鍛造仿真優(yōu)化技術(shù)最新發(fā)展和最佳實(shí)踐
2018-01-17 01:16:16張洋洋晏建軍安世亞太集團(tuán)安世工仿科技有限公司
鍛造與沖壓 2018年1期
文/張洋洋,晏建軍·安世亞太集團(tuán)/安世工仿科技有限公司
鍛壓工藝的計算機(jī)模擬技術(shù)已經(jīng)廣泛應(yīng)用于工藝研發(fā)階段模具的設(shè)計及工藝參數(shù)的校驗(yàn)和優(yōu)化。本文介紹了采用Deform DOE鍛壓工藝優(yōu)化模擬技術(shù)并結(jié)合三維建模工具實(shí)現(xiàn)復(fù)雜三維模具結(jié)構(gòu)的多目標(biāo)優(yōu)化。通過拉丁超立方、全因子及田口統(tǒng)計算法獲得最佳模具結(jié)構(gòu)優(yōu)化設(shè)計方案,并直接解決了常見的鍛件缺陷。其中,Deform DOE交互式的優(yōu)化操作方式對模具的二維、三維復(fù)雜幾何結(jié)構(gòu)通過Morphing工具、三維幾何建模雙向參數(shù)化工具等進(jìn)行幾何結(jié)構(gòu)尺寸的變量設(shè)置,系統(tǒng)能夠自動識別幾何建模的特征值并進(jìn)行參數(shù)化定義。在設(shè)定多個約束目標(biāo)的條件下實(shí)現(xiàn)模具設(shè)計的智能優(yōu)化,無需以往繁雜的程序開發(fā),大大降低了“試模”成本,使得鍛壓優(yōu)化模擬技術(shù)以最為便捷的方式應(yīng)用于企業(yè)模具及工藝設(shè)計過程中。
塑性成形中,金屬成形受材料、變形溫度、變形速度、模具結(jié)構(gòu)等多種工藝條件影響。系統(tǒng)地分析研究這些工藝條件對成形過程的影響,對提高產(chǎn)品質(zhì)量、降低材料浪費(fèi)有非常重要的意義。
Deform軟件是鍛造工藝中應(yīng)用最廣泛的軟件之一,該軟件基于有限單元法,可以準(zhǔn)確預(yù)測鍛造過程中金屬流動、模具應(yīng)力、壓下載荷和產(chǎn)品缺陷等。Deform V11.0+版本加入了DOE (Design of Experiments)優(yōu)化模塊,該模塊是將專業(yè)的參數(shù)優(yōu)化系統(tǒng)引入到金屬成形模擬領(lǐng)域,系統(tǒng)地分析模具結(jié)構(gòu)、材料參數(shù)、溫度、變形速度等各類工藝條件對變形過程的影響,發(fā)現(xiàn)影響變形過程的關(guān)鍵參數(shù)。Deform DOE結(jié)合三維建模軟件,可以實(shí)現(xiàn)復(fù)雜模具結(jié)構(gòu)的尺寸修改和變量設(shè)置,系統(tǒng)的去評估模具尺寸對金屬流動的影響,優(yōu)化模具設(shè)計。
夏玉峰等人分析了凹模入模角、毛坯尺寸、摩擦系數(shù)和模具擠壓速度等變量對直齒輪冷擠壓工藝的影響,采用正交試驗(yàn)設(shè)計生成30組試驗(yàn)方案,采用Deform-3D軟件進(jìn)行模擬分析得到模擬結(jié)果;提取結(jié)果數(shù)值,導(dǎo)入到優(yōu)化軟件進(jìn)行響應(yīng)面和優(yōu)化分析,最終得到最佳工藝參數(shù)。于秋華等人利用Deform-3D軟件模擬了曲軸熱鍛成形工藝,分析了不同壓下量下飛邊及其折疊缺陷情況,優(yōu)化壓下量設(shè)置。吳彥駿分析了多工位高速鍛造成形工藝優(yōu)化,應(yīng)用Deform軟件模擬鍛造成形,自行編制優(yōu)化算法和程序求得最優(yōu)解,實(shí)現(xiàn)預(yù)鍛模具的優(yōu)化。在工藝研究和模具設(shè)計階段,為實(shí)現(xiàn)工藝參數(shù)和模具尺寸的優(yōu)化,工程師大多需要借助其他優(yōu)化軟件或開發(fā)優(yōu)化算法程序,這過程中除了需要研究優(yōu)化軟件和優(yōu)化算法外,還涉及到模擬數(shù)據(jù)的提取和轉(zhuǎn)移,很耗費(fèi)工程師精力,不利于工藝參數(shù)和模具結(jié)構(gòu)優(yōu)化的順利進(jìn)行。另外,工藝優(yōu)化需要進(jìn)行多個方案的模擬對比,有時為了更為全面詳細(xì)的分析,可能需要進(jìn)行幾十甚至上百個方案模擬分析。若采用傳統(tǒng)模擬方式,需要完成幾十甚至上百個方案的模擬設(shè)置,同樣會延長工藝研發(fā)和模具設(shè)計周期。Deform DOE模塊是將專業(yè)的DOE優(yōu)化系統(tǒng)集成到Deform模擬中,可以實(shí)現(xiàn)多種優(yōu)化變量的設(shè)置,將工藝條件參數(shù)、坯料尺寸、模具結(jié)構(gòu)等多種變量進(jìn)行參數(shù)化,然后根據(jù)自帶的抽樣算法生成多種模擬方案,提交隊(duì)列自動求解。DOE后處理提供了多種優(yōu)化分析工具,可以分析輸入變量對輸出結(jié)果的影響情況及獲得最優(yōu)解。
Deform DOE優(yōu)化特點(diǎn)
鍛造仿真優(yōu)化本質(zhì)是根據(jù)優(yōu)化的原理和方法,在規(guī)定的各種限定條件下,優(yōu)選設(shè)計參數(shù),使某項(xiàng)或某幾項(xiàng)指標(biāo)獲得最優(yōu)解,整個過程是一個科學(xué)尋優(yōu)的過程。鍛造仿真優(yōu)化是針對實(shí)際工程問題的優(yōu)化,其優(yōu)化特點(diǎn)也受到許多工藝條件的影響,設(shè)計人員需要根據(jù)鍛造工藝及模具結(jié)構(gòu),設(shè)定分析變量及優(yōu)化目標(biāo),借助計算機(jī)模擬鍛造成形,系統(tǒng)地分析工藝條件及模具結(jié)構(gòu)對成形的影響。
Deform DOE幾何參數(shù)化
鍛造成形中坯料、模具形狀各異且不規(guī)則,對成形過程有重要影響。在對幾何形狀尺寸的優(yōu)化過程中需要將坯料或模具的幾何形狀進(jìn)行參數(shù)化修改、設(shè)置。
Deform軟件的morphing工具可對三維模型進(jìn)行修改,建立尺寸優(yōu)化上下限范圍。圖1所示為某三維模具型腔尺寸的上下限設(shè)定情況,利用morphing工具可以直接在Deform界面下修改型腔尺寸;進(jìn)而進(jìn)行DOE參數(shù)分析,探究不同模具結(jié)構(gòu)參數(shù)對變形過程的影響,優(yōu)化模具結(jié)構(gòu)。
此外,Deform軟件設(shè)有與建模軟件的專用接口,可實(shí)現(xiàn)與建模軟件無縫銜接,自動識別CAD模型的特征值,實(shí)現(xiàn)參數(shù)讀取、修改等過程,如圖2所示。在修改CAD模型過程中不會破壞建模軟件原有的約束條件,如水平約束、垂直約束等。在模具設(shè)計過程中,利用Deform DOE對復(fù)雜模具結(jié)構(gòu)進(jìn)行多目標(biāo)優(yōu)化,分析結(jié)構(gòu)參數(shù)對金屬流動、成形載荷、模具應(yīng)力分布、鍛件質(zhì)量的影響。無需復(fù)雜的優(yōu)化程序開發(fā),可以顯著縮短模具設(shè)計周期,降低“試模”成本。

圖1 三維幾何修改(a-下限,b-初始值,c-上限)

圖2 Deform與CAD軟件的無縫銜接
約束條件
鍛造仿真優(yōu)化是針對工藝問題的優(yōu)化,其優(yōu)化目標(biāo)還需符合工藝要求,是帶有約束條件的工藝優(yōu)化問題,又稱為數(shù)學(xué)規(guī)劃。
鍛造工藝要求金屬完全充滿型腔,且無折疊缺陷。Deform軟件自帶算法可自行判斷金屬在鍛造成形中是否發(fā)生了折疊和完全充模,且可通過添加感興趣區(qū)域ROI(Region of Interest),細(xì)化優(yōu)化區(qū)間,排除飛邊干擾。
另一類約束條件是設(shè)置數(shù)值變量的約束條件,例如可設(shè)置成形載荷的上限值,Deform DOE會自動判斷成形載荷是否符合約束條件。
DOE參數(shù)設(shè)置
變量設(shè)定
優(yōu)化過程中,設(shè)計變量的選取對優(yōu)化問題的求解至關(guān)重要。Deform DOE可以優(yōu)化的輸入變量類型包括:材料參數(shù)、溫度、速度、接觸條件、幾何形狀尺寸等。優(yōu)化參數(shù)基本涵蓋了影響鍛造工藝的各種工藝條件。定義輸入變量時可設(shè)置變量之間的耦合變化,例如在模具尺寸配合的優(yōu)化過程中,可在配合尺寸之間建立耦合關(guān)系,實(shí)現(xiàn)尺寸的耦合變化。
鍛造成形中的優(yōu)化目標(biāo)通常不只一個,是典型的多目標(biāo)優(yōu)化問題。多目標(biāo)優(yōu)化問題各目標(biāo)之間通常相互制約且有無窮多解,這些解表示了目標(biāo)函數(shù)根據(jù)約束條件和優(yōu)化目標(biāo)多方面折中和權(quán)衡結(jié)果。Deform DOE可優(yōu)化的目標(biāo)變量包括各種場變量、坯料體積、成形載荷等。
Deform DOE抽樣算法
DOE分析中涉及到多種變量參數(shù),每種參數(shù)又有多種取值水平,這就需要對不同的參數(shù)進(jìn)行不同情況的抽樣組合,生成相應(yīng)的試驗(yàn)方案。
Deform DOE模塊中提供了三種抽樣算法:全因子、拉丁超立方和田口。
全因子法是將每個變量的不同樣本點(diǎn)進(jìn)行組合,是所有變量樣本點(diǎn)的完全組合。當(dāng)輸入變量個數(shù)為nv,每個變量對應(yīng)的水平數(shù)為ni(i=1,…,v),則全因子法所需要的試驗(yàn)次數(shù)為。例如當(dāng)有三個變量,每個變量分別設(shè)有m、n、k個樣本點(diǎn),則全因子法會自動生成m×n×k種方案,所以全因子法較適用于變量數(shù)及樣本點(diǎn)不多的場合,以獲得較精確的分析結(jié)論。
拉丁超立方(Latin Hypercube Sampling,簡稱LHS)是試驗(yàn)設(shè)計中廣泛采用的一種抽樣算法,該方法最早由McKay Beckman和Conover提出,其關(guān)鍵是對各變量根據(jù)其輸入范圍進(jìn)行等區(qū)間劃分,每個區(qū)間中隨機(jī)提取一個樣本值作為該區(qū)間的代表,然后將不同變量的各區(qū)間代表進(jìn)行組合,成為拉丁超立方樣本點(diǎn)。這種取樣方式可以采用較少的樣本點(diǎn)準(zhǔn)確描述樣本空間;所以這種算法適用于變量數(shù)及水平數(shù)較多的場合。
田口法(Taguchi)是利用正交表來安排試驗(yàn)條件的試驗(yàn)方法,確保以最小數(shù)目的試驗(yàn)獲得全因素實(shí)驗(yàn)中影響性能參數(shù)的全部信息,是一種高效、快速、經(jīng)濟(jì)的試驗(yàn)設(shè)計方法,可以用較少的樣本點(diǎn)得到合理穩(wěn)健的響應(yīng)。正交試驗(yàn)設(shè)計實(shí)際上是全因子試驗(yàn)的一種部分試驗(yàn),任意兩因素之間進(jìn)行的是一次帶有等重復(fù)的全面試驗(yàn)。由于正交試驗(yàn)不會漏掉主要因素的各種可能搭配,所以可根據(jù)試驗(yàn)結(jié)果方便地分析各因素及其交互作用對輸出變量的影響。
DOE優(yōu)化分析
借助Deform的模擬仿真功能完成所有方案的求解后,Deform DOE模塊會根據(jù)求解結(jié)果自動對設(shè)定的變量進(jìn)行數(shù)據(jù)分析和挖掘。Deform DOE模塊提供了響應(yīng)面、敏感性、相關(guān)性和數(shù)據(jù)表等多種專業(yè)的DOE分析工具,如圖3所示,可以快速高效的處理分析模擬結(jié)果。

圖3 DOE后處理(a-三維響應(yīng)面,b-二維響應(yīng)云圖,c-敏感性圖,d-系數(shù)分析,e-數(shù)據(jù)表)
響應(yīng)圖是利用近似函數(shù)擬合樣本點(diǎn)空間分布。Deform DOE模塊中的響應(yīng)圖分為2D響應(yīng)圖和3D響應(yīng)面兩種。響應(yīng)函數(shù)包括高斯函數(shù)、二次多項(xiàng)式、線性方程三種形式。以擬合設(shè)計變量與目標(biāo)參數(shù)之間的數(shù)學(xué)關(guān)系,建立真實(shí)問題的近似模型,顯示輸出結(jié)果對輸入變量的響應(yīng)情況,清晰的顯示輸出結(jié)果是如何隨著輸入的變化而變化,便于找到最優(yōu)解。
敏感性圖是用直線擬合輸入變量和輸出結(jié)果之間的函數(shù)關(guān)系,直線斜率代表輸出變量對輸入變量的敏感性。這樣可以從敏感性圖中讀出目標(biāo)結(jié)果對哪個輸入變量最為敏感,發(fā)現(xiàn)影響實(shí)驗(yàn)結(jié)果的主要因素。
相關(guān)性分析是以Spearman相關(guān)性系數(shù)評估輸入變量對輸出結(jié)果的關(guān)聯(lián)程度和方向,由Spearman在1904年提出,是一種比較接近實(shí)際的分析方法。通過相關(guān)性分析,不僅可以得到輸入變量對目標(biāo)結(jié)果的相關(guān)性大小,還可以知道輸入變量和目標(biāo)結(jié)果之間的正負(fù)相關(guān)性。
數(shù)據(jù)表清晰直觀的列出了DOE分析變量的輸入值和輸出結(jié)果及約束條件是否滿足情況(圖3)。
DOE鎳基合金渦輪盤加工強(qiáng)度優(yōu)化應(yīng)用
用于汽輪機(jī)的鎳基合金強(qiáng)度通過控制化學(xué)沉淀及晶粒尺寸得以實(shí)現(xiàn)。眾所周知,評估化學(xué)沉淀對強(qiáng)度的影響規(guī)則是佩爾斯應(yīng)力(Peierls stress)。從圖4(a)可見,隨著鎳基合金晶粒尺寸的增大,其強(qiáng)度呈現(xiàn)逐漸升高的趨勢,到達(dá)粒徑50納米左右時出現(xiàn)強(qiáng)度峰值,隨著晶粒尺寸的繼續(xù)長大,強(qiáng)度快速下降。圖4(b)中顯示了晶粒截距對強(qiáng)度影響的實(shí)驗(yàn)結(jié)果,隨著晶粒截距的增大,強(qiáng)度則快速下降。
熱處理、成形工藝及化學(xué)條件能夠控制析出物的晶粒尺寸和形狀。晶粒尺寸控制能夠滿足強(qiáng)度的要求。傳統(tǒng)的鎳基合金渦輪盤制造工藝從經(jīng)濟(jì)性方面考慮,采用毛坯鍛造的方式(沒有考慮晶粒因素的影響)。采用理想的鍛造溫度,但過高的溫度會造成晶粒組織的粗大。盡管工藝的設(shè)計希望鍛造成本和復(fù)雜度最小化,也同樣滿足模具設(shè)計的要求,但往往加工出來的強(qiáng)度無法滿足大多數(shù)航空航天產(chǎn)品的需要。多年來,工藝開發(fā)一直以目標(biāo)為基礎(chǔ)。要想實(shí)現(xiàn)渦輪盤強(qiáng)度的加工要求,可通過從毛坯時效處理階段開始的晶粒控制,到淬火時效和切削變形的殘余應(yīng)力控制,再到跨越工藝鏈的螺旋測試來完成。
Deform DOE/OPT技術(shù)將采用MO(Multiple Operation)計算環(huán)境,DOE/OPT(Design Of Environment)優(yōu)化系統(tǒng)和概率預(yù)測模型進(jìn)行某鎳基合金渦輪盤晶粒尺寸的工藝控制。
渦輪盤通常的加工工藝包括七道次工藝加工流程,如圖5所示,從毛坯爐內(nèi)加熱到空氣傳熱、初鍛、初鍛后移模傳熱、終鍛、空冷及最后固溶時效處理。Deform將模擬完整的工藝流程,通過DOE優(yōu)化技術(shù)控制最終產(chǎn)品晶粒尺寸,使得渦輪盤加工強(qiáng)度到達(dá)最佳。

圖4 鎳基合金晶粒尺寸與強(qiáng)度關(guān)系

圖5 鎳基合金渦輪盤加工工序
優(yōu)化程序?qū)?shù)化爐內(nèi)加熱工序的加熱溫度(1700~1900°F),鍛造速度(1”/sec~5”/sec),初鍛模具結(jié)構(gòu)尺寸(凸凹模結(jié)構(gòu)關(guān)聯(lián))和模具預(yù)熱溫度(300~900°F),采用拉丁超立方法進(jìn)行100種設(shè)計方案的模擬計算。圖6中敏感性圖和3D響應(yīng)面圖顯示了上述各設(shè)計參數(shù)對最終產(chǎn)品晶粒尺寸的敏感性影響。
從圖6可見,爐內(nèi)加熱工序?qū)ψ罱K晶粒尺寸的影響最為敏感,模具溫度影響較小,鍛造速度和模具結(jié)構(gòu)的影響最小。因此,DOE將繼續(xù)縮小爐內(nèi)加熱溫度優(yōu)化區(qū)間(1780~1820°F),尋找更加精細(xì)的優(yōu)化方案。
通過拉丁超立方法的優(yōu)化,獲得在上述溫度區(qū)間的計算結(jié)果。圖7表明在此溫度區(qū)間內(nèi),爐內(nèi)加熱溫度和鍛造速度對最終晶粒尺寸的影響最為敏感,且兩者分別呈正反向影響趨勢。
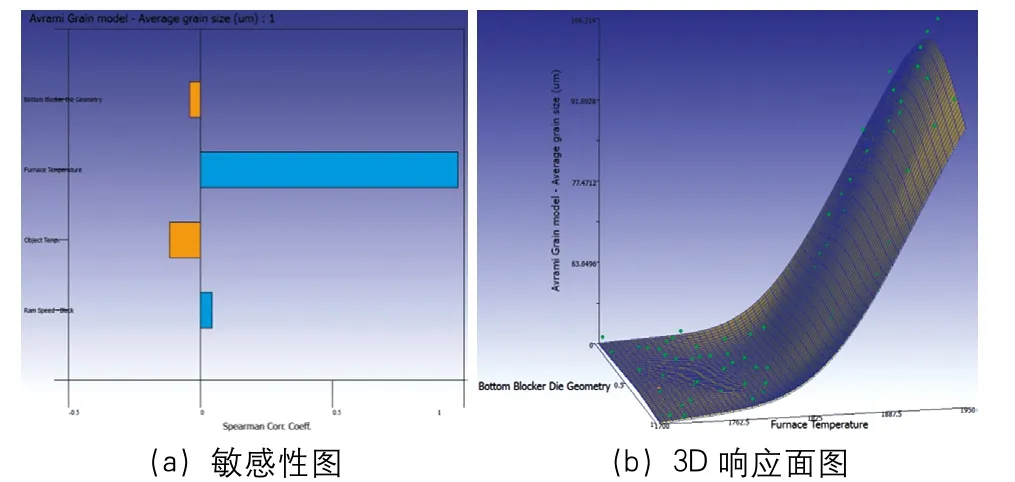
圖6 敏感性及3D響應(yīng)面圖
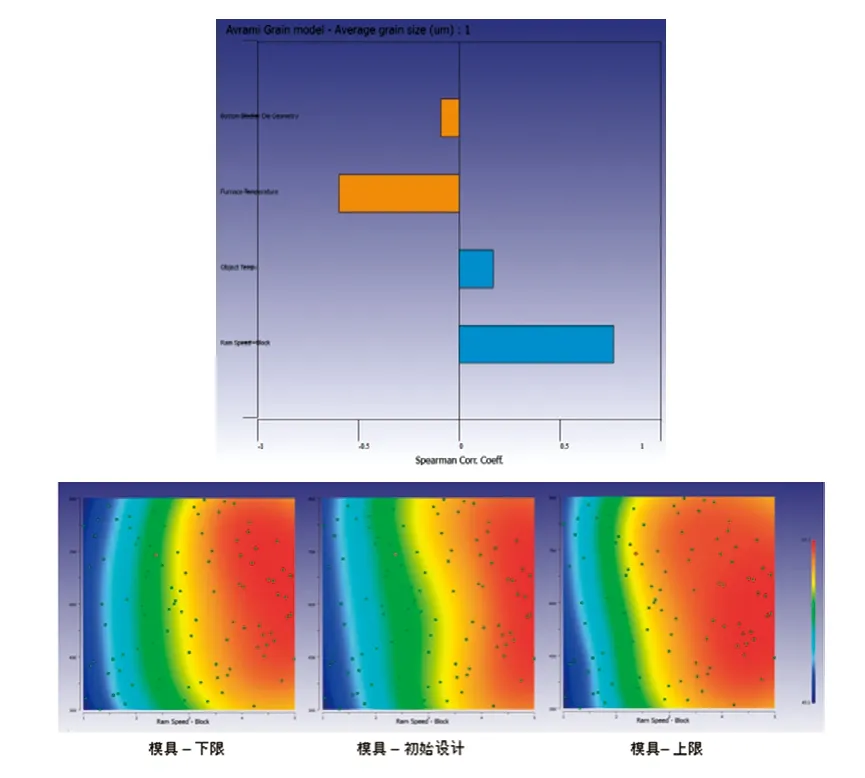
圖7 敏感性及2D響應(yīng)面圖
從圖8優(yōu)化方案列表中可獲得在滿足鍛件成形尺寸要求的情況下(無折疊、充型不足等缺陷),第69設(shè)計方案獲得最佳晶粒尺寸為49.0849nm,最佳工藝及模具設(shè)計參數(shù):爐內(nèi)加熱溫度1780°F,鍛造速度1”/sec,模具結(jié)構(gòu)(初始設(shè)計結(jié)構(gòu)),模具預(yù)熱溫度為312°F。圖9顯示了最優(yōu)化的晶粒尺寸分布云圖。

圖8 優(yōu)化方案列表

圖9 最優(yōu)化晶粒尺寸云圖
結(jié)論
Deform DOE模塊是將專業(yè)的優(yōu)化分析工具引入到了成形模擬中,可針對多種輸入變量和目標(biāo)函數(shù)進(jìn)行參數(shù)優(yōu)化。在模具設(shè)計和工藝制定過程中,系統(tǒng)地分析模具結(jié)構(gòu)、工藝條件等對變形過程的影響可以有效提高產(chǎn)品質(zhì)量、縮短產(chǎn)品周期、降低試模成本。Deform DOE參數(shù)優(yōu)化對鍛造過程的特色體現(xiàn)在:
⑴建立在Deform軟件基礎(chǔ)上的DOE模塊,是專門針對于成形過程的DOE優(yōu)化模塊,可優(yōu)化的輸入輸出變量,基本涵蓋了成形工藝中所涉及的各種變量。
⑵完全參數(shù)化分析,鍛造過程中的各種工藝條件均以參數(shù)化形式在Deform中體現(xiàn),自動判斷折疊及充模情況。
⑶Deform DOE提供了全因子、拉丁超立方、田口等抽樣算法,快速生成不同試驗(yàn)方案。
⑷專業(yè)的DOE后處理模塊采用響應(yīng)圖、敏感性曲線等優(yōu)化工具進(jìn)行成形工藝分析,可以更加準(zhǔn)確高效地得到符合目標(biāo)約束的最佳工藝參數(shù)。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
