曳引機(jī)轉(zhuǎn)子生產(chǎn)線產(chǎn)能提升研究
2018-02-14 06:07:16劉成文楊志陽
時代農(nóng)機(jī) 2018年12期
關(guān)鍵詞:作業(yè)
劉成文,楊志陽,柏 陽
(淮海工學(xué)院 機(jī)械與海洋工程學(xué)院,江蘇 連云港 222005)
某公司永磁同步無齒輪曳引機(jī)轉(zhuǎn)子生產(chǎn)線設(shè)計產(chǎn)能為每天250 臺。近年來,隨著電梯市場需求增加,曳引機(jī)年銷售量不斷上升。為滿足日產(chǎn)量的需求,據(jù)測算,需要將曳引機(jī)轉(zhuǎn)子生產(chǎn)線產(chǎn)能提高到每天340 臺。因此,擬通過轉(zhuǎn)子線現(xiàn)狀分析,運(yùn)用IE 方法,找出不合理的生產(chǎn)方式,不協(xié)調(diào)的人機(jī)作業(yè)關(guān)系,不必要的浪費(fèi)和等待。運(yùn)用工業(yè)工程相關(guān)理論知識,改進(jìn)作業(yè)標(biāo)準(zhǔn),優(yōu)化作業(yè)順序,降低各工位C/T 時間,減少浪費(fèi)和等待,達(dá)到日產(chǎn)能340 臺的改善目標(biāo)。
1 轉(zhuǎn)子生產(chǎn)線現(xiàn)狀分析
轉(zhuǎn)子組件包含的零部件有轉(zhuǎn)子、軸承、磁鋼片、銅壓板、盤車齒圈和曳引輪。其裝配工藝程序主要有軸承壓裝、轉(zhuǎn)子翻轉(zhuǎn)、貼磁、鎖銅壓板、熱套軸承、熱套曳引輪、冷壓曳引輪和檢查等一系列工序。為確定瓶頸工序與未達(dá)標(biāo)工序做準(zhǔn)備,繪制轉(zhuǎn)子組件工藝程序如圖1 所示。

圖1 曳引機(jī)轉(zhuǎn)子生產(chǎn)工藝程序
運(yùn)用標(biāo)準(zhǔn)工時測定法對轉(zhuǎn)子生產(chǎn)線6 個主要加工工序進(jìn)行標(biāo)準(zhǔn)工時的測定與計算。運(yùn)用平準(zhǔn)化法確定評定系數(shù),綜合考慮確定各工位的寬放率為15%,歸納各工序標(biāo)準(zhǔn)時間見表1。

表1 曳引機(jī)轉(zhuǎn)子生產(chǎn)線加工工序標(biāo)準(zhǔn)時間表
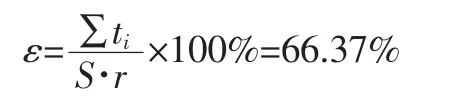
由表1 可得轉(zhuǎn)子生產(chǎn)線平衡率為:
可見,轉(zhuǎn)子線各加工工序間存在嚴(yán)重不平衡,且可知貼磁工序為瓶頸工序。且由于目標(biāo)產(chǎn)能為340 臺,目標(biāo)C/T 值為1.412min。其中的熱套軸承工序和曳引輪裝配工序為未達(dá)標(biāo)工序。
2 轉(zhuǎn)子生產(chǎn)線的優(yōu)化改善
2.1 瓶頸工序的分析改善
已知貼磁工序是曳引機(jī)轉(zhuǎn)子生產(chǎn)線的瓶頸工序,對貼磁工序環(huán)境觀察記錄并運(yùn)用操作分析法進(jìn)行分析,見圖2。
通過分析發(fā)現(xiàn)主要存在以下問題:
(1)第二次貼磁前存在一段三人共同等待時間26s;
(2)甲和乙部分作業(yè)相互等待,是否可以重排作業(yè)順序;
(3)丙的時間利用率太低,只有46.4%;
(4)分度工裝無專門放置位置,分磁工作臺物料凌亂;(5)線邊物料堆放雜亂。
對問題1)進(jìn)行“5W1H”提問,見表2。
通過提問,首先確定貼磁工序兩極鋼磁片可以并應(yīng)盡可能提前分別裝配好待用。
其次,貼磁工序共有兩個工作臺,5 人操作,3 人做標(biāo)準(zhǔn)線貼磁,2 人做混裝線貼磁。另有2 人專門做分磁作業(yè)。考慮將分磁作業(yè)合并由1 個人完成,該操作著的時間利用率為46.4×2=92.8%,省下來的1 個人輔佐貼磁工序,提高貼磁效率。

表2 5W1H 提問
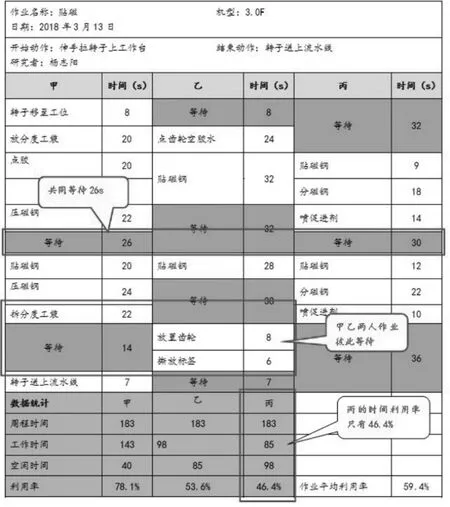
圖2 貼磁工序操作分析
第三,改進(jìn)分磁工作臺的設(shè)計。測量兵確定磁鋼片的磁場安全距離為前后間距150 mm,左右間距180 mm,上下間距200 mm。設(shè)計新的分磁工作臺規(guī)格為1600 mm×500 mm×1080 mm;每個分磁工作臺下面整齊放置六個分度工裝,備用磁鋼片根據(jù)以往每日使用量,減少數(shù)量放置在備用磁鋼放置架上。
通過作業(yè)順序調(diào)整和工作臺改進(jìn),預(yù)計可以縮短工作時間183-134=49s。甲和丙時間利用率達(dá)到100%,乙的時間利用率也從原來的53.6%提高到82.8%。如圖3 所示。
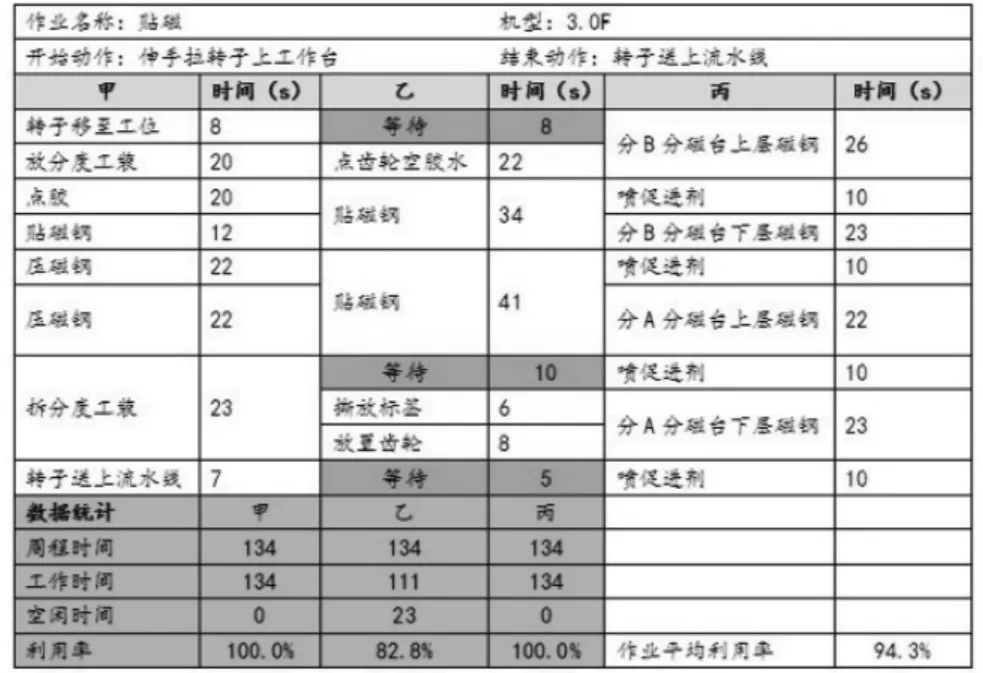
圖3 優(yōu)化后的貼磁工序操作分析
2.2 熱套軸承工序的分析改善
根據(jù)圖3 和現(xiàn)場的實(shí)際測量觀察,熱套軸承工位主要有如下幾個問題:
(1)拆卸軸承軸套花較多時間,放置包裝袋的垃圾桶太大,而且很容易就滿。
(2)軸承放置小車設(shè)計不合理,底層軸承人要彎腰到很低才能拿到而且軸承比較重。軸承、軸套每天配送一次,導(dǎo)致每次配送量太多,物料堆放混亂。
(3)轉(zhuǎn)子翻轉(zhuǎn)要耗費(fèi)接近一半的時間,人要在一旁監(jiān)視,防止轉(zhuǎn)子滑落砸壞機(jī)器。
通過分析,提出改善措施:
(1)對軸承小車作改進(jìn)設(shè)計,軸承軸套成套配送,增加配送批次,減少每批配送數(shù)量。設(shè)計軸承小車整車尺寸規(guī)格為1500 mm×540 mm×1140 mm,分為四層,上三層放置標(biāo)準(zhǔn)線機(jī)型軸承,底層放置大功率機(jī)型軸承,四層托板都設(shè)有導(dǎo)軌,可將托板拉出60%,方便拿取軸承。將軸承去包裝和軸套成套配送,每層可放15 套,一車可以放置60 套。每天配送6 次,共360 套。實(shí)現(xiàn)單元化生產(chǎn),減少生產(chǎn)線物料堆放。使用新設(shè)計的軸承小車后,可將原先拆卸軸承包裝盒的時間去除,平均減少10 s。
(2)購買新型翻轉(zhuǎn)機(jī),提高效率,減輕勞動強(qiáng)度。轉(zhuǎn)子翻轉(zhuǎn)時間太長屬于設(shè)備功能不足,未能自動定位、自動識別翻轉(zhuǎn)和無防護(hù)裝置,需要人員全程操作,翻轉(zhuǎn)周期時間太長,所以考慮重新購買新型翻轉(zhuǎn)機(jī)。通過與供應(yīng)商的交流決定購買氣動翻轉(zhuǎn)機(jī)。應(yīng)用氣動翻轉(zhuǎn)機(jī)可使轉(zhuǎn)子翻轉(zhuǎn)由原先的30s 縮減到15 s,無需人員動手操作。預(yù)計熱套軸承工序C/T 時間可從2.10 min 減少到1.27min。
2.3 曳引輪裝配工序的分析改善
曳引輪裝配工序問題主要集中在熱套曳引輪工位,根據(jù)現(xiàn)場觀察和測得的時間分析,有兩個問題較為突出:
(1)曳引輪加熱時間過長;
(2)緊固螺栓作業(yè)用時過長。
考慮改進(jìn)措施:
(1)更換加熱器,增大功率,提高加熱速度。
(2)引進(jìn)四軸同步自動擰緊機(jī),一次性將四顆螺栓同時打入,并完成扭力測定。
改善后,熱套曳引輪工位的C/T 時間可以從原來的2.64 min 降到1.64 min,縮短1 min。在冷壓曳引輪工位不變的情況下,曳引輪裝配工序的平均C/T 時間減少到1.37 min,低于轉(zhuǎn)子線目標(biāo)C/T 時間1.412 min,曳引輪裝配工序優(yōu)化改善工作完成。
3 轉(zhuǎn)子生產(chǎn)線改善效果
轉(zhuǎn)子線經(jīng)過一系列優(yōu)化改善后,整體生產(chǎn)能力得到了較高的提升。主要表現(xiàn)為貼磁工序、熱套軸承工序和曳引輪裝配工序C/T 時間的降低,工人等待時間的減少,線邊物料大幅減少。
整條轉(zhuǎn)子生產(chǎn)線改善后工時如表3 所示。

表3 改善后工時表
轉(zhuǎn)子生產(chǎn)線的C/T 時間也由原來的2.496 min 減少到1.37 min。改善后可達(dá)到產(chǎn)能為

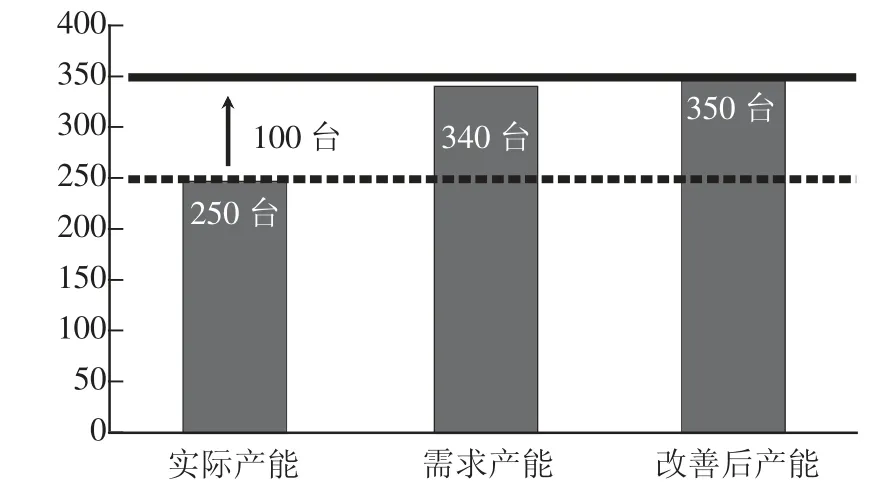
圖4 轉(zhuǎn)子生產(chǎn)線改善前后產(chǎn)能比較
改善后轉(zhuǎn)子生產(chǎn)線平衡率
線平衡率由原來的66.37%提升到87.96%。轉(zhuǎn)子線產(chǎn)能由原先的250 臺提高到350 臺,達(dá)到并超過日產(chǎn)能340 臺的改善目標(biāo)。
4 結(jié) 語
本文運(yùn)用工業(yè)工程技術(shù)方法對曳引機(jī)轉(zhuǎn)子生產(chǎn)線產(chǎn)能不足問題進(jìn)行了研究。運(yùn)用運(yùn)用標(biāo)準(zhǔn)工時測定法對轉(zhuǎn)子生產(chǎn)線6 個主要加工工序進(jìn)行標(biāo)準(zhǔn)工時的測定與計算,確定貼磁工序為瓶頸工序,熱套軸承工序和曳引輪裝配工序為未達(dá)標(biāo)工序。
運(yùn)用程序分析法、操作法分析法分別對貼磁工序、熱套軸承工序、曳引輪裝配工序進(jìn)行分析與改善研究,對分磁工作臺、軸承小車等工藝裝備作改善設(shè)計,引入大功率曳引輪加熱器和四軸同步自動擰緊機(jī),并實(shí)施到現(xiàn)場生產(chǎn)當(dāng)中。使得貼磁工序、熱套軸承工序和曳引輪裝配工序C/T 時間大幅降低,轉(zhuǎn)子生產(chǎn)線的C/T 時間也由原來的2.496min 減少到1.37min,線平衡率由原來的66.37%提升到87.96%,轉(zhuǎn)子生產(chǎn)線產(chǎn)能從每日250 臺提升到350 臺。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學(xué)低年級版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學(xué)版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學(xué)版(2020年7期)2020-01-02 10:10:44
趣味(數(shù)學(xué))(2018年12期)2018-12-29 11:24:10
小學(xué)生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08