基于SolidWorks的調(diào)溫器體四軸加工中心轉(zhuǎn)臺夾具設(shè)計(jì)
2018-01-15 03:16:18胡俊平鄭貞平李潤海
裝備制造技術(shù) 2017年11期
關(guān)鍵詞:模型設(shè)計(jì)
胡俊平,鄭貞平,李潤海
0 引言
在現(xiàn)代機(jī)械制造業(yè)、機(jī)械加工批量生產(chǎn)中,數(shù)控加工中心夾具的主要作用是保證零件的加工精度,提高勞動(dòng)生產(chǎn)率[1],減輕操作工人的勞動(dòng)強(qiáng)度,擴(kuò)大機(jī)床加工范圍和降低對操作工人技術(shù)要求。因此,夾具的設(shè)計(jì)及制造在數(shù)控加工中心使用中起到非常重要的作用[2]。
簡單的夾具設(shè)計(jì)主要依靠人工完成,常采用二維CAD設(shè)計(jì)軟件設(shè)計(jì),這不能滿足現(xiàn)代數(shù)控機(jī)床制造系統(tǒng)靈活、快速、自動(dòng)裝夾、生產(chǎn)及搬運(yùn)自動(dòng)化的要求。單一工序多個(gè)面加工需要多次更換夾具,工件多次裝夾[2],每次裝夾的定位方式和夾緊方式可能都不一樣,以致工件的加工精度低,也不適合實(shí)現(xiàn)工件輸送、搬運(yùn)及裝夾的自動(dòng)化,發(fā)揮不了加工中心的優(yōu)勢,也不能適應(yīng)工業(yè)自動(dòng)化的發(fā)展要求。隨著各種機(jī)械三維設(shè)計(jì)軟件如 CATIA、NX、CREO、SolidWorks、Solidedge等的應(yīng)用,使得夾具設(shè)計(jì)和制造周期更短、效率更高,并能實(shí)現(xiàn)參數(shù)化設(shè)計(jì),大大推動(dòng)了夾具設(shè)計(jì)領(lǐng)域的新革命。
本設(shè)計(jì)基于SolidWorks軟件,針對調(diào)溫器體的多道工序的第四軸液壓夾具設(shè)計(jì),依照數(shù)控加工中心夾具設(shè)計(jì)流程,標(biāo)準(zhǔn)件直接從SolidWorks設(shè)計(jì)庫中調(diào)取,非標(biāo)準(zhǔn)件在虛擬裝配環(huán)境中自上而下設(shè)計(jì)。構(gòu)建了夾具虛擬安裝情境,對夾具裝配模型進(jìn)行零件干涉檢查、間隙驗(yàn)證、模型質(zhì)量屬性計(jì)算、總體尺寸測量等分析,最后生成夾具總裝配圖、第四軸轉(zhuǎn)臺裝配圖和零件圖。
1 加工中心的工藝特點(diǎn)
加工中心是在數(shù)控機(jī)床的基礎(chǔ)上發(fā)展起來的,與數(shù)控機(jī)床相比,加工中心具有刀庫和自動(dòng)換刀裝置。加工中心加工工藝范圍廣泛,可以完成銑削、鉆削、鉸削、鏜削、攻螺紋和切螺紋等加工,適用于加工形狀復(fù)雜、工序多、精度高的零件。加工中心工序高度集中,一次裝夾可加工零件的多個(gè)甚至全部表面,減少了多次裝夾工件所需的時(shí)間,避免了因工件多次裝夾所產(chǎn)生的裝夾誤差,因此,加工表面之間能獲得較高的位置精度[3]。加工中心的主軸轉(zhuǎn)速和各軸進(jìn)給量均是無級調(diào)速,有的甚至具有自適應(yīng)控制功能,能隨刀具和工件材質(zhì)及刀具參數(shù)的變化,把切削參數(shù)調(diào)整到最佳數(shù)值,從而可以加工出質(zhì)量較高的加工表面。整個(gè)加工過程由程序自動(dòng)控制,不受機(jī)床的操作者人為因素的影響,加上機(jī)床的位置補(bǔ)償功能和較高的定位精度和重復(fù)定位精度,加工出的零件尺寸一致性好[4]。
數(shù)控轉(zhuǎn)臺屬于機(jī)床的附件,它主要為加工中心提供回轉(zhuǎn)運(yùn)動(dòng),常用于將三軸加工中心改造程四軸或者五軸加工中心。加工中心利用第四軸和第五軸的運(yùn)動(dòng)可以加工復(fù)雜曲面的工件,也可以利用第四軸轉(zhuǎn)臺的旋轉(zhuǎn)一定角度,加工多個(gè)表面。本夾具設(shè)計(jì)就是利用第四軸轉(zhuǎn)臺,加工一個(gè)面后,旋轉(zhuǎn)90°角度加工另一個(gè)面。
2 機(jī)械加工夾具設(shè)計(jì)基本流程
機(jī)械加工夾具設(shè)計(jì)基本流程一般包括設(shè)計(jì)前的準(zhǔn)備工作、夾具總體方案的確定、具體的夾具設(shè)計(jì)并出工程圖、夾具制造、夾具安裝調(diào)試等。
設(shè)計(jì)前的準(zhǔn)備工作分析需要分析待加工零件的零件圖和毛坯圖,確定加工工藝、工藝參數(shù)和刀具信息等。夾具總體方案確定包含工件的定位方案、工件夾緊方案、位置布局方案及夾具的形式。具體的夾具設(shè)計(jì)主要在SolidWorks軟件中完成,需要進(jìn)行夾具的總裝模型設(shè)計(jì)(虛擬裝配),分析其夾緊力,干涉檢查和誤差計(jì)算等,對結(jié)構(gòu)不合理的地方重新設(shè)計(jì),最后輸出夾具裝配圖、零件圖、液壓原理圖和零件的明細(xì)表等。根據(jù)設(shè)計(jì)的零件明細(xì)表對非標(biāo)零件進(jìn)行加工,標(biāo)準(zhǔn)件和液壓元件需要采購,最終進(jìn)行現(xiàn)場裝配并進(jìn)行調(diào)試和試運(yùn)行,試運(yùn)行過程中重點(diǎn)檢查夾具是否滿足加工精度的要求。
3 調(diào)溫器體工藝分析和定位、夾緊方案的選擇
3.1 調(diào)溫器體工藝分析
本文需要加工的調(diào)溫器體是將調(diào)溫器聯(lián)結(jié)到柴油機(jī)機(jī)體上的一個(gè)中間零件,其內(nèi)部有水道與調(diào)溫器安裝型腔,與機(jī)體相聯(lián)結(jié)并用密封圈防止泄漏,具體零件圖如圖1所示。零件的材料為ZL104,該材料的鑄造性能好,無熱裂傾向,氣密性高,線收縮小,切削加工性和焊接性一般。
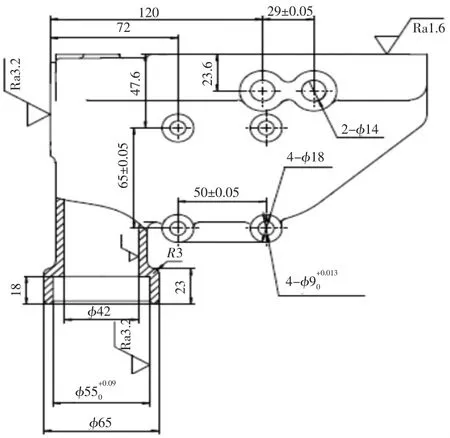
(續(xù)下圖)
(續(xù)上圖)
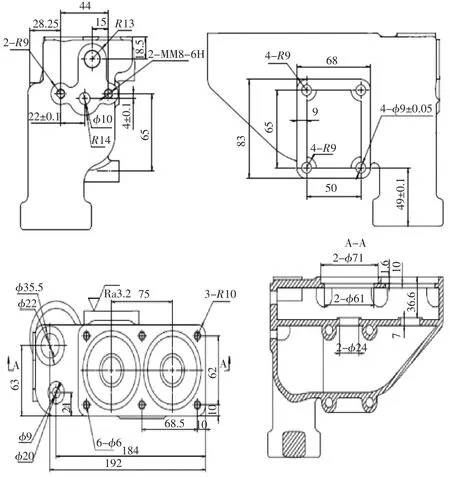
圖1 調(diào)溫器體零件圖
調(diào)溫器體的形狀結(jié)構(gòu)較不規(guī)則,表面結(jié)構(gòu)復(fù)雜、孔系非均勻分別并在不同的表面、有些孔之間有嚴(yán)格的相互位置要求,部分孔不便加工,其主要加工表面可以分為以下三個(gè)部分。
(1)如圖2所示,以Φ42的孔中心為一組的加工表面。這一組包括端面加工,Φ42的內(nèi)孔、Φ55的內(nèi)孔、Φ65的內(nèi)孔及倒角的加工。
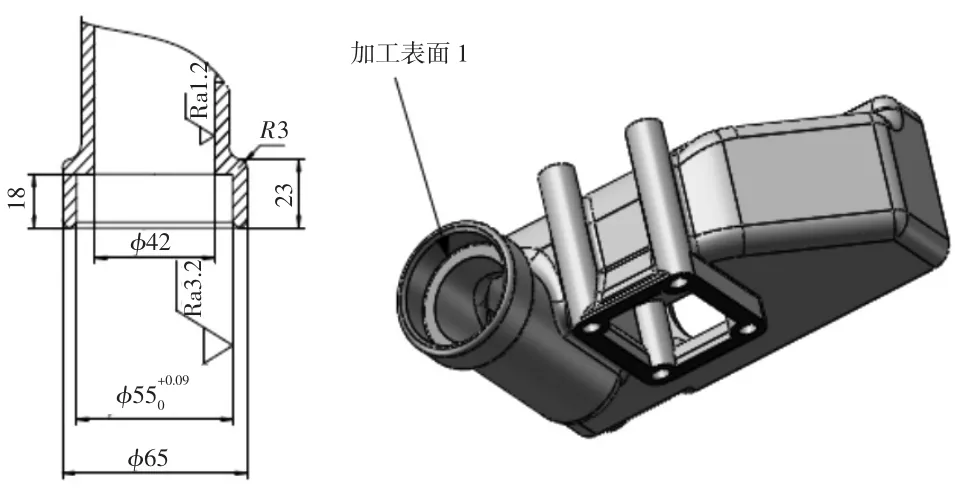
圖2 加工表面1
(2)如圖3所示,以四個(gè)Φ9和兩個(gè)Φ14的孔為一組的加工表面。這一組包括四個(gè)Φ9和兩個(gè)Φ14孔的端面加工,四個(gè)Φ9和兩個(gè)Φ14的內(nèi)孔加工。
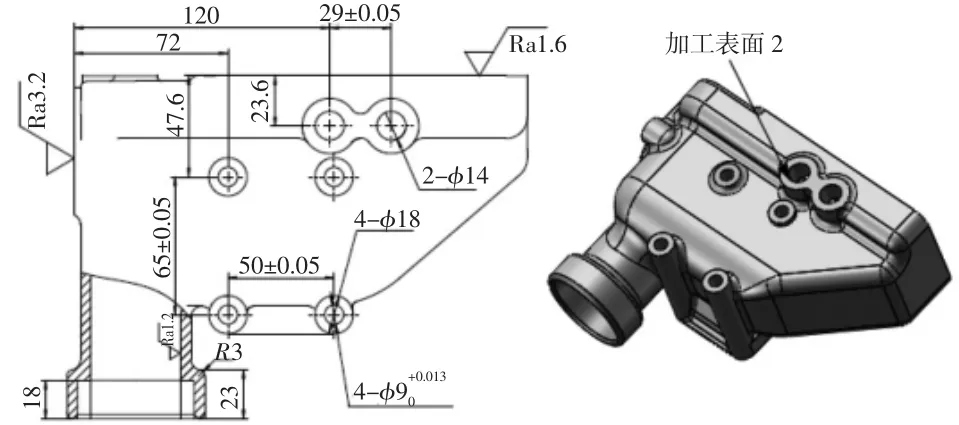
圖3 加工表面2
(3)如圖4所示,以兩個(gè)Φ71和兩個(gè)Φ24的孔為一組的加工表面。這一組包括Φ71、Φ22和Φ9孔的端面加工,兩個(gè) Φ71、兩個(gè) Φ61、兩個(gè) Φ24、Φ22和Φ9的內(nèi)孔加工。
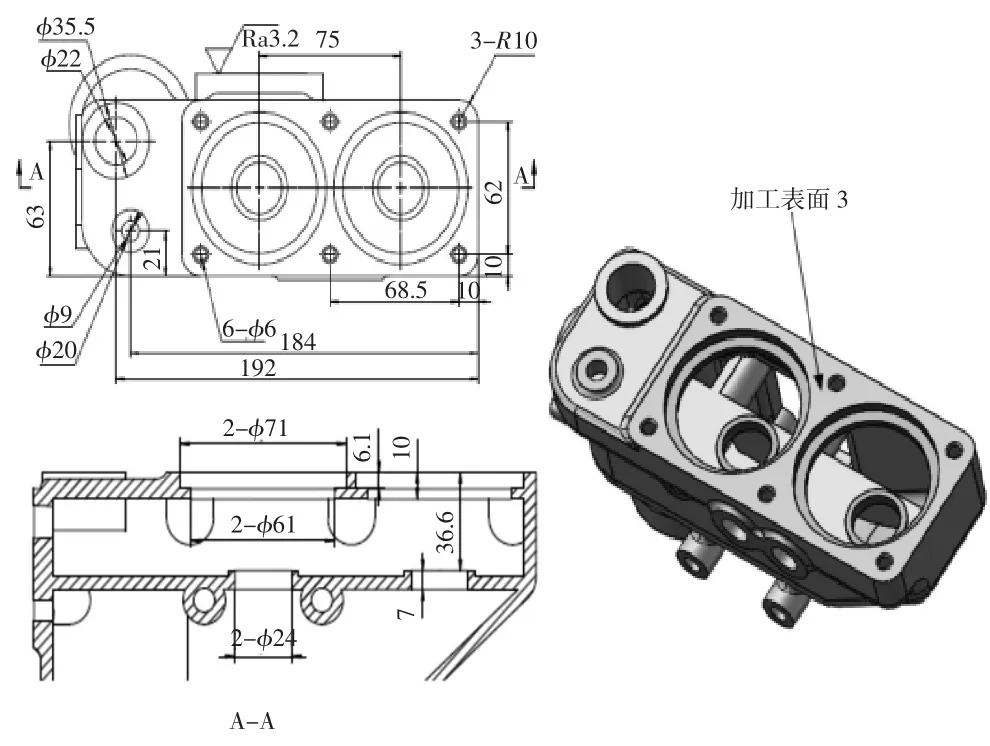
圖4 加工表面3
3.2 定位方案
通過對調(diào)溫器體的工藝分析,選擇在四軸數(shù)控加工中心中加工該零件,為了充分發(fā)揮四軸加工中心的優(yōu)勢,需要實(shí)現(xiàn)一次裝夾即可完成三處的全部加工。為了保證定位基準(zhǔn)位置準(zhǔn)確,采用毛坯未加工的平面和圓柱面進(jìn)行定位。定位方案如圖5所示,安裝三個(gè)固定在橋板上的定位銷座,定位銷座與待加工零件之間設(shè)有定位銷,用于定位定位面1;定位銷頂住圓柱面定位面3,用于對待加工零件進(jìn)行縱向定位;定位銷頂住平面定位面2,用于對待加工零件進(jìn)行橫向定位。
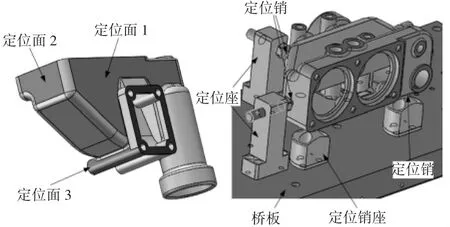
圖5 定位方案
3.3 夾緊方案
根據(jù)夾具所采用的夾緊動(dòng)力源不同,夾緊方式有手動(dòng)夾緊、氣動(dòng)夾緊、液壓夾緊、氣液夾緊和電動(dòng)夾緊等。加工中心中常采用全自動(dòng)裝夾夾具,因此本設(shè)計(jì)選用液壓夾緊方式,在裝夾過程中有一定余量,為了保證定位精度,接觸點(diǎn)位置相對穩(wěn)定,采用推動(dòng)液壓缸先推動(dòng)工件,確保精確定位,并避免加工過程中發(fā)生水平面上的移動(dòng);然后通過轉(zhuǎn)角缸實(shí)現(xiàn)壓緊,以防止工件在加工過程中出現(xiàn)顫動(dòng),以實(shí)現(xiàn)加工工件的完全定位和均勻夾緊,如圖6所示。夾緊動(dòng)作通過順序閥控制,實(shí)現(xiàn)推動(dòng)缸先推動(dòng),轉(zhuǎn)角缸后旋轉(zhuǎn)并向下壓緊。
4 基于SolidWorks軟件的夾具三維模型設(shè)計(jì)
4.1 夾具的三維模型設(shè)計(jì)
使用SolidWorks三維設(shè)計(jì)軟件提供的實(shí)體建模功能,通過相關(guān)的功能命令來實(shí)現(xiàn)夾具的三維模型設(shè)計(jì)。對于非標(biāo)零部件,設(shè)計(jì)過程非常靈活,可采用SolidWorks軟件中的高級裝配設(shè)計(jì)方法,進(jìn)行自上而下的設(shè)計(jì),先完成夾具的整體設(shè)計(jì),然后進(jìn)行夾具局部優(yōu)化。
以夾具總裝配體模型為基礎(chǔ)模型,首先在Solid-Works軟件中依次裝配數(shù)控加工中心工作臺和第四軸模型文件,再將加工工件模型裝配至總裝配體中的大概位置;其次根據(jù)定位方案和加工過程中的受力分析確定定位元件的大小和安裝位置,并在軟件中重新調(diào)整加工工件模型的位置;接下來取得夾緊元件的尺寸和位置,確定推動(dòng)缸和轉(zhuǎn)角缸的尺寸和型號,創(chuàng)建推動(dòng)缸和轉(zhuǎn)角缸模型,同時(shí)創(chuàng)建其安裝底座模型,確定夾緊元件的裝配位置。
完成夾具的整體結(jié)構(gòu)設(shè)計(jì)后,需要檢查是否存在裝配不當(dāng)并通過干涉檢查檢查裝配體中是否有干涉,夾具總裝配模型如圖7所示。最終利用Solid-Works軟件中的標(biāo)準(zhǔn)件庫在模型中添加所有的標(biāo)準(zhǔn)件,從而完成夾具的總裝配體模型。
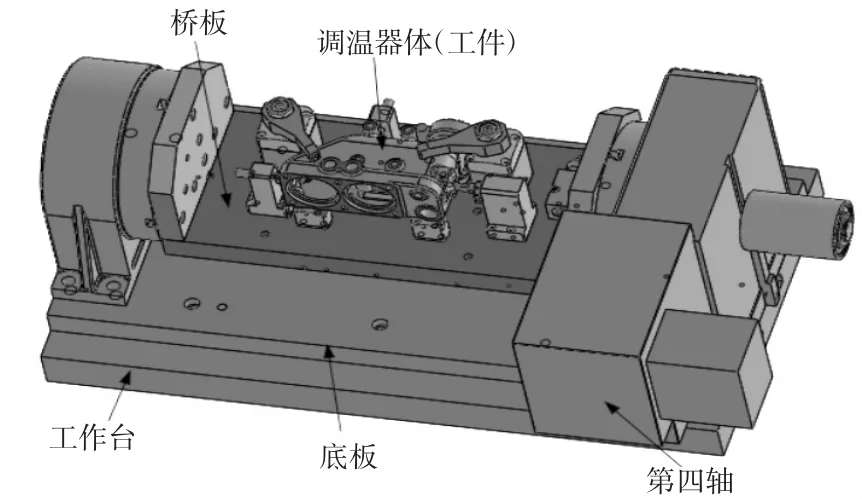
圖7 夾具總裝配體模型
4.2 生成二維工程圖
三維模型不能完全表達(dá)清楚夾具裝配和零件加工的所有設(shè)計(jì)參數(shù),尤其非標(biāo)零件的生產(chǎn)必須按照工程圖加工,一些加工要求如尺寸公差、形位公差以及表面結(jié)構(gòu)(表面粗糙度)等只能在工程圖中體現(xiàn),因此,夾具的三維模型設(shè)計(jì)完后還需完成非標(biāo)零件的二維工程圖的設(shè)計(jì)。
SolidWorks軟件具有非常強(qiáng)大的將三維模型轉(zhuǎn)換為二維工程圖的功能,SolidWorks二維工程圖還可以保存為AutoCAD格式文件。SolidWorks二維工程與三維模型是有關(guān)聯(lián)的,如果三維模型有修改,二維工程圖將自動(dòng)更新,不需要修改,節(jié)省了設(shè)計(jì)時(shí)間。
在SolidWorks軟件中出工程圖,根據(jù)視圖布局功能生成正確的工程二維視圖,然后參照國家或者行業(yè)標(biāo)準(zhǔn),對工程圖進(jìn)行尺寸標(biāo)準(zhǔn),在標(biāo)準(zhǔn)過程中有公差要求的尺寸需要添加公差,然后添加注釋,如基準(zhǔn)、形位公差、表面結(jié)構(gòu)、技術(shù)要求和零件序號等;也可以根據(jù)夾具中零件的具體加工要求,對零件進(jìn)行注釋或標(biāo)記,完整表達(dá)零件的二維工程圖。裝配圖工程圖與零件圖出圖方法大體相同,最終生成的夾具裝配圖如圖8所示。
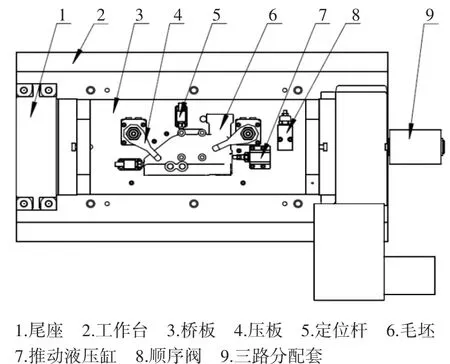
圖8 夾具總裝配體工程圖
5 結(jié)束語
通過夾具試制、裝配并在四軸數(shù)控加工中心對調(diào)溫器體進(jìn)行批量加工,完全實(shí)現(xiàn)了一次裝夾、三處孔系的自動(dòng)加工,相關(guān)尺寸精度和表面質(zhì)量完全符合要求。夾具定位準(zhǔn)確,自動(dòng)化程度高,能夠較方便地實(shí)現(xiàn)自動(dòng)裝夾,提高了調(diào)溫器體的加工效率,減少人工成本,提高了加工精度。通過采用SolidWorks軟件進(jìn)行設(shè)計(jì),發(fā)揮軟件的強(qiáng)大功能,可以縮短設(shè)計(jì)周期,提高設(shè)計(jì)效率,最終減少夾具的制造周期和資源投入,為企業(yè)創(chuàng)建較高的效益。
[1]譚許彬.數(shù)控加工氣缸體組件夾具設(shè)計(jì)[J].科技創(chuàng)新與應(yīng),2015(3):126.
[2]李 慶,宋萬清.一種液壓閥的第四軸夾具設(shè)計(jì)[J].制造業(yè)自動(dòng)化,2013,35(9):109-112.
[3]田春霞.加工中心加工工件的安裝[J].機(jī)床與液壓,2009,37(7):274-275.
[4]王 駿,鄭貞平.數(shù)控編程與操作[M].北京:機(jī)械工業(yè)出版社,2009.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
