20輥森吉米爾軋機軋制過程噸鋼電耗分析
2018-02-05 01:36:07馬慶龍李文龍
大連民族大學學報 2018年1期
馬慶龍,李文龍
(大連民族大學 機電工程學院,遼寧 大連 116605)
20輥森吉米爾(Sendzimir)軋機是冷軋帶鋼的核心設計之一,具有輥系復雜、工作輥徑小、道次壓下量大和軋制能耗低等特點,廣泛應用于高強度鋼和極薄帶材的生產[1-2]。20輥軋機由于工作輥輥徑小,因而可極大的降低軋制壓力。對于軋制能耗,軋機軋制過程中的能量消耗主要用于克服金屬變形和輥間摩擦兩部分,對于普通4輥和6輥軋機而言,輥間摩擦可以忽略,但對于20輥軋機而言,由于輥系眾多且復雜,輥間摩擦不可忽略[3-4]。
有關20輥軋機的研究工作,主要集中在輥系結構、輥系受力分析和板形控制等方面[5-7]。對于20輥軋機軋制能耗的研究,多為定性分析,而無定量計算。本文針對20輥軋機軋制過程中的噸鋼電耗進行研究,定量研究其驅動電機能量消耗情況,并與6輥軋機軋制過程噸鋼電耗進行對比,從而為20輥軋機的使用提供參考。
1 軋制規程計算
1.1 輥系結構
20輥軋機輥系是按1-2-3-4呈塔形布置,上下對稱布置在機架的8個梅花孔內,如圖1。輥系由兩個工作輥(S、T),四個第一中間輥(O、P、Q和R),6個第二中間輥(I、J、K、L、M和N)和8個支撐輥(A、B、C、D、E、F、G和H)組成。位于中線兩側的四個第二中間輥I、K、N 和 L為驅動輥,其余16根軋輥通過軋輥之間的摩擦力驅動,帶材在兩個工作輥S和T之間進行軋制,軋制壓力通過工作輥、第一中間輥、第二中間輥和支撐輥呈分散狀傳遞到軋機機架。

圖1 20輥Sendzimir軋機輥系結構
1.2 噸鋼電耗模型
對冷軋機組而言,其電耗主要來自驅動電機的消耗,本文僅對主軋機的噸鋼電耗進行研究,并對不同機型電耗情況進行對比,因此,計算過程中僅考慮軋機本身驅動電機的電耗,而對開卷機和卷取機等設備的電耗不予考慮。機組噸鋼電耗是指機組每生產1噸帶鋼所有道次電耗的總和
(1)
式中:F為軋制過程中的噸鋼電耗;i為軋制道次編號;n為軋制總道次;Pi為軋機第i道次的驅動功率;ρ為帶鋼的密度;B為帶鋼寬度;hi為第i道次出口帶鋼厚度;vi為第i道次出口軋制速度。
軋制過程中第i道次的驅動功率
(2)
式中:ηi為軋機第i道次的效率;Mi為軋機第i道次的驅動力矩;R為軋機工作輥半徑;fi為軋機第
i道次的前滑值。
軋機的驅動力矩包括兩部分,即克服金屬變形的軋制力矩和克服輥系間摩擦的摩擦力矩,對于6輥軋機而言,摩擦力矩較小,可忽略不計,而對于20軋機而言,由于輥系眾多且復雜,輥系間摩擦力矩占較大比重,必須予以考慮,關于20輥軋機輥間摩擦力矩的計算可參看文獻[2],在此不再贅述。
1.3 計算參數與軋制計劃
采用6輥軋機和20輥軋機分別對相同規程進行模擬計算,軋機主要參數見表1。
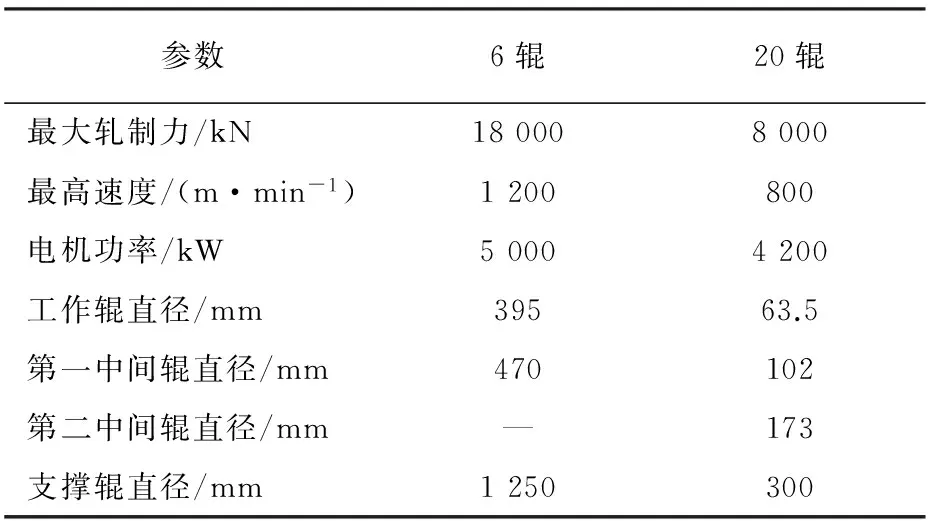
表1 軋機主要參數
軋制帶材采用CQ級,分別采用兩種規格帶材進行計算,主要參數見表2。
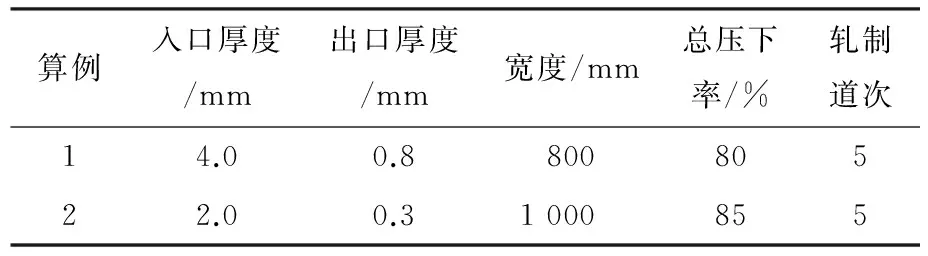
表2 軋制帶材主要參數
2 結果分析
為增加可比性,在軋制規程設定過程中選用相同參數,包括道次壓下量、入口張應力、出口張應力和軋制速度等,采用6輥軋機和20輥軋機分別對同一軋制規程進行計算,分析計算結果。算例1和算例2的軋制規程主要參數見表3和表4。

表3 軋制規程主要參數(算例1)
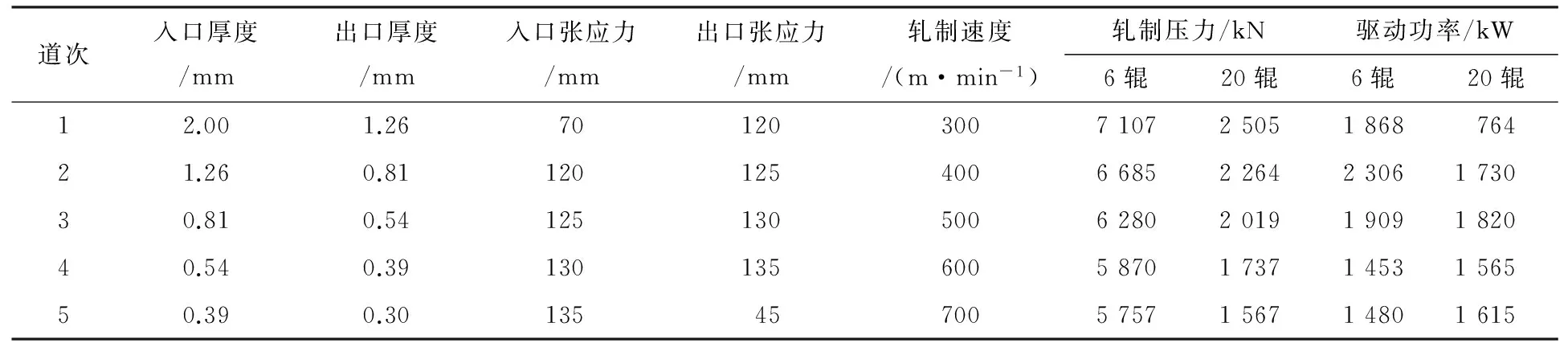
表4 軋制規程主要參數(算例2)
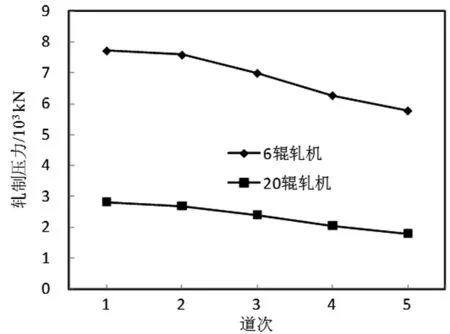
采用6輥軋機和20輥軋機進行軋制時的軋制壓力對比情況如圖2。在相同規程情況下,采用20輥軋機可明顯降低軋制壓力。
(a) 算例1
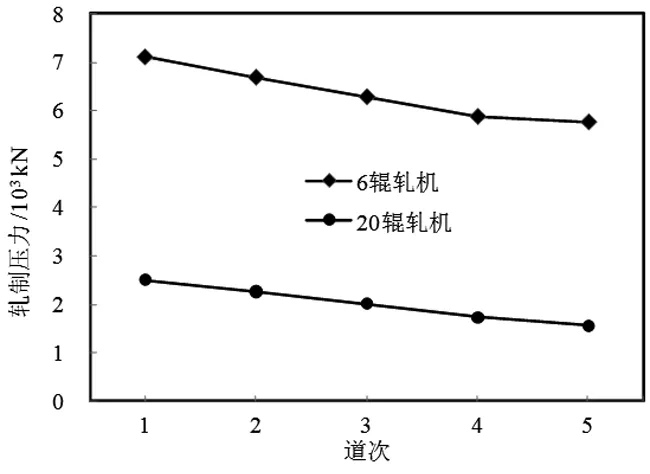
(b)算例2
采用6輥軋機和20輥軋機進行軋制時的驅動功率對比情況如圖3。算例1中,1、2、3道次采用20輥軋機可明顯降低驅動功率,而4、5兩道次區別并不明顯;算例2中,1、2兩道次采用20輥軋機可明顯降低驅動功率,而3、4、5三道次則區別不明顯,甚至出現采用20輥軋機的驅動功率高于6輥軋機的情況。
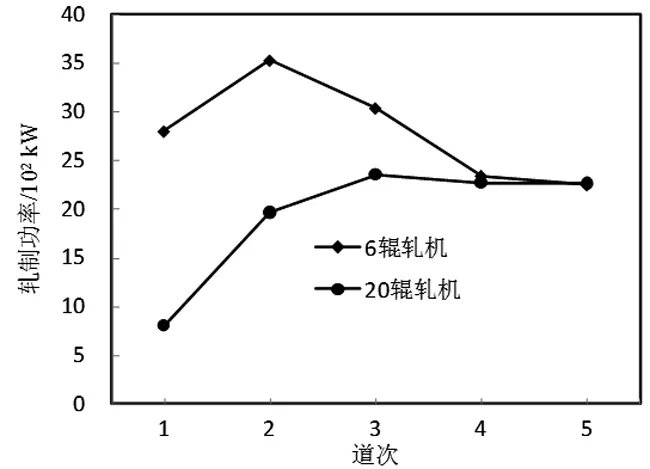
(a) 算例1
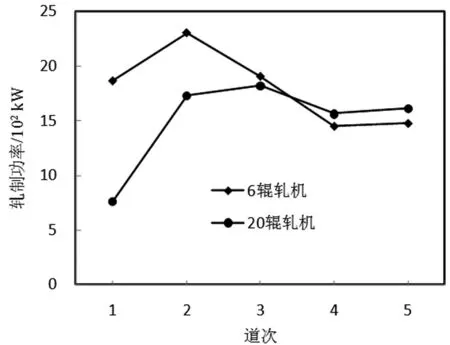
(b)算例2
究其原因,是在初始道次帶材較厚,軋制力矩較大且其在整個驅動力矩中所占比重較大,而20輥軋機由于軋制力降低明顯,因而可明顯降低驅動功率。在4、5道次中,帶材較薄,軋制力矩變小,而輥系間的摩擦力矩所占比重增大,20輥軋機輥系間的摩擦力矩較大,因而會出現在帶材較薄時20輥軋機的驅動功率與6輥軋機接近,甚至更大的情況,帶材越薄,這種情況越明顯。
利用式(1)對軋制過程噸鋼電耗進行計算,結果見表5。采用20輥軋機可明顯降低軋制過程中的噸鋼電耗,算例1中,采用20輥軋機的噸鋼電耗較6輥軋機小27.39%,算例2中,采用20輥軋機的噸鋼電耗較6輥軋機小11.94%,軋制帶材較厚時,噸鋼電耗下降更為明顯。

表5 軋制過程噸鋼電耗
3 結 論
本文以20輥軋機為研究對象,對20輥軋機軋制過程中的噸鋼電耗進行了分析,并與傳統6輥軋機進行對比。
(1)對于驅動功率而言,當軋制帶材較厚時,采用20輥軋機可明顯降低驅動功率,而當軋制帶材較薄時,由于輥間摩擦力矩所占比例增大,采用20輥軋機的驅動功率與6輥軋機并無明顯區別,甚至大于6輥軋機。
(2)使用20輥軋機可明顯降低軋制過程中的噸鋼電耗,與6輥軋機相比,本例中噸鋼電耗可降低11.94%~27.39%,軋制帶材較厚時,噸鋼電耗下降更為明顯。
[1] 賀毓辛. 軋制工程學[M]. 北京:化學工業出版社, 2010.
[2] 潘純久. 二十輥軋機及高精度冷軋鋼帶生產[M]. 北京:冶金工業出版社, 2003.
[3] MA Q L, TIAN S Q, LI W L. Analysis of mechanical parameters of 20-high sendzimir mill during rolling process[C]// Proceeding of the 2nd 2017 International Conference on Mechanical Control and Automation. Guilin:DEStech Publications,2017:110-115.
[4] 李欣欣,高全杰,胡亞男,等. 20輥森吉米爾軋機輥系靜壓力學計算與分析[J]. 機械設計與制造, 2017(4):13-17.
[5] WANG Z H, GAO Q J, YAN C, et al. Calculation and analysis of force in roll system of 20-high sendzimir mill[J]. Journal of Iron and Steel research, 2013,20(9):33-39.
[6] RINGWOOD J V. Ringwood, Shape control systems for sendzimir steel mills[J]. IEEE Transactions on Control Systems Technology, 2000,8(1):70-86.
[7] 張清東,張連軍,于孟,等. 20輥森吉米爾軋機輥系穩定性研究[J]. 重型機械, 2007(6):19-25.
