淺析馬氏體不銹鋼法蘭鍛件的鍛造
2018-01-17 01:16:36李偉陽張川衛(wèi)朱保亮左淼寶雞石油機械有限責(zé)任公司熱工分公司
鍛造與沖壓 2018年1期
文/李偉陽,張川衛(wèi),朱保亮,左淼· 寶雞石油機械有限責(zé)任公司熱工分公司
通過對馬氏體不銹鋼法蘭鍛件的分析,從理論上對不銹鋼鍛件鍛造進行探討。結(jié)合生產(chǎn)實際,制定工藝過程,分析鍛造變形過程。確保不銹鋼鍛件的力學(xué)性能,提高鍛件質(zhì)量。
石油井口裝置采油樹是用于深海石油開采的一種石油機械產(chǎn)品。是我公司眾多石油機械產(chǎn)品的一種,為我廠石油鉆采配件分廠主要產(chǎn)品。井口裝置采油樹中的法蘭,是井口裝置采油樹的關(guān)鍵產(chǎn)品。要求具有足夠的抗腐蝕性和良好的力學(xué)性能,材料為12Cr13馬氏體不銹鋼。鍛造過程是改善法蘭內(nèi)部質(zhì)量的關(guān)鍵工序,鍛件質(zhì)量的好壞直接影響法蘭的質(zhì)量。本人從事石油機械產(chǎn)品毛坯鍛造工藝工作三十多年,對于毛坯鍛造積累了豐富的實踐經(jīng)驗,現(xiàn)以CG31014B法蘭的毛坯鍛造進行一些膚淺的分析。
鍛造工藝過程
CG31014B法蘭的毛坯圖如圖1所示。
由圖1可以看出毛坯為典型的法蘭狀,采用一般自由鍛造無法滿足工藝要求,不借助工具無法實現(xiàn)。因此,需要采用自由鍛胎模鍛造、胎模內(nèi)成形然后沖孔的工藝方法。
考慮到熱縮尺寸,對相關(guān)尺寸加大1mm。
具體鍛造工藝過程如下。
⑴依據(jù)圖1鍛件圖計算重量。
P=(P1+P2)×K(P為下料重量;P1為鍛件重量;P2為鍛造過程的工藝耗料:沖孔芯料;K為火耗),P1=52.8kg。沖孔芯料的計算是以沖子直徑為依據(jù),為φ60mm。高度為鍛件厚度的1/3,約60mm,P2=1.3kg。鍛造過程為1火次。取K=1.03。
計算得到:P=(52.8kg+1.3kg)×1.03=55.8kg
⑵下料。
下料規(guī)格φ的選取:φ=170mm,采用圓鋸機下料φ170mm×312mm。

圖1 法蘭毛坯圖
⑶加熱(爐溫1150℃)。
圓鋼在燃氣爐內(nèi)加熱時間為T。
T=KD,其中K為鋼材單位厚度的加熱時間(分/毫米),查表為0.45,D為鋼材坯料直徑或邊長(毫米)。
計算得:T=0.45min/mm×170mm=76.5分鐘。
⑷鍛造溫度范圍:1100~900℃。
⑸變形過程。
1)鐓粗:坯料軸線向上,輕擊一錘去除氧化皮。
2)上胎模(圖2),坯料入模,鍛造打滿(圖3)。

圖2 模具圖
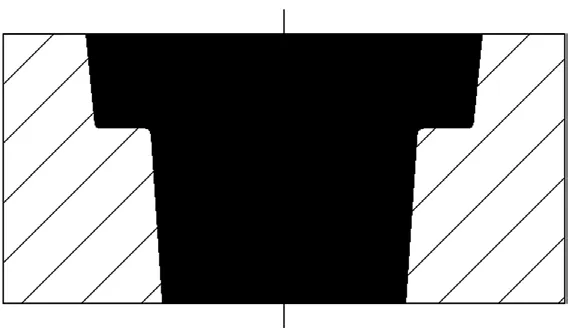
圖3 鍛造成形圖
3)φ60mm沖子沖孔(圖4),翻轉(zhuǎn)后沖掉連皮。鍛至成活尺寸。
4)出模修整。
5)鍛后冷卻,爐冷或灰冷。緩慢冷卻至600℃左右時,進行空冷。
6)鍛后轉(zhuǎn)熱處理(退火)。
⑹鍛造設(shè)備:3噸自由鍛錘。
⑺加熱設(shè)備:室式爐。
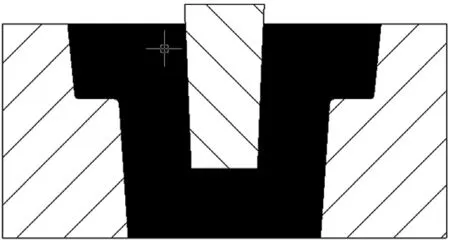
圖4 鍛造沖孔圖
工藝分析
不銹鋼是一種在室溫或一定的溫度下對外部介質(zhì)具有高抗腐蝕性能的鋼。馬氏體不銹鋼鍛后可以通過熱處理強化,具有較高的機械性能和抗腐蝕性。它的鍛造工藝有獨特的特點:低的導(dǎo)熱性,在800℃以下其導(dǎo)熱性比一般合金鋼低25%~50%,在高溫時幾乎一樣。所以,要嚴格控制加熱溫度和加熱速度。為保證加熱均勻,加熱過程中應(yīng)勤翻料,以防止由于加熱不勻,在鍛造時產(chǎn)生變形不均而引起鍛造裂紋。為保證壁厚的均勻性,沖子沖孔應(yīng)盡量沖正。馬氏體不銹鋼對表面缺陷較敏感,坯料表面存在類似劃痕的缺陷,都會在鍛造中擴展為嚴重的裂紋。所以,下料應(yīng)采用鋸切下料。胎模鍛造前,模具必須預(yù)熱至250℃左右。在胎模鍛造過程中,應(yīng)防止冷卻模具用水直接噴射到鍛件上,引起開裂。由于馬氏體不銹鋼再結(jié)晶溫度較高,使得鍛造溫度范圍很狹窄,容易產(chǎn)生過熱、過燒現(xiàn)象,故應(yīng)嚴格控制鍛造溫度范圍。馬氏體不銹鋼鍛后空冷,其組織轉(zhuǎn)變?yōu)轳R氏體,鋼內(nèi)存在較大的組織應(yīng)力和溫度應(yīng)力,容易出現(xiàn)表面龜裂和裂紋。因此,采用鍛后緩冷方式(爐冷、灰冷或坑冷等),緩慢冷至600℃左右時,進行空冷。冷卻后及時進行退火,消除內(nèi)應(yīng)力,降低硬度,便于機加工進行切削加工。
結(jié)論
實踐證明,采用合理的下料方法及加熱方式,嚴格模具預(yù)熱,規(guī)范鍛造變形過程及方法,采用切實有效的鍛后緩冷方式。完全可以鍛制出合格的馬氏體不銹鋼產(chǎn)品。通過生產(chǎn)驗證,此方法是切實有效的。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
