6N01—7N01鋁合金T型焊接接頭的微觀組織與性能的研究
2018-01-17 14:18:55孟立春劉春輝賴玉香劉力梅陳江華
湖南大學學報·自然科學版 2017年12期
關鍵詞:焊接
孟立春+劉春輝+賴玉香+劉力梅+陳江華

摘 要:6N01和7N01鋁合金是高鐵列車車體上大量使用的2種重要的輕量化結構材料.本文利用EBSD、光學顯微鏡、維氏硬度測試和加速腐蝕實驗研究了典型6N01-7N01鋁合金T型焊接接頭的微觀組織、硬度分布和腐蝕特性.結果表明:焊縫、熔合區(qū)和熱影響區(qū)的晶粒組織特征存在顯著差異.焊縫組織為等軸晶,熔合區(qū)組織為等軸晶和柱狀晶.靠近焊縫處的6N01合金存在部分晶粒異常長大現象,而7N01合金僅發(fā)生了回復和部分再結晶.6N01合金一側的熱影響區(qū)會出現硬度比焊縫更低的硬度谷,即軟化區(qū),這是由析出相受焊接熱的影響發(fā)生明顯的粗化導致的.經腐蝕實驗后,焊縫的硬度顯著降低,焊縫和熱影響區(qū)為焊接接頭腐蝕最嚴重的區(qū)域.
關鍵詞:焊接;鋁合金;晶粒;硬度;腐蝕
中圖分類號:TG113;TG401 文獻標志碼:A
The Heterogeneity in Microstructure and Property of the WeldedJoints between 6N01 and 7N01 Aluminum Alloys
MENG Lichun1,2,LIU Chunhui2,LAI Yuxiang 2,LIU Limei 2,CHEN Jianghua2
(1.National Engineering Research Center for High-speed EMU,CSR Qingdao Sifang Locomotive andRolling Stock Co Ltd,Qingdao 266111,China;
2.College of Materials Science and Engineering,Hunan University,Changsha 410082,China)
Abstract:6N01 alloy and 7N01 alloy are two important lightweight structural materials for the application of high-speed railway body. The microstructure,hardness distribution and corrosion characteristics in a typical T-joint between T5-treated 6N01 alloy and T5-treated 7N01 alloy dissimilarly welded by metal-inert gas welding (MIG) was investigated by electron back-scattering diffraction (EBSD),optical microscopy,Vickers hardness test and accelerated corrosion test. The results showed that there were significant differences in the grain structures between the weld seam,fusion zone and heat-affected zones. The weld seam had an equiaxed grain structure and the fusion zone consisted of equiaxed grains and columnar grains. In the region near the weld seam,abnormal grain growth was observed in the 6N01 part,while in the 7N01 part only recovery and partial recrystallization happened. In the heat-affected zones of the 6N01 part,there was a hardness groove,namely softening zone,the hardness of which was lower than that of the weld seam. The softening zone is attributed to obvious coarsening of precipitates affected by the heat input during welding. An obvious decrease in hardness occurred only in the weld seam after corrosion. In addition,the corrosion attacks mainly happened in the weld seam and heat-affected zones.
Key words:welding; aluminum alloy; grain; hardness; corrosion
脈沖熔化極惰性氣體保護焊(MIG)是一種焊接質量較高的熔化焊方法,該方法焊接電流調節(jié)范圍較寬,有熔透性好、變形小、焊接效率高等特點,因此在工業(yè)上應用極其廣泛[1-3].其原因是:采用脈沖電流后,可采用較小的平均電流進行焊接,母材的熱輸入量低,焊接變形小,適用于全位置焊接;熔滴過渡過程可控性比較強.6N01 鋁合金作為新型高速列車材料,可以通過鍛造、擠壓、軋制等方式進行成形,具有強度高、成型性能好、焊接性能優(yōu)良等特點[4-5].7N01鋁合金具有良好的抗應力腐蝕性能、熱加工成形性和可焊性,作為結構材料廣泛應用于高速列車底架等受力部位[6-8].
高速列車車體主要由不同的鋁合金部件經MIG焊連接,其運行安全和壽命由焊接構件的可靠性決定.焊接過程實際是一個加熱和冷卻過程,焊料熔化然后凝固,而母材組織和性能也會因焊接熱的影響發(fā)生變化.人們已經就焊接參數對MIG鋁合金焊接接頭微觀結構和力學性能的影響進行了大量研究[9-12],但是前人的研究主要集中在簡單對接的焊接接頭,對異質材料特別是形狀復雜的焊接接頭組織的認識仍然不完善.在鋁合金車身框架結構的連接中,由角焊縫組成的T型焊接接頭逐漸得到廣泛應用,此類形狀復雜的異質焊件因母材合金的溶質含量和加工狀態(tài)不同以及焊件不同部位熱影響的差異,焊件的微觀結構會表現出較強的不均勻性[12-13].微觀結構的變化會引起焊件力學性能和腐蝕特性的改變,進而影響車體的安全和壽命[14-15].endprint
本文研究MIG焊接的6N01-7N01鋁合金T型焊接接頭的微觀組織和性能,旨在探究焊接熱輸入的差別對焊縫處微觀結構和性能不均勻性的影響.本研究對優(yōu)化焊接參數,提高復雜焊件質量具有指導意義.
1 實 驗
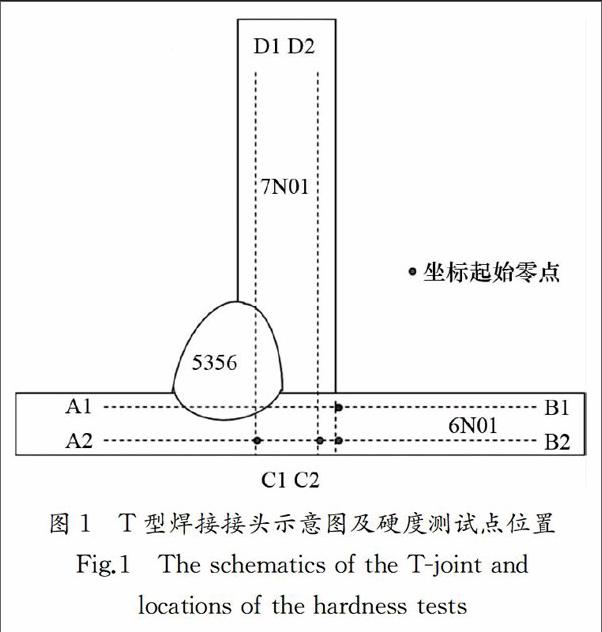
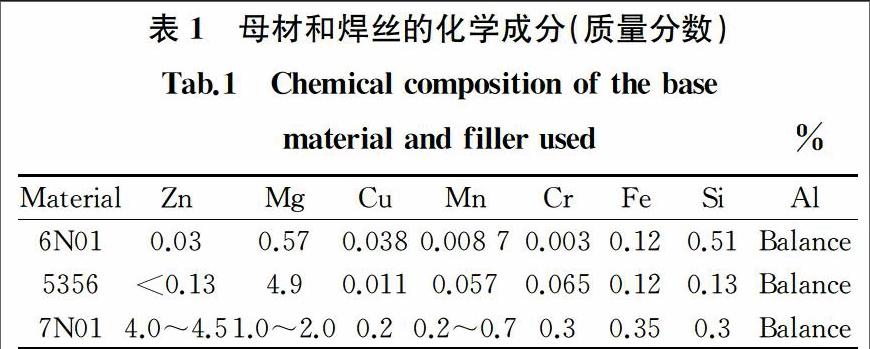
實驗所用T型焊接接頭由7N01-T5型材與6N01-T5型材焊接而成(示意圖見圖1),橫向母材為6N01合金,縱向母材為7N01合金.焊接方式采用直流反接脈沖MIG單面焊,保護氣體為高純氬氣,焊絲為5356鋁合金,母材和焊絲的化學成分見表1.
焊后根據分析需要截取相應試樣,對其進行微觀組織分析、硬度測試和腐蝕試驗.硬度測試采用HDX-1000T維氏硬度計,加載力為4.9 N,載荷時間為10 s,每個硬度值為5個測試點除去最大值和最小值之后求得的平均值.具體測試方法為:維氏顯微硬度計穿過焊縫中心并且在橫向和縱向2個方向的截面上測試焊接接頭的顯微硬度.其中,橫向方向為6N01合金,縱向方向經過了6N01和7N01合金.由于樣品硬度與其離焊縫距離有關,樣品沿厚度方向存在力學性能差異,因此本實驗在2個方向都測試了焊接接頭上下或左右表面的硬度分布情況.如圖1所示,A1到B1和A2到B2分別表示橫向方向上表面和下表面覆蓋的區(qū)域,C1到D1和C2到D2分別表示縱向方向左側和右側覆蓋區(qū)域.硬度測試沿著這4條線進行,圓點為每條線的定位坐標原點,每個測量點之間的間隔為1 mm.腐蝕試驗方法按照國家鋁合金腐蝕測定標準GBT 7998-2005實行:用有機溶劑乙醇將樣品表面油污去除;在室溫下浸入10%氫氧化鈉溶液中清洗5~15 min;將30 g氯化鈉倒入1 000 mL水配制成氯化鈉溶液,再把10 mL過氧化氫(1.10 g/mL)加入氯化鈉溶液混合均勻作為浸泡腐蝕溶液.調節(jié)水浴鍋溫度為35±2 ℃,待溫度穩(wěn)定后將試樣放入溶液中浸泡40 h.經腐蝕后的試樣,將其表面磨制和拋光,并使用KH-3 000 V三維視頻顯微鏡進行觀察(放大200~1 400倍).采用Quanta 200環(huán)境掃描電鏡進行電子背散射衍射(EBSD)觀察,采用標準電解腐蝕方法制備EBSD試樣,電解液為25%硝酸+75%甲醇(體積分數),電壓為15~20 V,溫度維持在約-25 ℃.
2 結果與討論
2.1 不同部位的晶粒組織
如圖2所示,焊接接頭不同區(qū)域晶粒組織存在明顯差異,母材7N01部分為拉長的晶粒,而母材6N01部分為等軸晶.焊縫區(qū)的5356鋁合金在焊接過程中發(fā)生了快速熔化和凝固過程,其晶粒呈等軸晶,晶粒尺寸相對6N01母材較小,大概為30~40 μm.6N01部分靠近焊縫區(qū)的晶粒發(fā)生了異常長大,部分區(qū)域晶粒尺寸能達到300 μm(如圖中區(qū)域C所示).
在熔合區(qū),區(qū)域A為典型的等軸晶組織,區(qū)域B為柱狀晶組織.這兩個區(qū)域晶粒組織的顯著差別可能與它們的熱擴散能力的不同有關,與鑄造件的凝固組織的形成類似,當有足夠大的過冷度時容易形成細晶,如果存在熱擴散梯度,晶體會利于向熱擴散方向長大,凝固組織為柱狀晶.區(qū)域C與區(qū)域A和B基本在同一水平線上,但晶粒尺寸卻比區(qū)域A和B大很多,說明區(qū)域A和B在焊接過程中發(fā)生了重熔,而區(qū)域C只是受到了熱影響,發(fā)生了類似再次退火的過程,此時部分晶粒會吞噬周圍的晶粒,發(fā)生異常長大.在5356鋁合金焊絲與兩種母材的三點交匯處,出現了焊不實的區(qū)域(Line D).出現焊不實使材料中形成了空洞,這種空洞會影響焊接過程中材料的散熱行為,從而影響焊接過程中重熔區(qū)域的凝固組織形核過程.另外,空洞相當于在材料中預制了一個斷裂源,會降低焊縫的整體強度,焊接件會表現出較低的疲勞壽命.因此,在實際焊接過程中應盡量避免焊不實現象的發(fā)生.
對焊縫與7N01結合部位的EBSD晶粒取向圖進行分析,如圖3(a)所示,與低倍下的晶粒微觀形貌(圖2)不同的是,在拉長的晶粒中有部分再結晶的晶粒出現.由圖3(b)可知,圖中右側區(qū)域的5356部分的IQ質量很好,說明殘余應力很小.相比之下,圖中左側區(qū)域的7N01部分
圖3 焊件焊縫與7N01結合部位的EBSD晶粒取向圖(a)和對應的晶界取向差和IQ分布圖(b)
Fig.3 EBSD orientation map (a) and the correspondinggrain boundary misorientation and image quality (IQ)distribution maps (b) of the connecting zone betweenthe weld seam and the 7N01 part
的IQ值相對小,說明殘余應力大,再結晶不充分.這與擠壓型材的EBSD分析是一致的,由于擠壓引入大量缺陷,殘余應力很大,對EBSD花樣質量的影響很大.從圖3(b)中的晶界取向差的分布中還發(fā)現,5356部分基本都是大角度晶界(黑色線),而7N01部分除了大角度晶界外,還有許多小角度晶界(紅色和綠色線).在小角度晶界中,2°~5°的晶界又占了主要部分,說明7N01部分存在著大量的亞晶,這是由熱加工和焊接時的回復作用造成的.綜上所述,焊接過程的熱量對于7N01來說還不足以發(fā)生完全再結晶,僅僅發(fā)生了回復和部分再結晶.
焊縫與6N01結合部位的EBSD晶粒取向圖如圖4所示,區(qū)域A為5356焊縫部分,區(qū)域B和C為6N01部分,如前文所述,5356部分的晶粒尺寸比6N01部分小很多.從取向密度分布函數圖(ODF)可以看出區(qū)域B主要是旋轉角為45°的R-cube織構(圖4右上角),且并不是很尖銳,而是略有離散的R-cube織構((001)<011>).區(qū)域C為6N01母材邊緣部分,該區(qū)域的織構與區(qū)域B不同,為少量的C取向織構和偏離B取向和S取向的織構,如區(qū)域C的ODF圖(圖 4右下角)所示.圖5顯示了母材7N01部分也存在著明顯的織構.由ODF圖,(001)極圖和(111)極圖可知,該部分織構類型為典型的面心立方金屬的變形織構,即β取向線上的B((011)<211>),C((211)<111>)和S((121)<634>)織構.圖5右側為面心立方金屬的變形織構標準(001)和(111)極圖.endprint
2.2 顯微硬度分布
為表征焊接過程對兩種母材的熱影響,對焊接接頭進行顯微硬度測試,結果如圖6所示.從圖6(a)可知焊件的橫向6N01合金上下表面硬度值變化趨勢大體相似.以A1-B1線為例,焊件的焊縫硬度值較低,離焊縫8到10 mm區(qū)域出現一個硬度谷,即軟化區(qū).經過焊縫區(qū)和軟化區(qū)后合金硬度開始緩慢上升,在距離焊縫左右邊緣20~30 mm處硬度達到母材的硬度值.母材焊接前經歷了熱變形和人工時效處理,焊接時靠近焊縫處溫度很高,A1-B1線焊縫對應的是無時效強化特性的5356合金的凝固組織,顯然硬度會很低.而A2-B2線并沒有經過焊縫,在對應A1-B1線焊縫的位置實際是6N01合金,此處合金在焊接時相當于經歷了固溶處理,溶質原子全部回溶到基體中并在室溫放置過程中發(fā)生自然時效[9-10,16],因而此處對應的是6N01合金T4狀態(tài)的硬度.隨著離焊縫距離的增加,熱影響溫度降低,合金中的析出相不能重溶而發(fā)生明顯粗化形成軟化區(qū),使該區(qū)的硬度降低[10].可見軟化區(qū)是該焊接接頭的薄弱環(huán)節(jié),焊接時應選擇合適的焊接工藝參數盡量減小軟化區(qū)的軟化程度和范圍.
圖6(b)是焊接接頭縱向C1-D1和C2-D2兩條線的硬度分布,一個明顯現象是:無論是C1-D1線還是C2-D2線,熱影響區(qū)的硬度都出現了劇烈增加的趨勢,而兩端的母材的硬度區(qū)相對較平坦.不同的是C1至D1穿過6N01合金后經過了焊縫區(qū),而C2至D2穿過6N01合金后直接到7N01合金.因此C1至D1硬度值在0到10 mm區(qū)域內都保持在75 HV以下,而C2至D2低硬度值區(qū)域只出現在0到5 mm區(qū)域內,隨后到7N01合金處硬度激增到115 HV左右.與6N01合金不同,7N01合金一側的熱影響區(qū)并沒有出現硬度值明顯下降的區(qū)域,這可能是由于7N01合金受焊接熱的影響較小,析出相沒有發(fā)生明顯的粗化.
2.3 不同部位的腐蝕特性
對T型焊接接頭腐蝕前后進行維氏硬度測試,圖7為C1-D1線的測試結果.6N01母材與7N01母材腐蝕后硬度下降較少,而焊縫區(qū)域經過腐蝕后硬度下降了近10 HV.腐蝕前后焊接接頭的硬度變化表明,腐蝕主要降低焊縫區(qū)硬度,而對母材區(qū)域影響較小,這是由不同區(qū)域腐蝕特性的差異造成的.
圖7 焊接接頭縱向方向腐蝕前后硬度曲線Fig.7 Hardness distribution in the longitudinaldirection of the welded joint before and after corrosion
圖8為焊件母材區(qū)域腐蝕后微觀形貌.由圖可知6N01母材和7N01母材的腐蝕形式以點蝕為主,均沒有出現明顯的晶間腐蝕,而7N01母材比6N01母材點蝕數目多,點蝕的尺寸更大.點蝕的形成主要與合金內部的第2相顆粒、雜質和氣孔等缺陷有關,這些區(qū)域與周圍鋁基體的電化學差異較大,易形成微腐蝕電池[17],從而形成點蝕.通過對比可知,6N01母材比7N01母材具有更好的抗腐蝕性能.
焊接接頭腐蝕后的微觀形貌見圖9.從圖9(a)~(c)可知,焊縫區(qū)產生了大量點蝕坑,多個點蝕坑甚至連接在一起.與母材腐蝕后的微觀形貌(圖8)相比,該區(qū)域的腐蝕程度顯著加劇,這會使材料的性能顯著降低(如圖7所示),從而影響材料的服役壽命.對圖9(a)~(c)對應的3個區(qū)域分別在更高倍下觀察發(fā)現,在焊縫區(qū)及焊縫與母材的過渡區(qū)(即熱影響區(qū))均出現了網狀的晶間腐蝕,如圖9(d)~(f)所示.焊縫及熱影響區(qū)不僅出現點蝕,還出現了晶間腐蝕,而母材部分均只出現點蝕,也就是說焊縫及熱影響區(qū)是該焊件腐蝕最嚴重的區(qū)域.熱影響區(qū)腐蝕較嚴重是由于焊絲5356鋁合金中Mg含量相對母材較高,導致焊絲和母材腐蝕電位不同,焊絲和母材之間構成宏電池而發(fā)生電偶腐蝕.因此在保證焊件其他性能的情況下,建議盡量降低焊絲中Mg元素的含量來提高焊件的抗腐蝕性能.另外,由于焊縫是凝固組織,夾雜和氣孔等缺陷較多,這些缺陷是腐蝕容易發(fā)生的區(qū)域,因此焊縫腐蝕嚴重.在實際焊接過程中,如何減少焊縫中的缺陷,對于提高焊件的抗腐蝕性能也至關重要.
3 結 論
本文研究了7N01和6N01鋁合金脈沖MIG焊T型異質焊接接頭不同部位的微觀組織、硬度分布和腐蝕特性,主要結論如下:
1)焊接接頭不同區(qū)域晶粒組織存在顯著差異.焊縫為凝固組織,晶粒呈等軸晶;熔合區(qū)存在等軸晶和柱狀晶組織;靠近焊縫處的6N01合金存在部分晶粒異常長大現象,7N01合金發(fā)生了回復和部分再結晶.
2) 焊接接頭的硬度整體比母材硬度低.隨著離焊縫距離的增加,6N01合金一側的硬度在經過硬度值較低的焊縫和硬度值最低的軟化區(qū)之后緩慢上升至母材硬度值.而7N01合金一側的硬度在經過焊縫之后直接劇烈上升至母材硬度值.軟化區(qū)是由析出相受焊接熱的影響發(fā)生明顯的粗化導致的.
3) 焊接接頭不同區(qū)域腐蝕特性存在顯著差異.焊縫由于存在較多缺陷,腐蝕受損程度最高;熱影響區(qū)由于焊絲和母材之間Mg含量的差異發(fā)生較嚴重的電偶腐蝕.焊縫和熱影響區(qū)都出現了點蝕和晶間腐蝕,而兩種母材部分均只出現了點蝕.
參考文獻
[1] WAHAB M A,PAINTER M J,DAVIES M H. The prediction of the temperature distribution and weld pool geometry in the gas metal arc welding process[J]. Journal of Materials Processing Technology,1998,77: 233-239.
[2] MOREIRA P M G P,FIGUEIREDO M A V D,CASTRO P M S T D. Fatigue behaviour of FSW and MIG weldments for two aluminium alloys[J]. Theoretical & Applied Fracture Mechanics,2007,48(2):169-177.endprint
[3] BAI Y,GAO H M,QIU L. Droplet transition for plasma-MIG welding on aluminium alloys[J]. Transactions of Nonferrous Metals Society of China,2010,20(12): 2234-2239.
[4] NASCIMENTO M P,VOORWALD H J C. Considerations about the welding repair effects on the structural integrity of an airframe critical to the flight-safety[J]. Procedia Engineering,2010,2(1): 1895-1903.
[5] LIN J B,SONG Y L,RAN G W,et al. An investigation on the performance of stress corrosion cracking in aluminum-copper alloy welded joint[J]. China Welding,2011,20(2): 67-72.
[6] DESCHAMPS A,TEXIER G,RINGEVAL S,et al. Influence of cooling rate on the precipitation microstructure in a medium strength Al-Zn-Mg alloy[J]. Materials Science and Engine-ering A,2009,501(1): 133-139.
[7] ZHANG Y,MILKEREIT B,KESSLER O,et al. Development of continuous cooling precipitation diagrams for aluminum alloys AA7150 and AA7020[J]. Journal of Alloys and Compounds,2014,584(3): 581-589.
[8] 陳江華,趙甜甜,余雄偉,等. 預變形對7N01鋁合金力學性能及顯微結構的影響[J]. 湖南大學學報:自然科學版,2017,44(6):12-18.
CHEN Jianghua,ZHAO Tiantian,YU Xiongwei,et al. Effect of pre-deformation on mechanical properties and microstr-ucture of 7N01 alloys[J]. Journal of Hunan University: Natural Sciences,2017,44(6): 12-18. (In Chinese)
[9] 朱東暉,陳江華,劉春輝,等. AlMgSi與AlZnMg合金異質焊接接頭力學性能和微觀結構的關系[J]. 中國有色金屬學報,2014,24(2): 293-301.
ZHU Donghui,CHEN Jianghua,LIU Chunhui,et al. Relationship between mechanical properties and microstructure of AlMgSi and AlZnMg dissimilar welded joint [J]. The Chinese Journal of Nonferrous Metals,2014,24(2): 293-301. (In Chinese)
[10]朱東暉,陳江華,劉春輝,等. 焊后熱處理對Al-Mg-Si-Cu合金激光焊接接頭微觀結構和力學性能的影響[J]. 中國有色金屬學報,2015,25(9): 2342-2349.
ZHU Donghui,CHEN Jianghua,LIU Chunhui,et al. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-beam welded Al-Mg-Si-Cu alloy[J]. The Chinese Journal of Nonferrous Metals,2015,25(9): 2342-2349. (In Chinese)
[11]AVAL H J,SERAIZADEH S,KOKABI A H. Evolution of microstructures and mechanical properties in similar and dissimilar friction stir welding of AA5086 and AA6061[J]. Materials Science and Engineering A,2011,528(28): 8071-8083.
[12]NICOLAS M,DESCHAMPS A. Precipitate microstructures and resulting properties of Al-Zn-Mg metal inert gas-weld heat-affected zones[J]. Metallur-gical and Materials Transactions A,2004,35(5): 1437-1448.
[13]LEFEBVRE F,GANGULY S,SINCLAIR I. Micromechanical aspects of fatigue in a MIG welded aluminum airframe alloy: Part 1. Microstructural characterization[J]. Materials Science and Engineering A,2005,397(1/2): 338-345.
[14]MASHIRI F R,ZHAO X L. Thin circular hollow section-to-plate T-joints: Stress concentration factors and fatigue failure under in-plane bending[J]. Thin-Walled Structures,2006,44(2): 159-169.
[15]HONG S,KIM S,CHANG G L,et al. Fatigue crack propag-ation behavior of friction stir welded 5083-H32 Al alloy[J]. Scripta Materialia,2006,55(11):1007-1010.
[16]陳江華,劉春輝. AlMgSi(Cu)合金中納米析出相的結構演變[J]. 中國有色金屬學報,2011,21(10): 2352-2360.
CHEN Jianghua,LIU Chunhui. The microstructure evolution of the precipitates in AlMgSi(Cu) alloys[J]. The Chinese Journal of Nonferrous Metals,2010,21(10): 2352-2360. (In Chinese)
[17]李東鋒,張新明,劉勝膽,等. 淬火速率對Al-5Zn-3Mg-1Cu鋁合金厚板剝落腐蝕的影響[J]. 湖南大學學報: 自然科學版,2015,42(12): 47-52.
LI Dongfeng,ZHANG Xinming,LIU Shengdan,et al. Effect of quenching rate on exfoliation corrosion of Al-5Zn-3Mg-1Cu aluminum alloy thick plate[J]. Journal of Hunan University: Natural Sciences,2015,42(12): 47-52. (In Chinese)endprint
猜你喜歡
現代商貿工業(yè)(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導報(2016年11期)2016-06-16 15:47:07
企業(yè)導報(2016年8期)2016-05-31 18:40:49