靜止自并勵式發電機碳刷易損壞故障分析與處理
2018-01-15 03:16:24陳何
裝備制造技術 2017年11期
關鍵詞:發電機
陳 何
0 引言
我公司#2發電機組由哈爾濱電機股份有限責任公司生產制造,原刷握4×(25×32)所安裝的碳刷使用更換頻率過高,碳刷使用量大,平均每年消耗碳刷350個左右,維護及更換碳刷工作頻繁。除浪費大量人力物力之外,還嚴重影響發電機組的正常運行,有必要認真考察分析故障部位的具體運行情況,最后提出切合實際的解決方案。
1 設備現狀
我公司一期火電機組2×300 MW,QFSN-300-2型汽輪發電機是哈爾濱電機有限責任公司早期生產的300 MW水氫氫冷汽輪機發電機,采用靜止自并勵勵磁方式。每個集電環圓周分布10套刷握,1臺機組共有20套刷握,每套刷握內有4個規格為25 mm×32 mm×100 mm的碳刷,也就共有80個碳刷。由于碳刷損壞使機組運行中經常需要更換碳刷,浪費了大量的人力物力,嚴重時還影響發電機組的正常生產。
2 故障原因分析
考察滑環運行情況,發現打火現象比較嚴重,溫度偏高,達120℃以上。
我廠#1、#2發電機刷握為哈爾濱電機早期產品,經檢查分析發現該發電機刷握有如下問題:
(1)碳刷在刷握內的有效行程小,恒壓簧、螺絲及刷握固定支架容易松動,刷握與刷架裝配間隙大,刷握固定不牢靠,運行中容易發生震動,甚至磨損集電環;另外,刷握恒壓簧為鉚接安裝形式,造成更換碳刷困難。
(2)刷握上固定碳刷的耙子設計不合理,更換碳刷時十分不便。刷握從刷架上拔出后,碳刷在刷握上不能可靠固定,碳刷散落出來,安裝時需用手提住四個碳刷的刷辮回裝,由于回裝時刷辮帶電,如不注意易出現人身觸電及勵磁回路接地等問題。
(3)刷握配套的勾板及壓板厚度較薄,更換碳刷過程中容易出現勾板壓板變形問題。勾板變形后會導致刷握無法安裝到刷架上,機組運行時由于勾板距離滑環較近無法處理,需停機后才能處理,如出現多個勾板變形將影響機組安全穩定運行。
3 故障處理方案
3.1 改用新型的組合式刷握
根據上述分析結果,計劃改用阜新北方刷握制造廠生產的雙錐角鎖緊式組合刷握,該刷握采用6 mm厚的均勻鍍銀銅底板和勾板,銅材質M8×25的固定螺栓,恒壓簧的安裝形式為可拆式安裝[1]。
3.2 刷握具體更換工藝路線
(1)拆卸#2發電機勵磁小室、原刷握、原刷握支架,拆卸下來的零部件歸類放置好;
(2)拆除原刷握底板、勾板,整體刷握支架打磨清灰;
(3)換上6 mm厚的均勻鍍銀銅底板、勾板,銅材質M8×25的固定螺栓,恒壓簧的安裝形式改為可拆式安裝,便于更換彈簧,刷握恒壓簧壓力調整為1.25 kg/cm2;
(4)按照拆卸相反的順序重新裝配:1)安裝4×(25.4 mm×38.1 mm)整體式刷握,校正刷握方向,使各刷握方向與滑環表面垂直,刷盒底平面與滑環表面的距離在3 mm~5 mm之間;2)啟動發電機盤車電機,檢測并調整新更換刷握與滑環表面間隙;
(5)新刷握安裝更換完成,可以投入正常運行:新刷握投入使用后10天,每天至少2次檢查碳刷與滑環接觸面是否存在打火現象,測量碳刷電流,發現電流異常的應及時處理,測量碳刷、碳刷與滑環接觸面溫度并作記錄。
3.3 新刷握的技術特點
(1)該刷握采用插拔式刷盒:規格為4 mm×25.4 mm×38.1 mm雙錐角鎖緊式組合刷握。其包括刷盒、手柄、刷握安裝護板,其特點是刷握底座上設有一個水平錐度燕尾槽,雙錐角插頭上設有一個水平錐度燕尾凸臺,水平錐度燕尾槽的水平錐度和燕尾與水平錐度燕尾凸臺的水平錐度和燕尾相吻合,雙錐角插頭的水平錐度燕尾凸臺插裝刷握底座的水平錐度燕尾槽中。
(2)該刷握的新型技術提供了一種結構簡單,能夠增大導電接觸面,提高安全和穩定性的雙錐角鎖緊式組合刷握。
(3)雙錐角鎖緊式組合刷握改變了老式刷握的不足,增大了導電接觸面,提高了刷握工作的穩定性,減少了底座的輔助配件,提高了刷握工作的安全性,刷盒同刷握底座機械配合穩定,使刷握在機組上運行起來更平穩,勵磁系統電流輸出更加穩定均衡,同時也提高了刷握的使用壽命。
(4)刷握內外金屬表面光滑均勻鍍銀;刷盒內粗糙度不低于Ra3.2,刷盒壁厚均勻且≥4 mm;
(5)彈簧在140℃溫度下正常工作;彈簧在恒力區內,彈力衰減不得超過2%.
(6)恒壓彈簧使碳刷始終保持壓力在1.4~1.5 kg范圍內,恒壓簧壓力為1.25 kg/cm2.
(7)改造后的碳刷引線在碳刷的中間,使得碳刷在刷盒內運動過程中不受阻、卡澀,且碳刷能夠達到最理想的使用長度。
3.4 改造效果
查閱ERP物質領料記錄#2機組自2012年5月至2013年5月,一年內碳刷NCC634 25 mm×32 mm×100 mm領用數量為200個,每年比改造前350個節省碳刷數量150個,節省率約為43%.NCC634 25 mm×32 mm×100 mm的價格為每個230元,NCC634 25.4 mm×38.1 mm×100 mm的價格為每個247元,每年節省碳刷費用約37 050元,一臺機刷握改造費用為120 000元,4年左右可回收改造成本。如果把節省的人工計算在內,則節省的量還要大。
4 改造前后技術參數比較
反映發電機碳刷改造后的效果主要從發電機在相同條件下滑環溫度、碳刷溫度、碳刷電流來進行比較。
4.1 #2發電機滑環、碳刷溫度比較
#2發電機改造前后滑環、碳刷溫度的比較詳見表1.
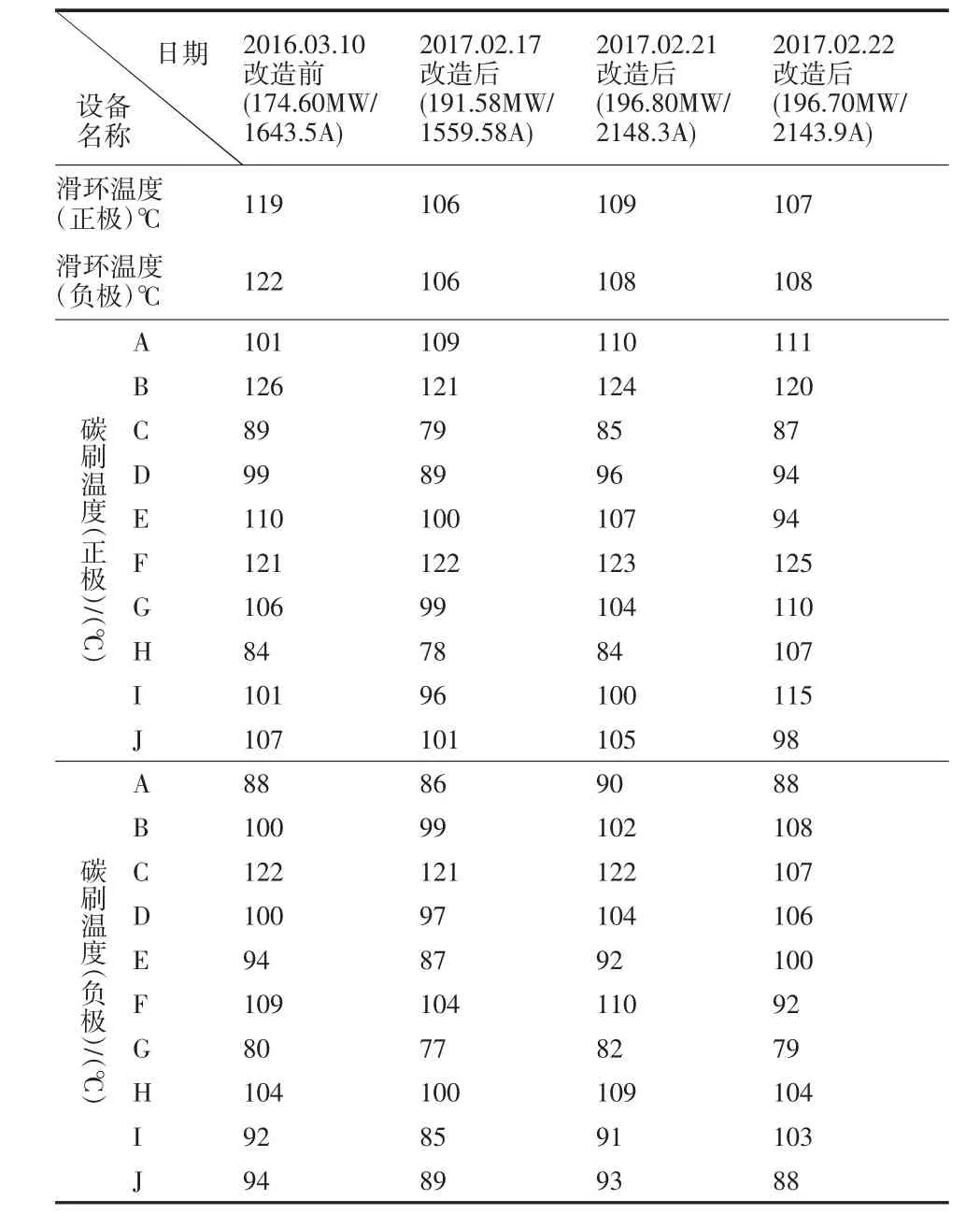
表1 改造前后滑環、碳刷溫度的比較
4.2 #2發電機碳刷電流比較
#2發電機改造前后滑環、碳刷電流的比較詳見表2.
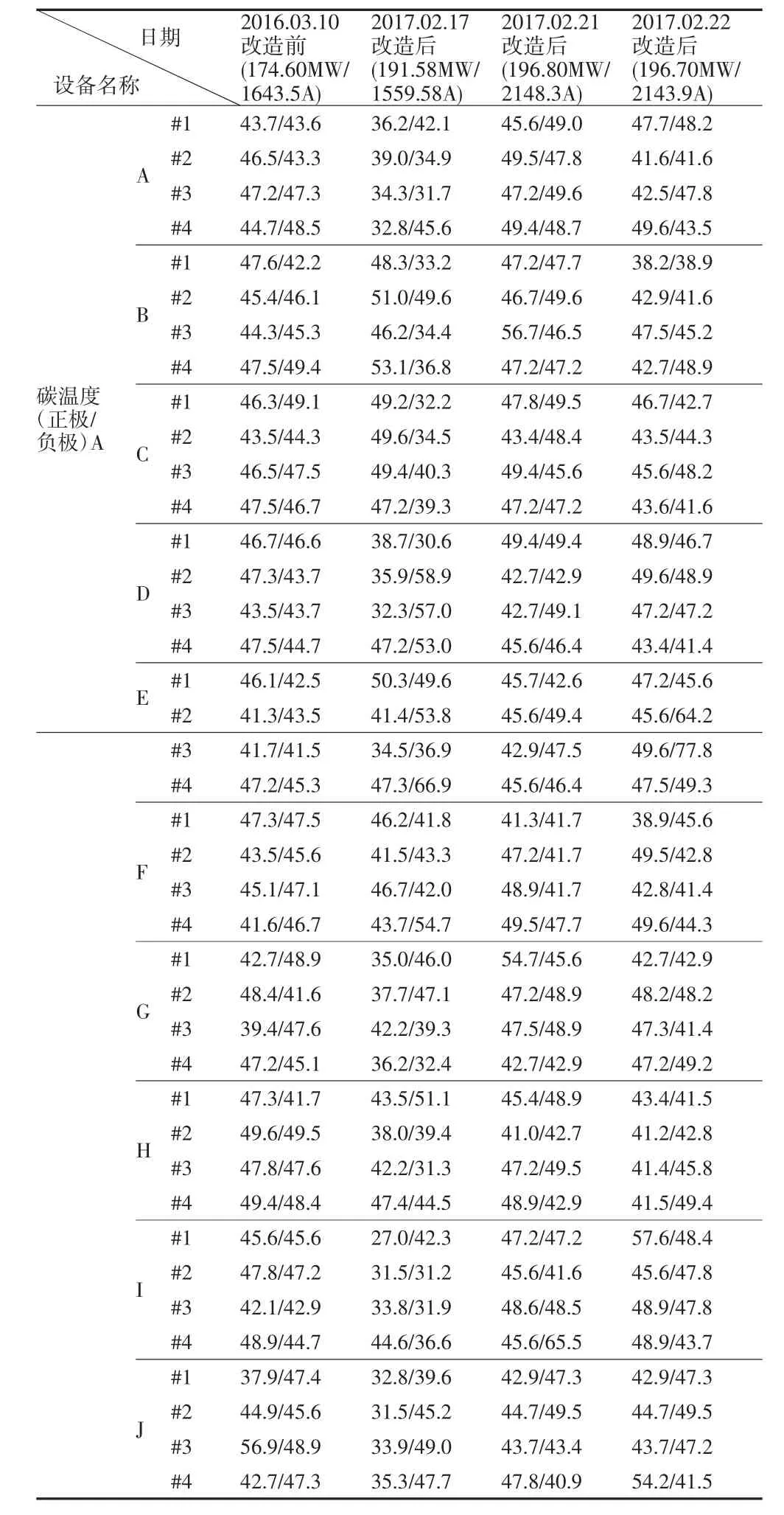
表2 #2發電機改造前后滑環、碳刷電流的比較
5 結束語
#2機組改造基本達到預期效果,有如下具體優點:
(1)操作安全性和便利性提高,避免了原刷握操作時容易出現的碳刷撞擊滑環現象,進而防止發生人身觸電和轉子接地故障。
(2)改造后的刷握由于增大了接觸面積,使均壓彈簧更加均勻的施壓在滑環表面,因此滑環溫度比原刷握下降15℃左右,有效防止了滑環過熱。
(3)改造后滑環與碳刷間未出現過火花現象。
(4)節能降耗增效,改造后碳刷消耗量降低70%以上,有效節約了材料成本。
[1]楊俊鋒.600MW發電機碳刷振損問題分析及處理[J].上海大中型電機,2009(3):43-45.
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45
