礎,運用粉末狀金屬或塑料等可黏合材料,通過逐層打印的方式來構造物體的技術,近30年來得到了快速發展,已成為第3次工業革命的前奏[1]。然而,盡管增材制造技術能夠打印出各式各樣的物體,不足之處是打印出來的物體仍需要組裝,缺乏柔性和環境適應性,為此科學家提出了4D打印技術。2011年,Oxman提出一種變量特性快速原型制造技術,利用材料的變形特性和不同材料的屬性,通過逐層鋪粉成型具有連續梯度的功能組件,使成型件能夠實現結構改變,這是4D打印思想的雛形[2]。4D打印技術的概念是在2013年由麻省理工Tibbits在娛樂和設計會議上提出的,他演示了將一段繩狀物放入水中后,該物體能自動折成MIT字樣的立體結構,由此開啟了4D打印技術的研究熱潮[3]。4D打印技術是指由3D技術打印出來的結構能夠在外界激勵下發生形狀或者結構的改變,直接將材料與結構的變形設計內置到物料當中,簡化了從設計理念到實物的造物過程,讓物體能自動組裝構型,實現了產品設計、制造和裝配的一體化融合[4]。
4D打印技術的實現方式有兩種:一種是智能材料增材制造技術;另一種是混合增材制造技術。智能材料一般是指以特定條件響應環境變化,具有自感知、自診斷、自驅動、自修復的能力,以及多功能性和感受環境變化的響應。由于智能材料的特殊功能,已經被廣泛應用于航天航空、土木工程、醫學、仿生機器人等領域[5]。利用智能材料增材制造技術實現4D打印的方法是:首先借助增材制造技術實現智能材料或結構的快速成形,然后在環境(光、電、濕度、溫度)等刺激下,使3D結構發生變形,從而實現4D結構,這里增加了一個維度是指時間。智能材料的增材制造技術克服了傳統工藝難以制備復雜形狀和結構的缺點,使制備任意復雜形狀三維智能材料結構成為可能,進一步擴大了智能材料的應用范圍。利用混合增材制造技術實現4D打印的方法是:在增材制造而成的物件中埋入智能材料或者打印多種智能材料從而構成智能結構,該結構整合了不同材料之間的屬性,兼具了幾何形狀的復雜性和實用的多功能性兩大優點,是目前實現4D打印的另一個重要方向[6]。
總體來看,目前4D增材制造技術尚處于研究起步階段,但卻在人們生活、藝術、航空、航天、醫療、軍事等領域有著巨大的應用潛力。為了推動4D打印技術的快速發展,本文首先對現階段的4D打印進行分類介紹,在此基礎上,分析比較了不同智能材料的4D打印技術特點。結合本課題組研究成果,給出了增材制造技術在各領域的應用前景,指出4D打印技術目前存在的問題,分析了需要逐步展開的工作,然后對未來的研究進行了展望。
1 智能材料的增材制造技術
眾所周知,形狀記憶合金、形狀記憶聚合物、壓電材料、電致活性聚合物、光驅動型聚合物等都屬于智能材料,本小節除了介紹這些智能材料的3D打印技術研究現狀外,還對水驅動型的智能結構3D打印技術進行了簡述。
1.1 溫度驅動型智能結構的增材制造技術
1.1.1 形狀記憶合金的增材制造技術 形狀記憶合金是指一種在加熱升溫后能完全消除其在較低溫度下發生的變形,恢復其變形前原始形狀的合金材料,即擁有“記憶”效應的合金。瑞士應用科學大學Morell在2007首次提出形狀記憶合金增材制造技術,他利用有機膠和溶劑反應將Ni、Ti金屬粉末粘接在一起,逐點固化成三維結構如圖1a所示,打印出的記憶合金具有一定的形狀記憶效應[7]。英國利物浦大學Clare采用同樣的方法,制造出形狀記憶合金的懸臂梁結構,可以看到,當該結構低于其相變溫度時有一定的彎曲,升到高溫時,彎曲變形消失,如圖1b所示[8]。

(a)Ni、Ti粉末SLM效果圖 (b)溫度驅動下形狀記憶圖1 3D打印的形狀記憶合金實體形狀及記憶效應
美國俄亥俄州立大學Walker使用選擇性激光熔化(SLM)設備,制造了具有不同空隙率多孔型形狀記憶(Ni-Ti)合金結構,如圖2所示,當Ni-Ti合金的質量分數達到98%時,形狀記憶效應較為明顯[9]。
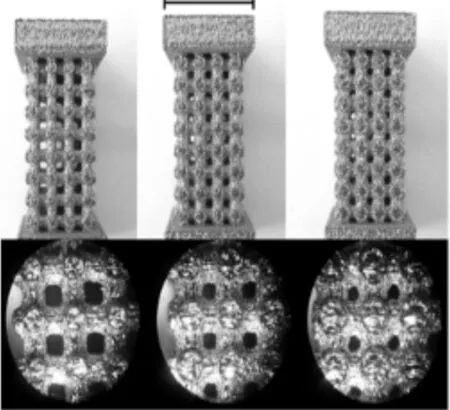
圖2 形狀記憶合金增材制造的多孔結構實物圖
形狀記憶合金的增材制造方法一般采用金屬粉末粘接的方式進行,其中Ni-Ti合金的比例對打印出的記憶合金記憶效果影響較大,因此需要對這兩種組分進行精確控制。同時,形狀記憶合金組織和力學性能對溫度變化極為敏感,高溫下對N、O、H的親和力強,在成型過程中很容易吸收這些氣體,在成型界面處形成脆性化合物。成型過程中為保持形狀記憶效應,應防止馬氏體相變,并設法控制熱影響區域,防止晶粒長大破壞母材的有序點陣結構而影響其形狀記憶效應。由于形狀記憶合金具有驅動電壓低、高應變能、剛性大、應變范圍較大等特點,其增材制造技術研究將會逐步開展并得到應用。
1.1.2 形狀記憶聚合物的增材制造技術 形狀記憶聚合物(SMP)是一類新型功能高分子材料,依據形狀記憶機理的不同可分為固態形狀記憶高分子材料和高分子凝膠體系兩大類。依據實現記憶功能的條件不同,可分為熱敏型、光敏型和感溶劑型等多種。目前,常用的形狀記憶聚合物大多是熱敏型的形狀記憶高分子材料,其形狀記憶效應源于分子鏈組成單元的玻璃化轉變或熔融轉變,而形狀記憶合金的形狀記憶效應則是由合金晶格可逆的馬氏體、奧氏體轉變引起的,與形狀記憶合金相比較,形狀記憶聚合物更易成型[10]。
香港大學Yang等人對DiAPLEXMM-4520型形狀記憶聚合物采用熔融成型方式(FDM)打印出火箭模型、花瓣、抓手等結構,通過對抓手結構局部加熱,結構變形能夠抓起中性筆的筆帽[11],如圖3a所示。新加坡科技與設計大學Ge等人采用可以打印多組分的光固化設備,以甲基丙烯酸脂作為主鏈引入雙功能寡聚物、乙二醇、二甲基丙烯酸脂作為交鏈等作為打印前體,在三甲基苯甲酰基光引發劑作用下,合成了熱敏型形狀記憶聚合物,通過調節交聯鏈的含量可以調節材料的玻璃化轉變溫度、應變量、彈性模量等參數,以滿足一定的驅動性能。采用該方法制造了形式各樣的驅動器件,如圖3b、3c、3d所示,包括了血管模型、埃菲爾鐵塔模型、花瓣、飛鳥、仿生機械手等。通過對器件進行溫度驅動,可以看到結構形狀發生動態演變:花瓣可實現舒展;機械手可以實現抓取一個螺絲釘的功能[12]。該團隊還以G60和彈性體Tangoblack作為打印可動鉸鏈(簡稱PAC)的前體材料,將活動鉸鏈嵌入基體薄片中,對活動鉸鏈進行加熱驅動,可以看到,嵌有形狀記憶聚合物材料的薄片結構彎曲成一定角度,該彎曲角度與預拉伸幅度以及鉸鏈的布置長度有關。在此基礎上,作者設計了可以自動折疊的紙盒和千紙鶴結構,如圖3e和3f所示。實驗表明:3D打印形狀記憶聚合物可以作為實體結構的活動構件,通過溫度驅動實現復雜的張合動作[13]。
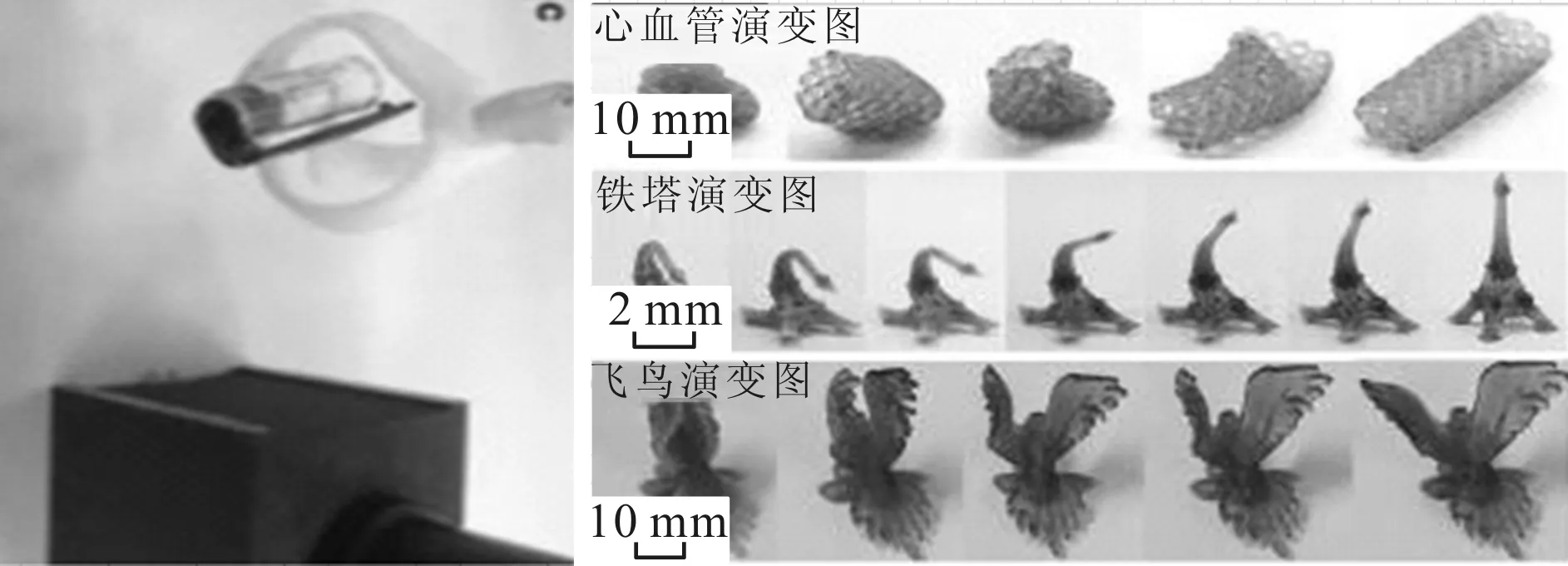
(a)可變形機械手 (b)心血管、鐵塔、飛鳥模型
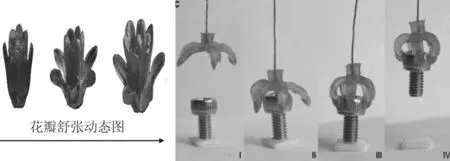
(c)花瓣的舒張 (d)機械手抓取螺絲釘演示圖
(e)可折疊紙盒 (f)可折疊千紙鶴模型圖3 形狀記憶聚合物實體模型及變形圖
此外,凡是對溫度敏感的材料也具有一定的形狀記憶功能,原理是材料的熱膨脹行為。哈爾濱工業大學呂海寶等人采用FDM成型技術,利用絲材聚乳酸(PLA)制備了外科微創手術可用的夾具,該夾具具有部分形狀記憶功能。作者還提出將PLA制成彈簧形狀,應用在心血管栓微創手術中[14]。
形狀記憶聚合物增材制造方法有噴墨打印(Polyjet)、光固化成型(SLA)與FDM成型,打印方法的選擇是由前體材料的屬性決定的。熱敏型形狀記憶聚合物變形對溫度具有很大依賴性,結構響應時間一般在分鐘級別,但其可以實現大變形,應變一般超過200%。相對于其他智能材料,這方面的研究已經取得初步成果,后續的研究重點將是這類材料作為驅動元件的制造及應用。
1.2 電驅動智能材料的增材制造技術
1.2.1 壓電晶體材料的增材制造技術 壓電晶體是指具有壓電效應的材料。德國耶拿大學Pabst使用Omnijet 100打印機在PET基體上噴墨打印銀粉顆粒,通過等離子燒結成團聚電極層;中間壓電薄膜層通過噴墨打印機將含聚二聚偏二氟乙烯(PVDF)顆粒的溶液噴涂在電極表面,然后放在130 ℃的真空中加熱,以保證壓電晶體團聚,上表面電極同樣采用等離子燒結的方法成型,見圖4a。實驗中給該成型結構施加110 V電壓后,測得該結構的上下變形幅度為4.5 μm,表明了噴墨打印用于壓電材料打印的可行性[15]。美國加州大學圣地亞哥分校Kim將鈦酸鋇顆粒溶于聚乙二醇二乙酸溶液中與光引發劑混合,作為打印前體溶液,為了增加壓電轉化效率,鈦酸鋇顆粒表面通過丙烯酸脂浸泡處理,這樣鈦酸鋇顆粒會以共價鍵的形式與聚乙二醇二乙酸連接,經過光掩處理,噴頭流出的溶液光照后可以形成點陣、圓陣結構,如圖4b所示。實驗結果表明:打印的壓電結構的壓電系數達到了40pC/N[16]。

(a)PVDF噴墨打印成型結構 (b)鈦酸鋇顆粒形成的點陣圖4 壓電晶體增材制造效果圖
采用噴墨打印方式實現壓電材料的增材制造,能夠實現復雜微型結構制造,這是傳統加工方式難以實現的,通過對打印材料摻雜、表面處理等方式,能夠提高壓電材料的性能,從而在生物醫療、傳感器領域得到應用。
1.2.2 介電彈性材料的增材制造技術 介電彈性(DE)材料屬于電活性聚合物(EAP)的一種,在外加電場作用下能夠產生大變形,當外加電場撤掉后,又恢復成原來的形狀或體積,因此可以將其設計和制造成智能轉換器件,如驅動器、傳感器和能量收集器等[17]。硅橡膠和丙烯酸是最常見的兩種介電彈性材料,DE材料的增材制造工藝一般采用雙組分硅橡膠作為前體材料,打印的最終目標是雙組分材料的固化。德國埃爾朗根-紐倫堡大學Landgraf等人采用氣溶膠噴射印花增材制造工藝制備硅橡膠驅動(DEA)。基本原理是,利用氣壓或聲波振蕩將硅橡膠Elastosil P7670與碳納米管懸浮液混合物轉化為噴霧,通過交替堆積導電層和絕緣層的方式實現10 μm以下層厚的復合堆積。文獻[18]制備了一種雙噴霧噴嘴結構,將雙組分硅橡膠分別噴出,并在工作平臺上混合固化,通過增材制造的方式制備成了DE材料的三維結構。
新西蘭奧克蘭大學Creegan提出采用光固化成型技術打印DE材料的概念,由于用來打印的硅橡膠材料通常由兩種組分構成,因此需要交替固化兩種液態樹脂組分A和B,文獻[19]初步證實了采用光固化技術交替打雙組分A和B材料用于制造DE結構的可能性。美國加州大學洛杉磯分校Yun采用丙烯酸叔丁酯、SR9035、雙甲醚按照質量比100∶0.5∶0.5混合后,在紫外光照射下固化形成DE芯層,表面電極采用銀納米線涂覆,構成DE結構,該圓形復合薄膜在預拉伸后,發生明顯變化。該實驗證明了采用光固化方法用于DE增材制造的可能[20]。

(a)氣溶膠噴射印花制造工藝

(b)DE雙組分注射成型機 (c)硅橡膠制造的人臉結構圖5 DE結構增材制造原理與結構
美國阿肯色大學Cai使用Fub@home Printer多組分的打印設備,分別以KE-1283、KE3417、KE3494、Sylgard170型號的雙組分硅橡膠作為打印材料,通過加熱或者常溫固化雙組分材料,制備出不同型號的DE結構。對4種不同類型DE結構進行電學性能測試,發現KE-1283硅橡膠制備的DE薄膜的抗擊穿性能最好。以該材料打印制備了類似人臉的結構如圖5c所示,對該結構施加電壓后,可以實現面部表情的動態變化[21]。
目前,采用的硅橡膠DE成型方法主要有噴墨打印和光固化成型兩種方式,但是未能實現對電極的打印,表面電極依然采用人工涂覆的形式進行制備,且采用硅橡膠DE材料打印出來的變形量與常用的丙烯酸DE材料的變形量相比較小。
1.2.3 離子聚合物金屬復合材料的增材制造技術 離子聚合物金屬復合(IPMC)材料是另一種電活性聚合物,能夠在低電壓(0.5~10 V)下實現大變形,它是在基體膜(通常是離子交換膜Nafion等)上下表面采用物理或者化學方法沉積并滲透一層金屬電極而形成夾層結構的復合材料[22]。打印這種智能材料需要對芯層和表面電極分別進行。
美國康奈爾大學Malone在2006年提出借助增材制造技術,制造3層結構或者5層結構IPMC智能材料。該研究組將Nafion溶液、酒精和水的混合作為打印IPMC基體膜的前體材料,將Ag微小顆粒與Nafion溶液混合作為IPMC的電極材料,然后逐層加熱固化電極-Nafion基體-電極3層結構,這種溶液固化成型時成型形狀較難控制,固化后的材料表面質量不高,會出現明顯的褶皺,變形性能也較差[23]。
另一種IPMC增材制造技術采用熔融成型的方法。美國猶他大學Carricoa采用Nafion顆粒作為前體,通過擠絲得到線材,如圖6a所示,然后利用商業3D打印軟件和熔融成型設備,制造出的IPMC手型結構如圖6b所示,在電壓驅動下,該結構的手指可以實現彎曲。可以看到,Nafion顆粒經過拉伸后的絲材出現了明顯的變色,這可能是高溫氧化的原因,同時由于噴頭擠出溫度與成型板的溫度相差很大,導致材料出現了較大的翹曲[24]。
總體看來,IPMC材料的增材制造技術目前有兩種方式:在鑄膜的基礎上進行改進,存在形狀較難控制、成型膜內部易起氣泡等問題,且對于制造變截面、空心等復雜結構較為困難;熔融成型方式目前只有片狀Nafion膜結構增材制造的報道,不僅表面比較粗糙而且出現了較大翹曲,且未考慮表面電極的成型。顯然,對于復雜結構的IPMC成型工藝還需要進一步研究。

(a)擠絲得到的IPMC線材 (b)可動手型結構圖6 Nafion顆粒擠出成絲和成型膜實物圖
1.2.4 巴克凝膠材料的增材制造技術 巴克凝膠(Bucky Gel)是最新發展的一種離子型電活性聚合物結構,由3層構成,中間基體材料為聚合物和離子液體構成的電解質層,兩邊為碳納米管、聚合物和離子液體構成的電極材料。前期的巴克凝膠制備主要采用溶液鑄模的方法,分層固化電極和基體層,制備出的巴克凝膠大多為片狀。日本東京電機大學Kamamichi于2008年提出采用3D打印技術制造巴克凝膠材料[25],利用3D打印技術逐點固化電極、基體材料、電極材料。該方法可以制造出復雜形狀的巴克凝膠材料結構,圖7a、7b分別對應該類型材料的打印過程及其人手結構。由于這種打印方法導電率較差,因而變形性能較差,因此關于該項研究沒有繼續跟進。

(a)打印過程 (b)打印的手掌實物圖7 3D打印的巴克凝膠過程及實體圖
1.3 光驅動智能材料的增材制造技術
東華大學Mu將光敏材料(PETMP、MDTVE和EGDMP)3種組分按照質量比1∶5∶4混合,形成制造光驅動智能材料的混合液體,然后按照混合液體質量的1%加入光引發劑Irgacure184和Irgacure 819,在400~500 nm、功率為4×107W/cm2的光照下制備成光敏感薄膜(LAP),將NOA65光固化膠固化后作為芯層結構,與LAP形成三明治復合結構,如圖8所示。實驗發現:該光驅動復合結構在光照下發生了明顯的彎曲變形,彎曲變形量與LAP層、NOA65層的厚度比以及彈性模量比緊密相關。光驅動材料的增材制造技術一個明顯優勢是可以通過光照實現單點遠程驅動控制,而且光作為驅動能量的來源廣,響應速度與形狀記憶聚合物相當,在分鐘級別,但是真正使用還需要解決該結構對光的吸收以及傳導問題。這類增材制造技術在微機電系統領域具有重要的應用價值,因此光驅動材料及其結構的打印將成為4D打印的一個重要分支[26]。
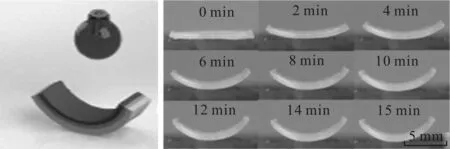
圖8 光驅動復合結構組成和光照變形圖
1.4 磁驅動材料的打印技術
哈爾濱工業大學Wei采用直寫成型(DW)方式,配制形狀記憶聚合物溶液與Fe3O4、苯甲酮、光敏劑混合,打印出具有溫度和磁驅動的螺旋狀結構[27]。這種驅動材料的打印關鍵是在打印溶液中加入磁性物質,目前研究較少。
1.5 水凝膠材料的增材制造技術
澳大利亞臥龍崗大學的Naficy采用將親水性的聚合物(N-異丙基丙烯酰胺)與甲基丙烯酸羥乙酯混合后再打印,如圖9所示。所形成的結構在溫度和濕度驅動下,能夠實現折疊和展平動作。

圖9 水凝膠的打印過程及變形圖
對于水凝膠材料的打印,目前研究較多,但是變形大都是溶脹原理,這類材料的驅動主要形式是水驅動,打印出的結構對環境依賴性較大[28]。
1.6 水驅動型智能結構增材制造技術
4D打印除了通過智能材料的增材制造方法實現,實際上也可以通過打印出可變形智能結構來實現,水驅動智能結構便是典型的實例。美國麻省理工學院的Gladman等人采用軟質親水高分子物質分布在增硬填料納米纖維束中作為打印材料,將材料從打印噴嘴擠出后,納米纖維束在剪切力的作用下沿噴嘴方向進行取向。將材料浸在水中后,材料樣條的橫向與縱向產生各向異性的溶脹變形。利用多層樣條的疊加及其角度變換,可以事先預測出材料因溶脹產生的形變,進而設計出可以“舞動”的器件,如圖10a所示[29]。
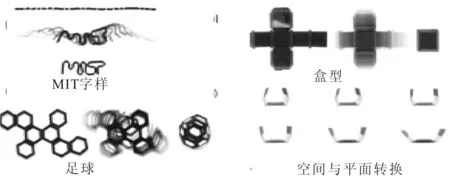
水驅動智能結構主要依據材料吸水特性進行設計,最終使結構演變為預先設定的形狀。利用該思路,麻省理工學院Tibbits等人借用兩種具有不同吸水特性的聚合物材料組合成直繩,該兩種聚合物材料的一種是聚合物材料在水中可膨脹至超過原體積的兩倍,另一種聚合物材料在水中變得剛硬。通過增材制造技術將這兩種材料制備成“直繩”形狀,然后將該結構投入水中,由于兩種材料吸水膨脹不同,使驅動接頭處移動,直繩最終形成了“MIT”的字樣,如圖10b所示。我們還可以看到平面的網狀結構經過水驅動后成為足球模型,紙盒平面圖最終可成三維立體結構[30]。

(a)增材制造后的舞動器件
(b)水驅動結構演變圖圖10 水驅動型材料增材制造及其變形圖
親水纖維材料的增材制造一般需要將兩種組分材料的大小、位置、取向等進行編碼設計,打印成型件屬于智能結構,通常這種結構為具有負泊松比的蜂窩結構或者波紋板結構,該結構遇水后會發生形變。這種水驅動結構響應較慢,通常需要幾分鐘到十幾分鐘,且變形一般是不可逆過程,目前報道的主要采用直寫打印的方式實現,這項技術在設計組織工程材料、生物醫藥器件、軟體機器人等方面有重要的價值。
前面介紹了多種智能材料與結構的增材制造技術,將這些材料或結構的增材制造方法、驅動原理、驅動性能列成表,見表1。從表中可以看出,單一的智能材料與結構的驅動性能有限,為此不少研究者提出并研究了混合打印技術。

表1 不同材料的增材制造技術及驅動性能比較分析
2 智能材料的混合增材制造技術
實現智能材料的混合增材制造技術主要有兩種思路:一種是在打印的物件中嵌入功能材料,從而構成智能結構;另一種屬于多種智能材料或者結構的集成制造,打印出來的結構兼具多種智能材料的性能,擁有多種原位驅動模式。
以色列希伯來大學Zarek提出將形狀記憶聚合物打印成鞋跟形狀與鞋體連接,如圖11a所示,該組合結構能夠在溫度驅動下實現鞋跟高度的調節[28]。美國神經系統設計工作室通過3 316個連接點把2 279個打印塊連在一起,構成了可以變形的連衣裙,如圖11b所示。該連衣裙的核心是將形狀記憶合金作為智能模塊連接各打印塊。美國弗吉尼亞理工大學威廉姆研究小組將增材制造技術同納米材料結合在一起,在打印出的物體中嵌入納米材料,就可以制造出能在電磁波(可見光和紫外光)的作用下改變屬性的多功能納米復合材料。在這類新材料的基礎上,該研究小組開發出了全新的傳感器,能夠植入醫療設備,用于測量血壓、胰島素水平和其他醫學指標的極限數值[31]。這種將功能材料以打印的方式嵌入到物體結構中形成智能結構,首先要解決的是功能材料與物體的兼容問題,功能材料充當結構的驅動源,使得成型結構能夠發生變形。

(a)可調鞋跟模型 (b)可變形連衣裙圖11 可調鞋跟與可變形連衣裙
除了將智能材料埋入打印結構以獲取驅動源外,研究者還嘗試對不同類型智能材料或者同種驅動類型不同基體材料的智能材料進行集成制造,以獲得可以自由變形的自適應結構。美國佐治亞理工學院Mao使用Objet260connex打印了水凝膠(RT成分)、形狀記憶聚合物(Grey60)和彈性體(TangoBlack)組成立體智能結構,如圖12所示。形狀記憶聚合物構成打印結構的上表面,彈性體構成下表面和連接柱,中間由水凝膠填充。該智能結構在低溫下(3 ℃)水浴,水凝膠吸水發生溶脹,由于記憶聚合物和彈性體結構的彈性模量較高,上下表面約束了凝膠的變形,因此水凝膠面內的溶脹力作為整個結構的預應力,給予該結構不同的環境刺激(溫度、濕度){S1(3 ℃、水浴)→S2(75 ℃、水浴)→S3S4S5(25 ℃、風干程)→S1(75 ℃、水浴)→S1},該結構能夠發生明顯的動態變形。材料的變形與溫度、內部濕干狀態密切相關,在常溫下該結構能夠承載25 g的質量,水凝膠的溶脹、彈性體、形狀記憶聚合物變形機制共同決定了該復合結構的變形,這也是首列不同類型智能材料混合結構的4D打印技術[31]。

圖12 多層智能材料組成結構與變形圖

(a)形狀記憶聚合物復合結構 (b)可站立昆蟲模型

(c)可抓取機械手圖13 形狀記憶聚合物與橡膠組成的混合結構與可演變結構
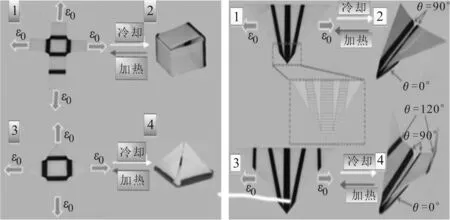
Wu等人采用兩種不同的形狀記憶聚合物(DM8530、DM9895)與橡膠類聚合(TangoBlack)作為打印材料,打印出3層復合結構的薄片如圖13a所示,中間為不具有記憶功能的橡膠材料,兩側為不同類型的形狀記憶聚合物材料。通過對薄片長條狀材料在高溫70 ℃進行預拉伸,在0 ℃下快速冷卻,作為預設的初始形態;然后,對復合材料進行升溫,可以發現升溫到15 ℃時,結構內應力釋放,發生彎曲變形,升溫到30 ℃時,變形較大,升溫到70 ℃時,結構恢復初始形狀。在該溫度驅動實驗的基礎上,作者設計了具有站立功能的微型昆蟲如圖13b所示,通過溫度驅動,昆蟲可以實現站立功能。用集成制造出來的兩片狀材料組合成具有抓取功能的演變結構,在30 ℃水浴環境下最終該結構能將空籃提起,在70 ℃水浴下又能將空籃釋放[32],如圖13c所示。該結果表明,采用增材制造技術將不同類型的形狀記憶聚合物組成的智能結構,可以制造具有伸縮與抓取功能的軟體機器人。
通過苯甲酮衍生物黏合劑,利用光固化成型設備,德國萊布尼茨研究所Stoychev等人將溫度敏感材料聚N-異丙基丙烯酰胺(PNIPAM)和疏水性材料聚己酸內脂(PCL)兩種不同特性的材料制成花瓣狀藥物裝載結構,在溫度驅動下該結構發生收攏與舒展變形,從而實現藥物釋放與裝載[33],如圖14所示。
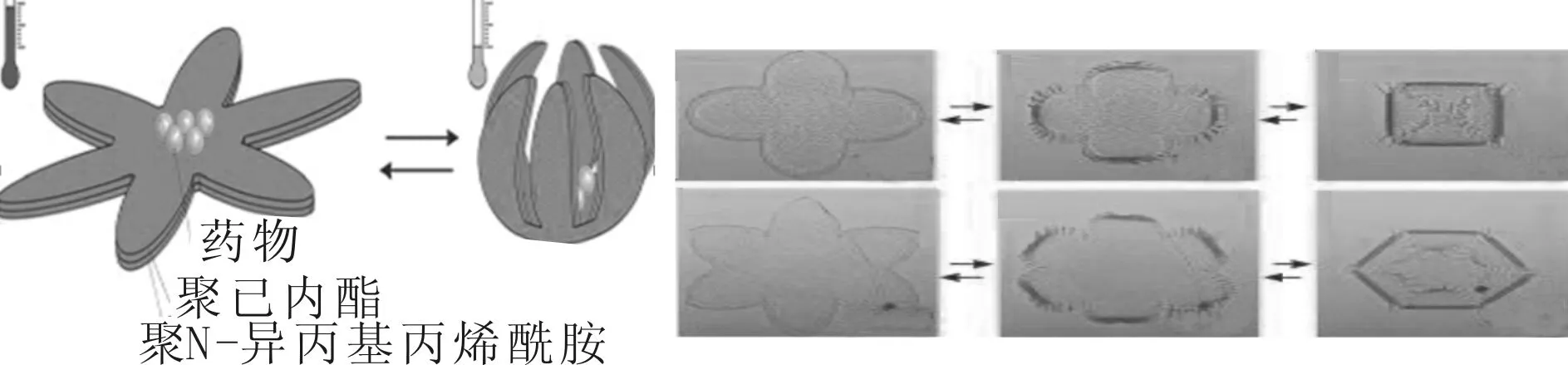
(a)花瓣狀結構 (b)制作過程 圖14 3D打印可用于藥物釋放結構圖
美國匹茲堡大學Balazs開發了一種計算機建模算法,可以根據設計將涂覆有Spirobenzopyran(SP)光響應纖維嵌入一種對于溫度敏感的凝膠,實現多種行為的編程而得到混合材料。當被錨定到一個表面上時,該復合材料暴露在光照之下時會向一個方向彎曲,而受到熱刺激時則會向其他方向彎曲。該樣品在被加熱時會像手風琴一樣縮小,而被照亮時又會像一條毛毛蟲那樣卷曲[34],這樣就實現了結構的雙重驅動模式,如圖15所示。

(a)光驅動 (b)熱驅動圖15 光與熱交替驅動下的變形圖
3 4D打印技術的應用
由前2節介紹可知,4D打印技術就是通過打印智能材料而多了一個隨外界條件變化的維度,使產品具有更大的靈活性和可變形性,因此4D打印技術具有很大的應用前景,見表2。
在消費領域,自可變形連衣裙、可調鞋跟變形鞋問世以來,可變形首飾、可變形桌椅等4D打印的概念產品逐步涌現,美國Stratasys公司開發出親水聚合物的動態材料,3D打印的項鏈結構遇水后,將形成穩定結構,此外該項鏈能夠在水中進行自組裝。美國科學技術評論副主任對4D打印應用做出預測:借助于人體3D掃描儀,掃描人體尺寸,并由系統自動生成精準的模型,之后可以借助于云服務傳輸到打印地點進行時裝打印,也可以在配置了4D打印機的門店直接進行時裝打印,使4D打印帶領時裝領域進入真正的私人訂制時代。與時裝打印類似,諸如4D家具等其他產品也將開啟個性定制化模式,由此4D打印將逐步走進人民平常生活。
在生物醫療領域,麻省理工學院Gladman在3D打印親水纖維的基礎上,把從木漿中提取的纖維素與丙烯酰胺水凝膠(遇水會膨脹擴大的一種膠狀物)混合在一起作為打印材料,進行編碼排列打印成醫學植入器官,然后在人體內部培育成人體組織的替代品。目前,該研究小組試圖使用4D打印該材料制成心臟支架,并且可通過血液循環系統到達心臟指定位置后自組裝成支架[30]。喬治亞理工學院Qi和新加坡科技與設計大學Ge聯合開發了一種對溫度敏感的形狀記憶高分子材料,與其他材料混合后,利用4D技術打印出的物體,在溫度發生變化時,能按照預定程序改變成另一種形狀,可以在醫療器械、人體器官支架中使用[13]。在國內,西安交通大學李滌塵課題組提出4D打印IPMC、DE、SMP智能材料用于微創手術器械多自由度操作臂的制造中[35]。第四軍醫大學聯合該課題組采用可吸收生物材料打印了氣管外支架,在未來2~3年內將逐漸降解被人體吸收,免除了患者二次手術取支架的痛苦,實現廣義上的4D打印。
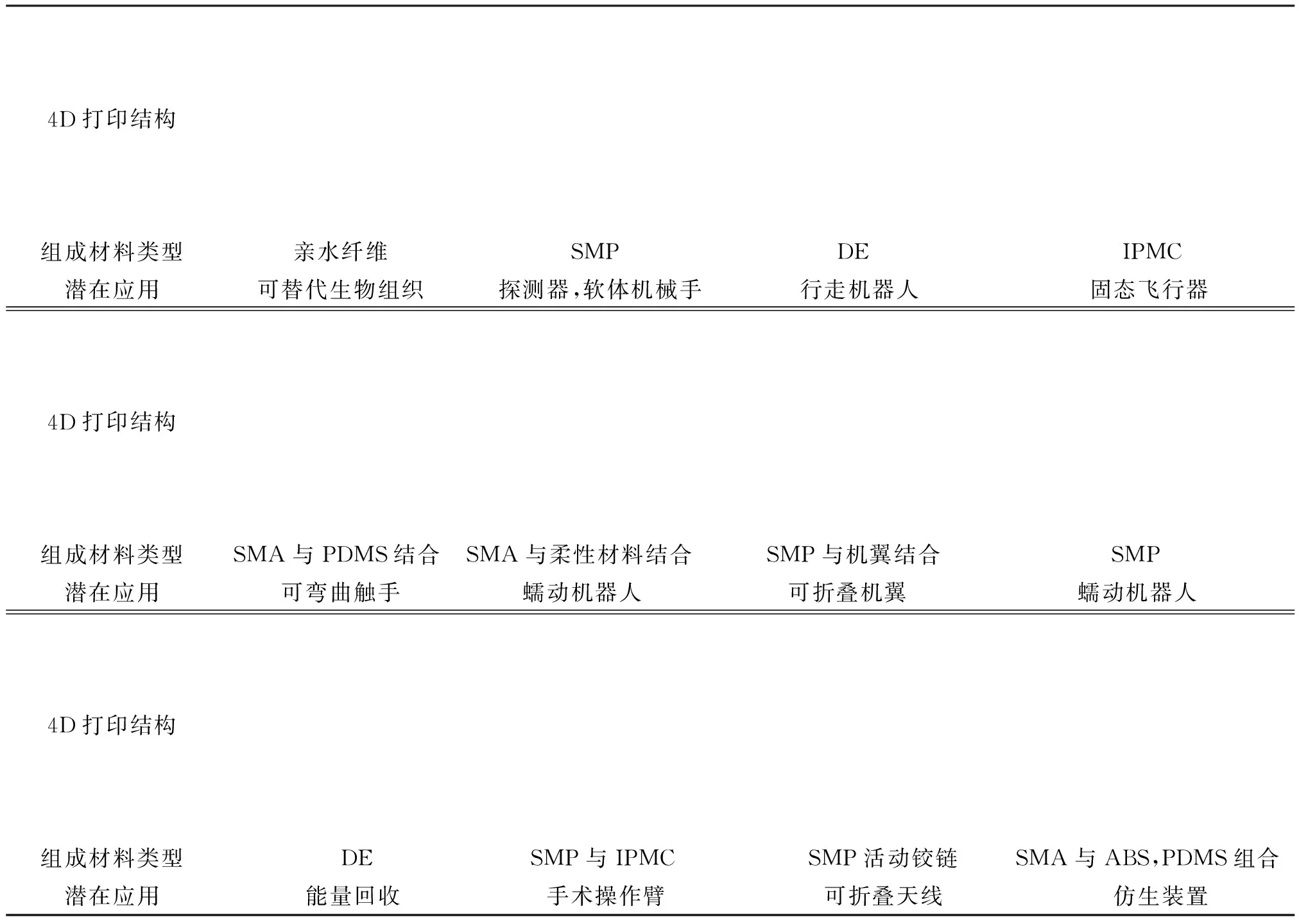
表2 4D打印結構與應用研究實例
在航天航空領域,哈佛大學Samuel采用形狀記憶聚合物(SMP)的3D打印技術制造了自執行系統,3D打印技術將形狀記憶聚合物與硬質基體材料結合成智能結構,在外界環境刺激下由3D打印技術制造的智能結構可以發生自組裝和自折疊,該系統可以作為探測器在航天上使用。美國洛克希德馬丁航空公司提出了折疊機翼變形的概念,通過打印形狀記憶聚合物作為飛機機翼的折疊部位,以保證機翼由折疊狀態展開后產生平滑的表面。美國猶他大學提出對IPMC的3D打印進行研究,可以直接打印出固態飛行器,在安裝電池后,直接實現飛行功能[23]。
在軍事工業領域,美國陸軍部提出用4D打印防護服和隱身衣,該服裝能夠在不同環境下自由變換色彩,實現自適應隱身。國內洛陽船舶材料研究所張文毓和意大利羅馬大學Chi提出了武器自修復的概念,通過4D打印的戰斗機能夠根據高度、氣壓、溫度、速度等不同,自動調節自適應機翼和尾翼或改變形狀,時刻保持戰機的最佳氣動特性,確保以最優的飛行姿態執行作戰任務。同樣的原理,4D打印的裝甲車的自適應變形輪胎,能夠隨路面、承重的不同自動改變貼地面積,增強平臺和車輛運動的平穩性和機動性。美國佐治亞理工學院Mao提出可4D打印制造一些復雜的多用途無人機,這種無人機可以根據需要變形為陸上或海上裝置。
此外,智能材料與結構在機器人領域中也扮演著重要的角色,由于智能材料驅動的軟體機器人具有靈活、體積小、質量輕、環境適應性好、噪聲低等優勢,因此采用4D打印智能材料制造軟體機器人將是一個十分重要的研究方向[36-37]。
4 本課題組關于4D打印的研究進展
本課題組采用3D直寫成型的方式用于電活性合成物軟材料的打印,通過配制Nafion溶液和二甲基乙酰胺(DMAC),對混合溶液進行濃縮處理,滿足一定的流變學特性,將溶液通過螺桿擠壓方式從噴頭擠出,在成型板上加熱固化成型,實現了IPMC結構的芯層打印,如圖16所示。

(a)3D直寫原理圖 (b)3D直寫設備

內徑為10 mm;外徑為14 mm;高為1 mm
配制聚二聚偏二氟乙烯(PVDF)、1-丁基-3-甲基咪唑四氟硼酸鹽(BMIMBF4)、4-甲基-2-戊酮溶液作為離子凝膠打印地芯層溶液,同時在上述溶液加入多壁碳納米管作為凝膠的電極層打印溶液,采用直寫成型方式交替打印電極、芯層、電極,最后制造出具有三明治結構的離子凝膠材料,通過給具有長條狀結構的材料一端固定成懸臂梁結構,施加3.5 V的電壓,該結構未端發生1 mm的變形,初步實現了4D打印,如圖17所示。
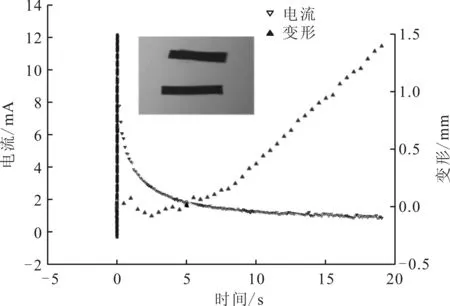
圖17 打印的離子凝膠的三明治結構與變形性能
采用直寫成型方式,我們還嘗試了打印硅橡膠材料,用于制造介電彈性體的芯層,使用道康寧SYLGARD184,按照兩種材料10∶1的質量配比混合后,通過直寫頭打印成型。通過對成型結構間薄膜涂敷碳膏電極,可以用于制作介電彈性體。直寫打印成型屬于相對開放程度較高的系統,通過配制墨水,然后擠壓或噴射成型,是實現4D打印最熱門的一種打印方法。
5 4D打印技術面臨問題及發展方向
表2是4D打印技術的部分應用研究實例,可見,4D打印技術在醫療、航天、機器人等領域具有廣泛的應用前景,但是這些結構的真正應用目前尚存在一定的距離。本文認為,要使智能材料與結構得到真正的應用,4D打印技術還需要圍繞以下幾個方面進行深入研究。
(1)4D打印主要是在3D打印基礎上,增加打印智能結構或者智能材料,目前能夠實現4D打印的智能材料種類相對較少,使得4D結構的激勵方式和變形模式受到限制,因此研發新型驅動模式的智能材料將是4D打印的一個重要研究方向。
(2)4D打印的基本理念是將設計內置到物料中,能夠對不同材料進行排列組合,打印出來的結構與變形是可控的,但是目前缺少能夠進行多尺度、多元素、動態設計的4D設計軟件,打印出來的結構相對簡單,因此相應軟件的研究開發也是必須的。
(3)目前4D打印與非4D打印出的材料與結構的驅動性能相比還存在一定的差距,原因是智能材料的打印工藝尚不完善,此外,一些材料或結構未能實現打印制備。例如,DE和IPMC這類智能材料的4D打印還沒有實現對表面電極的打印,DE和SMP需要預拉伸才能夠分別在電場和溫度場激勵下發生變形等。因此,完善4D打印工藝,提高智能材料和結構的驅動性能,實現4D結構高質量快速制造是需要展開的另一項工作。
(4)目前能夠實現4D打印的材料一部分是軟材料,軟材料的打印時還需要支撐材料,支撐材料與智能材料的混合打印是值得研究的方向。
(5)不同智能材料的4D打印在打印方法、驅動原理、力學性能等方面有很大區別,采用混合打印技術將這些材料集成到一個結構上可以發揮不同材料的優勢,但多種智能材料混合打印需要考慮不同智能材料的分布、取向,以實現不同材料特殊的功能,這是一個有待深入研究的方向。
6 展 望
3D打印結構是靜止的,需要另加激勵源。4D打印的物體是動態的,能夠實現自組裝,能夠在外界環境條件變化下,借用智能材料功能按照預設形狀變形。因此,實現智能材料與結構的打印,將改變過去“機械傳動+電機驅動”的模式。未來的4D結構不再受傳統機械結構運動的自由度約束,可以實現連續自由度和剛度可控功能,同時自身質量也會大幅度降低。此外,4D打印技術能夠充分發揮3D打印與智能材料和結構的優勢,將有助于結構變形和承載一體化飛行器變體技術、軟體機器人驅動和傳感一體化技術、自適應結構等關鍵技術問題的解決。伴隨著4D打印技術的逐步發展,4D打印將推動制造業向智能化方向發展,并且將被廣泛應用于各類工程、醫療、軍事等領域。
[1] 盧秉恒, 李滌塵. 增材制造(3D打印技術)發展 [J]. 機械制造及其自動化, 2013, 42(4): 1-4. LU Binheng, LI Dichen. Development of additive manufacturing technology [J]. Journal of Mechanics Engineering and Automation, 2013, 42(4): 1-4.
[2] OXMAN N. Variable property rapid prototyping [J]. Virtual Property Rapid Prototyping, 2011, 6(1): 3-31.
[3] RAVIV D, ZHAO W, MCKNELLY C, et al. Active printed materials for complex self-evolving deformations [J]. Scientific Reports, 2014, 4: 7422.
[4] TIBBIT S. 4D printing: multi-material shape [J]. Architectural Design, 2013, 84(1): 116-121.
[5] 冷勁松, 孫健, 劉彥菊. 智能材料與結構在變體飛行器上的應用現狀與前景展望 [J]. 航空學報, 2014, 35(1): 29-35. LENG Jinsong, SUN Jian, LIU Yanju. Application status and future prospect of smart materials and structures in morphing aircraft [J]. Acta Aeronautica Sinica, 2014, 35(1): 29-35.
[6] MACDONALD E, WICKER R. Multiprocess 3D printing for increasing component functionality [J]. Science, 2016, 353: 6307.

[8] CLARE A T, CHALKER P R, DAVIES S, et al. Selective laser melting of high aspect ratio 3D nickel-titanium structures two way trained for MEMS applications [J]. Int J Mech Mater Des, 2008, 4(2): 181-187.
[9] WALKER J M, HABERLAND C, ANDANI M T, et al. Process development and characterization of additively manufactured nickel-titanium shape memory parts [J]. Journal of Intelligent Material Systems and Structures, 2016, 27(19): 2653-2660.
[10]LENG J S, LAN X, LIU Y J, et al. Electrical conductivity of thermo-responsive shape-memory polymer with embedded micron sized Ni powder chains [J]. Applied Physical Letters, 2008, 92: 014904.
[11]YANG Y, CHEN Y, WEI W, et al. 3D printing of shape memory polymer for functional part fabrication [J]. Int J Adv Manuf Technol, 2016, 84(9): 2079-2095.
[12]GE Q, SAKHAEI A H, LEE H, et al. Multimaterial 4D printing with tailorable shape memory polymers [J]. Science Report, 2016, 6: 31110.
[13]GE Q, SAKHAEI A H, LEE H, et al. Active origami by 4D printing [J]. Smart Materials and Structures, 2014, 23: 094007.
[14]YANG W G, Lü H, HUANG H J, et al. Advanced shape memory technology to reshape product design, manufacturing and recycling [J]. Polymer, 2014, 6: 2287-2308.
[15]PABST O, BECKERT E, PERELAER P, et al. All inkjet-printed electroactive polymer actuators for microfluidic lab-on-chip systems [C]∥Proceedings Electroactive Polymer Actuators and Devices (EAPAD) 2013. San Diego, USA: SPIE, 2013: 86872H.
[16]KIM K, ZHU W, QU X, et al. 3D optical printing of piezoelectric nanoparticle polymer composite materials [J]. ACS Nano, 2014, 8(10): 9799-9806.
[17]SUO Z G. Theory of dielectric elastomers [J]. Acta Mechanica Solida Sinica, 2010, 23(6): 549-578.
[18]LANDGRAF M, REITELSH?FER S, FRANKE J, et al. Aerosol jet printing and lightweight power electronics for dielectric elastomers actuators [C]∥2013 3rd International Electric Drives Production Conference, EDPC 2013. Washington, USA: IEEE Computer Society, 2013: 1-7.
[19]CREEGAN A, ANDERSON I. 3D printing for dielectric elastomers [C]∥Proceedings SPIE9056, Electroactive Polymer Actuators and Devices (EAPAD) 2014. San Diego, USA: SPIE, 2014, 9056: 905629H.
[20]YUN S, NIU X, YU Z B, et al. Compliant-silver nano-wire-polymer composite electrodes for bistable large actuation strain [J]. Advance Materials, 2014, 24: 1321-1327.
[21]CAI J Y. 4D printing dielectric elastomer actuator based soft robots [D]. Arkansas, USA: University of Arkansas, 2016: 1-85.
[22]MALONE E, LIPSON H. Freeform fabrication of ionic polymer-metal composite actuators [J]. Rapid Prototyping, 2006, 12(5): 244-253.
[23]CARRICOA J D, TRAEDENA N W, AURELIB M, et al. Characterization of 3D-printed ionic36 polymer-metal composite actuators [J]. Smart Materials and Structures, 2015, 24: 0125021.
[24]KAMAMICHI N, MAEBA T, YAMAKITA M, et al. Printing fabrication of bucky gel actuator/sensor and its application to three-dimensional patterned devices [J]. Advance Robotics, 2010, 24(10): 1471-1487.
[25]MU X M, SOWAN N, TUMBIC J, et al. Photo-induced bending in a light-activated polymer laminated composite [J]. Soft Matter, 2015, 11(13): 2673-2682.
[26]WEI H Q, ZHANG Q W, YAO Y T. Direct-write fabrication of 4D active shape-changing structures based on a shape memory polymer and its nanocomposite [J]. ACS Applied Materials & Interfaces, 2017, 9(1): 876-883.
[27]NAFICY S, GORKIN R, GATELY R, et al. 4D
printing of reversible shape morphing hydrogel structures [J]. Macromolecular Materials and Engineering, 2017, 302: 1600212.
[28]LEIST S K, ZHOU J. Current status of 4D printing technology and the potential of light-reactive smart materials as 4D printable materials [J]. Virtual and Physical Prototyping, 2016, 4(11): 249-262.
[29]GLADMANA S, MATSUMOTO E A, NUZZO R G, et al. Biomimetic 4D printing [J]. Nature Materials, 2016, 15: 413-418.
[30]MIAO S, CASTRO N, NOWICKI M, et al. 4D printing of polymeric materials for tissue and organ regeneration [J]. Materials Today, 2017, 20(10): 577-591.
[31]MAO Yiqi, YU Kai, ISAKOV M S, et al. Sequential self-folding structure by 3D printed digital shape memory Polymers [J]. Science Report, 2015, 5: 13616.
[32]WU J, YUAN C H, DING Z, et al. Multi-shape active composites by 3D printing of digital shape memory polymers [J]. Science Report, 2016, 6: 24224.
[33]STOYCHEV G, PURETSKIY N, IONOV L. Self-folding all-polymer thermo responsive microcapsules [J]. Soft Matter, 2011(7): 3277-3279.
[34]KUKSENOK O, BALAZS A C. Stimuli-responsive behavior of composites integrating thermo-responsive gels with photo-responsive fibers [J]. Materials Horizons, 2015, 31(1): 53-62.
[35]李滌塵, 劉佳煜, 王延杰, 等. 4D打印智能材料的增材制造技術 [J]. 機電工程技術, 2014, 43(5): 1-9. LI Dichen, LIU Jiayu, WANG Yanjie. et al. 4D printing-additive manufacturing technology of smart materials [J]. Mechanica and Electrical Engineering Technology, 2014, 43(5): 1-9.
[36]陳花玲, 王永泉, 盛俊杰, 等. 電活性聚合物材料及其在驅動器中的應用研究 [J]. 機械工程學報, 2013, 49(6): 205-214. CHEN Hualing, WANG Yongquan, SHENG Junjie, et al. Research of electro-active polymer and its application in actuators [J]. Journal of Mechanical Engineering, 2013, 49(6): 205-214.
[37]李鐵風, 李國瑞, 梁藝鳴, 等. 軟體機器人結構機理與驅動材料研究綜述 [J]. 力學學報, 2016, 48(4): 756-766. LI Tifeng, LI Guori, LIANG Yimin. Review of materials and structures in soft robotics [J]. Chinese Journal of Theoretical and Applied Mechanics, 2016, 48(4): 756-766.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
