一種伺服直驅粉末成形機及其加工方法
2018-01-24 07:59:13顧明磊申建磊朱從武
鍛壓裝備與制造技術 2017年6期
顧明磊,申建磊,談 宇,朱從武,李 杏
(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
目前,傳統粉末成形機的驅動結構通常分為兩種:一種為液壓驅動式,優點是結構簡單,但能源不清潔、加工效率不高,同時由于粉末成形時加工時間長,液壓油在使用時溫度不斷上升,極易使工件加工后出現尺寸不穩定、廢品率高等問題;其二為機械驅動式,通過凸輪、曲軸等傳動結構進行動力傳輸,工作效率高,但驅動結構復雜,造價成本高,工件成形后穩定性差。
針對以上問題,提出一種伺服直驅粉末成形機結構方案,本方案結構精巧、使用方便、出料難度低、工作效率高,可有效避免因工件尺寸不穩定及工件變形等問題引發的廢品率高的缺陷。
1 技術內容
如圖1所示,本方案粉末成形機包括具有上橫梁和下箱體的機架,上模組件,芯模組件,中模組件和下模組件。
上模組件包括上模伺服電機、上模絲桿、上模滾珠花鍵、上模板和上模,上模伺服電機固定在上橫梁上,與上橫梁下方的上模絲桿聯動,上模滾珠花鍵套接在上模絲桿上、且與上模絲桿相適配,上模板固定連接在上模滾珠花鍵的底端,上模連接在上模板下方。
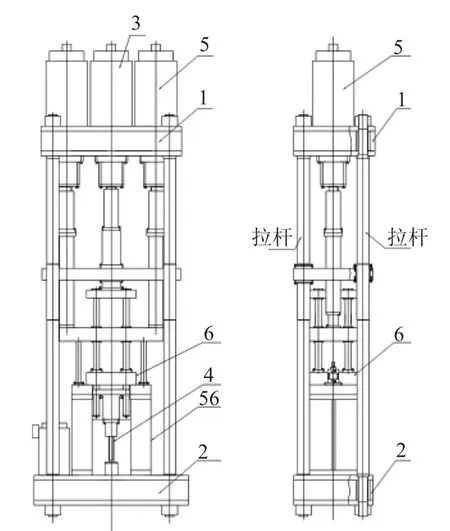
圖1 粉末成形機結構示意圖
芯棒組件包括芯棒伺服電機、芯棒絲桿、芯棒滾珠花鍵、芯棒板和芯棒,芯棒伺服電機固定連接在下箱體上,且與下箱體上方的芯棒絲桿聯動,芯棒滾珠花鍵套接在芯棒絲桿上、且與芯棒絲桿相適配,芯棒板固定連接在芯棒滾珠花鍵的頂端,芯棒可拆卸連接在芯棒板的頂面上,芯棒位于上模的下方、且與上模同軸心,上模的底面上開設有與芯棒適配的芯棒容置孔。
中模組件包括中模伺服電機、中模絲桿、中模滾珠花鍵、中模板、中模及支撐組件,中模伺服電機固定連接在上橫梁上,上橫梁下方的中模絲桿聯動,中模滾珠花鍵套接在中模絲桿上,與中模絲桿相適配,中模板固定連接在中模滾珠花鍵的底端,中模板的中部開設有上大下小的階梯孔,中模連接在階梯孔中的大孔中,中模空套在芯棒頂端,且與芯棒同軸心。支撐組件包括直線驅動裝置、支撐桿、空心座和支撐環,空心座固定連接在下箱體的頂面上,支撐環固定連接在空心座的頂面上,直線驅動裝置固定連接在空心座內,支撐桿連接在直線驅動裝置的頂端,使支撐桿在直線驅動裝置的驅動下做上下往復運動。
下模組件包括下模板、下模和下導柱,下模板架設在支撐環的頂面上,下模連接在下模板的上方,下模套接芯棒,且頂端伸入至中模和芯棒之間,下導柱的下部穿設于下模板中,且與下模板固定相連,下導柱底端穿設于芯棒板中,與芯棒板滑動連接,下導柱的上部穿設于中模板中,且與中模板滑動連接。如圖2所示。
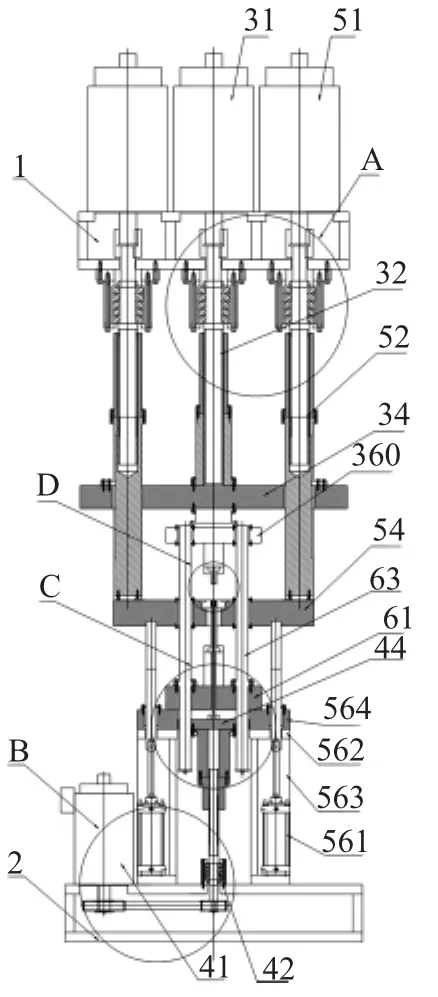
圖2 下模組件示意圖
2 加工方法
本技術方案按以下步驟進行加工:
2.1 進料
如圖3所示,將粉末狀的物料送入中模55的內側面、下模62的頂面及芯棒45的側表面所形成的環狀空間中。
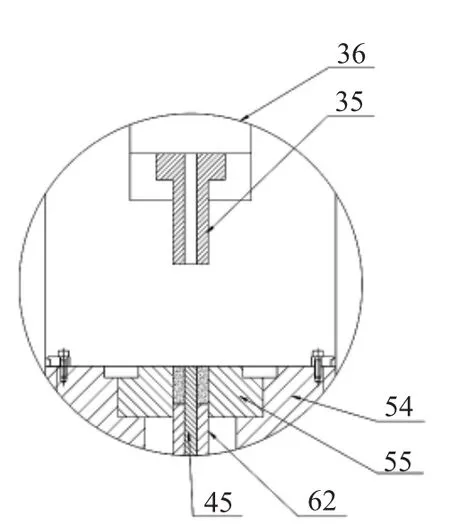
圖3 送料
2.2 壓料
2.2.1 上模壓料
如圖4所示,開啟上模伺服電機31,使上模35下行,最終壓入環狀空間中。
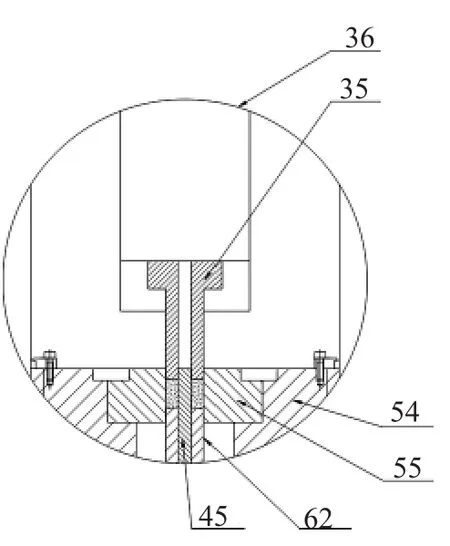
圖4 上模壓料
2.2.2 下模壓料
如圖5所示,開啟芯棒伺服電機41,使芯棒45上行進入芯棒容置孔,并同時通過芯棒板44帶動下模板上行,最終使下模62上行并在環狀空間中進一步壓實物料。
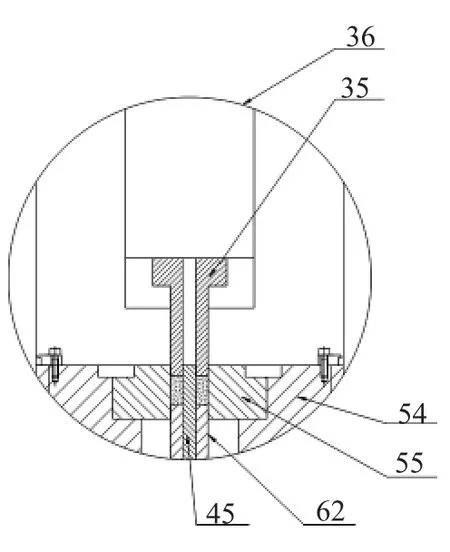
圖5 下模壓料
2.3 保壓
如圖6所示,同時開啟上模伺服電機31和芯棒伺服電機41,使得上模35、芯棒45和下模62同時上行,從而使得物料邊保壓邊上行,直至完全運動至中模板的上方。
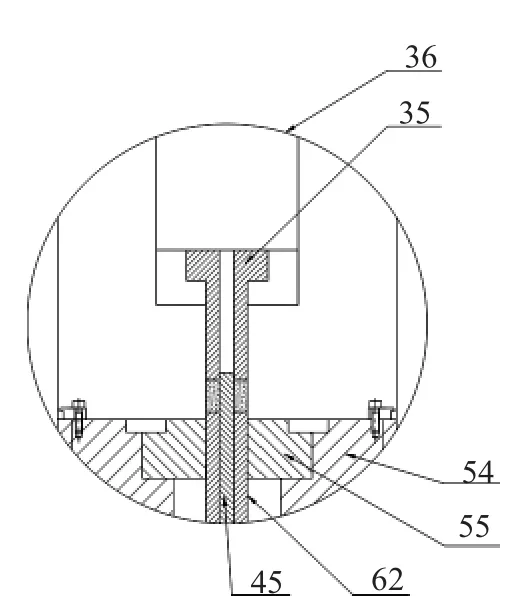
圖6 保壓
2.4 出料
如圖7所示,開啟上模伺服電機31,使上模35上行與物料分離,從而使得人工或機械手可方便地取出物料。
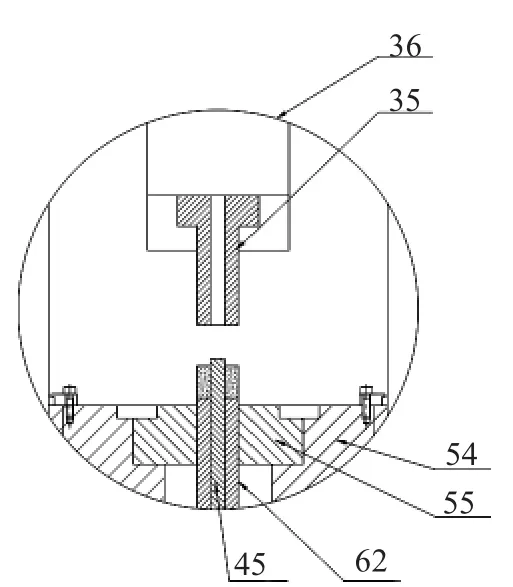
圖7 出料
2.5 復位
開啟芯棒伺服電機41,使得芯棒45和下模62同步下行,直至下模板61落在支撐環564的頂面上。完畢。
如出料難度大(物料和芯棒分離難度大),則可通過以下步驟代替上述出料、復位步驟:開啟上模伺服電機31,使得上模35上行與物料分離,繼續開啟中模伺服電機和芯棒伺服電機,并在下模板下落至支撐環上之后繼續下行,直至中模及芯棒的頂面均低于下模的頂面,即露出物料,使人工或機械手可方便地取出物料,完畢。
3 總結
針對粉末成形機中液壓驅動式及機械驅動式等驅動結構存在的弊端,采用了全伺服電機直驅的驅動結構,具有能源清潔、設備造價低、設備體積小以及加工效率高等特點。本方案加工步驟清晰有序,加工時利用伺服電機同一加工周期內可進行多次動作的優勢,在常規加工方法中加入了“下模壓料”和“保壓”,從而使得加工后工件的尺寸極為穩定且廢品率極低。此外,本方案在出料時除正常“出料”步驟外,對伺服電機的優勢加以利用,從而在出料較大的情況下通過對中模伺服電機和芯棒伺服電機的繼續操作,實現更為高效、順暢地出料。
[1]阮建明,黃培云.粉末冶金原理[M].北京:機械工業出版社,2012.
[2]陳振華,陳 鼎.現代粉末冶金原理[M].北京:化學工業出版社,2013.
[3]曲選輝.粉末冶金原理與工藝[M].北京:冶金工業出版社,2013.
