連桿精密鍛造自動化生產線
2018-01-24 07:59:21宋新偉
鍛壓裝備與制造技術 2017年6期
關鍵詞:設備
宋新偉
(連云港杰瑞自動化有限公司,江蘇 連云港 222000)
工業機器人具有工作效率高、穩定可靠、重復精度好、能在高危環境下作業等優勢,在傳統制造業、特別是勞動密集型產業的轉型升級中發揮越來越重要的作用[1]。隨著計算機技術及工業機器人技術的迅速發展,工業機器人作為裝備制造業中最具通用性的一類重要功能部件,已廣泛用于汽車工業、航空制造、電子電器和現代物流等規模化生產中[2]。連桿作為發動機中最重要的零部件之一,通常采用鍛造毛坯,通過機械加工而成[3],生產環境極其惡劣,對人體傷害極大,迫切需要進行機器人換人等自動化改造。王強、袁文生等人在精密鍛造技術的基礎上,設計了連桿精密鍛造自動化生產線[4],與原有的鍛造線相比,此生產線改善了鍛造工藝,節省了人力,提升了自動化程度,提高了連桿鍛造的精度和生產效率。但是此生產線只實現了從振動上料、感應加熱、料溫分選到楔橫軋機制坯的自動化,其后期的預鍛、精鍛、切邊、沖孔、校正、下料等工序仍需人工操作,且只能生產鍛件最大重量為0.5kg的摩托車發動機連桿。本文設計了一條全自動化無人生產線,可以生產最大重量為5kg的汽車發動機連桿。
1 連桿鍛造工藝
作為一種長軸類精密鍛件,連桿在形狀、尺寸及重量公差、內部組織等方面均有嚴格的要求,一直被視為較難鍛造的零件。隨著汽車、摩托車工業的不斷發展,發動機的技術性能日益提高,對連桿內在質量、尺寸及形狀精度等的要求也越來越高。其生產工藝經過不斷發展完善,現已形成較成熟的精密鍛造技術[5],目前先進的連桿鍛造工藝如圖1所示,本文根據此鍛造工藝設計一條自動化生產線。
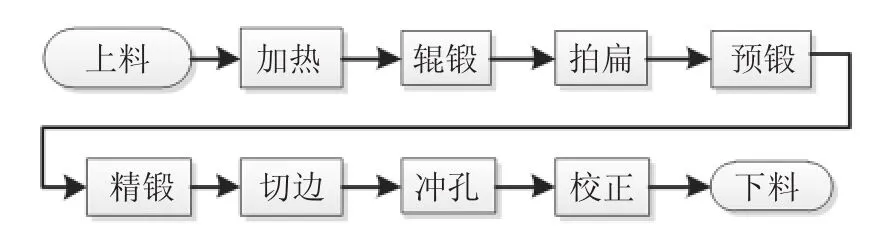
圖1 連桿精密鍛造工藝流程圖
2 自動化生產線
本文所設計的自動化生產線如圖2所示,共有17臺設備組成,各設備依次動作,彼此之間通過PLC通訊,整條生產線無需人工干預,可以生產最大重量為5kg的汽車發動機連桿,生產效率最高可達9s/件。
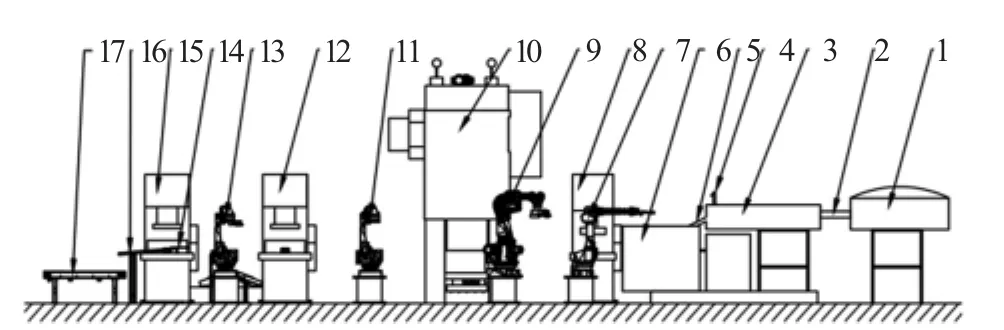
圖2 連桿鍛造自動化生產線
2.1 工作流程
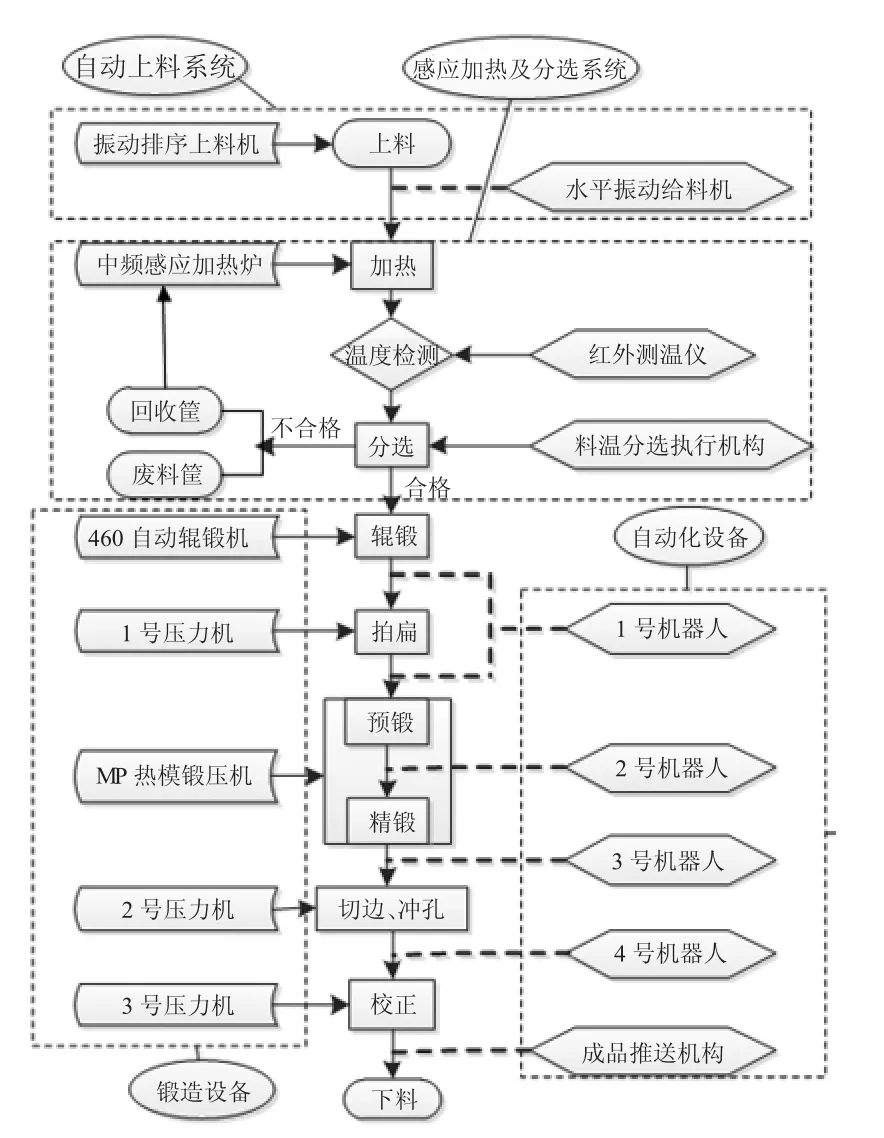
圖3 連桿鍛造自動化生產線工作流程圖
圖3為連桿鍛造自動化生產線工作流程圖,從圖中可以看出各設備的工作內容及先后順序:振動排序上料機負責上料,水平振動給料機將棒料送到中頻爐內,中頻感應加熱爐負責加熱棒料,紅外測溫儀檢測加熱后工件的溫度,料溫分選執行機構根據檢測結果將棒料送到指定位置,自動輥鍛機對溫度合格的工件進行輥鍛,1號機器人將抓取輥鍛后的工件,送到1號壓力機上,拍扁完成后,再抓取工件送到MP熱模鍛壓機的預鍛工位。預鍛完成后,2號機器人抓取預鍛工位處工件,對預鍛和精鍛工位噴脫模劑,然后將工件放到精鍛工位,精鍛完成后,3號機器人抓取精鍛工位處工件送到2號壓力機上,2號壓力機負責切邊沖孔,切邊沖孔后,4號機器人抓取工件送到3號壓力機上進行校正,校正完成后,成品推送機構將工件推送到下料滑道內,工件沿下料滑道滑至下料輸送機上。
值得注意的是,MP熱模鍛壓機上有兩個工位(預鍛和精鍛),為節省成本,提高效率,正常生產時需要同時進行預鍛和精鍛,即上一次鍛壓完成后,3號機器人將精鍛工位上的工件抓走,2號機器人將預鍛工位上的工件移動到精鍛工位上,并且 1號機器人將拍扁的工件放到預鍛工位上后,熱模鍛壓機才開始鍛壓生產。
2.2 主要設備簡介
從圖3中可以看出,連桿鍛造自動化生產線上的設備主要分為4部分:自動上料系統,感應加熱及分選系統,鍛造設備和自動化設備。
2.2.1 自動上料系統
自動上料系統由振動排序上料機和水平振動給料機組成,其主要功能和動作如下:
(1)人工將毛坯緩慢倒入振動排序上料機的料斗內,在振動電機的作用下,毛坯沿上料機料斗內壁的螺旋料道向上爬升,并在上升過程中自動進行排序。
(2)上料機的出口通過水平振動給料機與中頻感應加熱爐送料裝置的入口銜接,將毛坯按照事先設定的節拍,順序送入感應加熱線圈,從而可實現中頻爐上料過程的自動化。
當上料機料斗內的坯料小于設定值時,控制系統發出缺料報警信號,通知巡視工人進行下一次加料。
2.2.2 感應加熱及分選系統
感應加熱及分選系統主要由中頻感應加熱爐、紅外測溫儀、分選執行機構和廢料筐組成。
中頻感應加熱爐的額定功率為460kW,實際加熱功率根據毛坯重量和生產節拍確定。為了適應不同直徑毛坯的加熱要求,感應加熱線圈部件采用了快換接頭,可實現不同規格線圈之間的快速更換。加熱線圈入口處安裝有滾壓輪推料機構[6],與水平振動給料機的出口銜接,出口處安裝有紅外測溫儀和料溫分選執行機構,分選執行機構下方有三條可切換的通道,分別是正常料道、過燒料道和欠溫料道。
根據連桿型號的不同,設定相應的始鍛溫度范圍,并將溫度上、下臨界值輸入到控制系統內。若紅外測溫儀測出的料溫高于上臨界值,則毛坯過燒,執行機構啟動過燒料道使毛坯進入廢料筐。若料溫低于下臨界值,則毛坯欠溫,執行機構切換到欠溫通道,使毛坯進入回收箱。回收箱內的毛坯可再次加熱使用。只有料溫在設定范圍內的毛坯,才能通過正常通道輸送到輥鍛工位。整個料溫分選過程是自動完成的,嚴格的料溫控制措施為確保連桿鍛造質量提供了可靠的保障。
2.2.3 鍛造設備
鍛造設備包括1臺輥鍛機,3臺高性能壓力機和1臺熱模鍛壓機,負責連桿的鍛造成形。
輥鍛機設有中心距調節機構、氣動間隙補償機構、氣動摩擦離合器和制動器、自動干油潤滑等機構。其機械手夾鉗橫移采用伺服電機和滾珠絲桿結構;夾鉗旋轉采用旋轉油缸而不用直桿缸;備有一套控制油溫和過濾的系統。采用連續回轉成形工藝對圓棒料進行粗鍛。具有鍛造精度高,節能、節材、生產率高、模具壽命長等優點,并可實現軋制過程的自動化,是替代空氣錘制坯的換代工藝和設備[7]。
輥鍛機之后是1號高性能壓力機,負責對輥鍛件進行拍扁。
MP熱模鍛壓機設有預鍛和精鍛兩個工位,具有精度高,剛度大,抗偏載能力強等特點,打擊過程可實現 PLC控制,能夠精確控制打擊能量、打擊次數、兩次打擊之間的時間間歇等參數,操作安全可靠,鍛件質量基本不受工人操作水平的影響,從而為實現連桿精密鍛造提供了可靠的設備保障。該設備還具備參數存儲、故障報警及自動診斷等功能。熱模鍛壓機之后是2號高性能壓力機,其上安裝有復合模具,負責切邊和沖孔。2號壓力機后是3號壓力機,負責對切邊沖孔的工件進行校正。
2.2.4 自動化設備
自動化設備包括3臺FANUC M-710iC/50鑄造版機器人(1、3、4 號)、1 臺 FANUC R-2000iC/165F(2號機器人)鑄造版機器人和1臺成品推送機構。代替人工完成工件從一臺設備流轉到下一臺設備的工作。
1號機器人負責從輥鍛機抓取輥鍛后的工件放到1號壓力機上,等待1號壓力機對工件進行拍扁,拍扁完成后,1號機器人再將工件抓起,送到熱模鍛壓機預鍛工位上。2號機器人負責在鍛造完成后將熱模鍛壓機預鍛工位上的工件抓起,對預鍛和精鍛工位噴脫模劑,然后再將工件放到精鍛工位上。3號機器人負責抓取熱模鍛壓機精鍛模具的工件放到切邊沖孔壓力機上。4號機器人負責從切邊沖孔壓力機上抓取工件,放到校正壓力機上。成品推送機構負責將校正后的工件推到下料滑道內,使工件沿滑道移動至下料筐內。
3 結語
以連桿精密鍛造工藝為基礎,研制成功了自動化精密鍛造生產線,可實現從振動上料、感應加熱、料溫分選、拍扁、預鍛、精鍛、切邊沖孔、校正到下料的自動化,可用來生產汽車連桿等長軸類精密鍛件。具有節能、節材、效率高、產品精度高、質量好、自動化程度高、安全可靠等優點,是替代傳統連桿鍛造生產設備的換代產品。該類型生產線已有一條投入使用,取得了良好的經濟效益。
[1]計時鳴,黃希歡.工業機器人技術的發展與應用綜述[J].機電工程,2015,32(1):1-13.
[2]羅振軍,馬 躍,梅江平,等.工業機器人數字化設計技術研究進展[J].航空制造技術,2015,16(8):34-37.
[3]王 強,雷家馬昆.連桿精密鍛造新技術[J].濟南大學學報,2002,16(2):156-158.
[4]王 強,袁文生,呂富強.連桿自動化精密鍛造生產線[J].重型機械,2002,2(6)19-21.
[5]羅晴嵐.連桿鍛造工藝技術的進步 [J].鍛壓裝備與制造技術,2000,35(4):1-3.
[6]呂富強.滾壓輪推料機構的參數設計[J].鍛壓裝備與制造技術,1998,33(2):26-27.
[7]袁文生.楔橫軋工藝在摩托車鍛造行業中的應用[J].鍛壓裝備與制造技術,1995,30(3):24-25.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
