銑刨機輸出功率模型的研究
2018-01-15 03:16:14管付銀孫瑞峰
裝備制造技術 2017年11期
關鍵詞:模型
管付銀,孫瑞峰
銑刨機是一種路面銑刨機械,即道路養護機械。銑刨機工作時,主要是把損壞的路面銑刨起來,從而鋪上新的面層。銑削功率要受諸多因素的影響,既與銑刨機自身的參數有關,又與作業對象有關系,還與銑刨機的作業狀態有關。銑刨機按銑削方式分順銑和逆銑,如圖1所示。
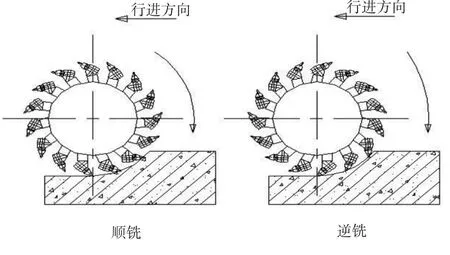
圖1 銑刨機工作原理圖
銑刨機在銑削瀝青路面時,銑刨速度無法保證完全不變,銑刨機輸出功率隨著速度的變化發生變化,銑刨機輸出功率曲線呈間歇性分布。機械傳動很難保證銑刨轉子速度進行連續調節[1]。但是銑刨機的行駛速度很容易進行調節。并且銑刨機銑刨作業所消耗的功率與銑刨機的行駛速度的平方有一定的函數關系[2]。目前國內尚缺乏有關銑刨機功率預測方面的理論研究,開展銑刨機功率預測的研究能為銑刨機功率高效率的應用提供理論依據,例如銑削不同材料,不同深度的路面就需要不同的功率,目前銑刨機改變銑削過程的功率主要是改變銑刨機油門的開度,這就需要高經驗的操作人員,增加了成本。
為此,本文對銑刨機功率模型進行了研究,包括銑刨機基本功率方程模型和銑刨機功率曲線模型兩個方面。
1 銑刨機基本功率方程模型
如圖1所示,銑刨機銑削與其他切削加工一樣,當銑刨鼓齒數為Z時,其單位體積的路面材料所消耗的切削功應為[3]:

根據對銑刨機輸出功率影響因素的理論分析,通過公式推導以及整合,為了區分各種變量,假設fZ為銑刨轉子系統銑削路面每齒的進給量,vT為銑刨鼓刀尖的銑削速度,Pm為消耗功率。

將以上公式(1)、(2)(3)中并且整理公式得到:
公式中的含義為:
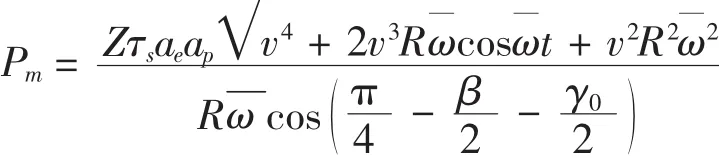
銑刨機額定條件下的功率為Pm;銑刨機的額定功率為P1;銑刨鼓上刀頭的個數為Z;銑削厚度為ae;銑刨鼓的半徑為R;銑刨鼓的角速度為ωˉ;單刀頭的銑削寬度為ap;銑刀前刀面摩擦角為β;銑刨刀具實際切削前角為γ0;被銑刨材料的劈裂破壞強度為τs;π為常數;銑刨機行駛速度為v.
銑刨機輸出功率的主要影響因素有銑削厚度、銑刨機速度及銑刨鼓的半徑。
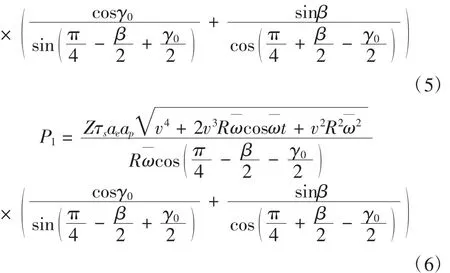
為了得到功率曲線,在銑刨鼓上安裝速度傳感器和單刀銑削三向力傳感器,利用DEWESoft數據采集系統測得六組速度與力的關系數據,再利用(5)公式的變換成六組離散速度與功率的數據點,如圖2黑色圓點,根據這些黑點再利用作圖工具繪制銑刨機的輸出功率曲線,如圖2、圖3所示。
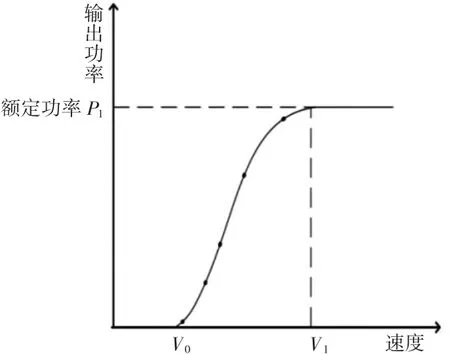
圖2 輸出功率曲線圖

圖3 輸出功率曲線與線性模型擬合的假定的功率曲
由圖2,銑刨機的輸出功率曲線可用分段函數表示為:
其中,V0表示銑刨機輸出功率的初始速度,V1為銑刨機輸出額定功率的額定速度。
2 銑刨機的功率曲線模型
由于銑刨機實際功率曲線模型計算比較復雜,要想達到高效率的應用發動機的功率和減少發動機的功率損失以及獲得高質量的路面,操作銑刨機需要高經驗的工作人員,增加了成本,而利用假定的功率曲線模型可以不需要上面的條件就可以達到目的,所以在一定條件下,假定的功率曲線模型可以代替銑刨機實際功率曲線模型。
利用數值分析原理中離散點可以通過曲線擬合的方法可以近似表示,故銑刨機假定的功率曲線模型可以利用功率曲線來表示,主要是指假定的功率曲線模型。
2.1 假定的功率曲線模型
假定的功率曲線模型主要包括線性模型、二次方模型、三次模型等等。
2.1.1 線性模型
銑刨機的輸出功率采用線性模型,其中輸出功率模型為:

利用數學方法進行確定線性方程的系數。

通過確定常數a,b,把常數a,b代入線性模型,得到線性模型公式。利用繪圖軟件,在圖1的基礎之上繪制線性曲線(虛線表示),如圖3所示。通過圖3實線與虛線相比較,即銑刨機的輸出功率曲線與線性模型擬合的假定的功率曲線模型進行比較。從圖中可以看出銑刨機的輸出功率曲線與線性模型擬合的假定的功率曲線模型有一定的偏差,但是在一定的條件下可以近似代替。但是無法準確地表達出真實銑刨機功率情況,由于銑刨機實際功率曲線模型計算比較復雜,在一定條件下,假定的功率曲線模型可以代替銑刨機實際功率曲線模型。
2.2.2 二次方模型
如銑刨機的輸出功率采用二次方模型,其輸出功率模型主要有兩種,第一種模型為:

利用數學方法進行確定一元二次方程的系數。式中,

第二種模型為:

2.2.3 誤差估計
通過銑刨機試驗臺速度傳感器在V0<V<V1區間內任測多點,假定的功率通過公式(8)計算。
v0=4時,實際功率pm0=50 kW,假定的功率pm00=45 kW
v1=5.3時,實際功率pm1=64.6 kW,假定的功率pm11=68 kW
v2=5.6時,實際功率pm2=67.6 kW,假定的功率pm22=73 kW
v3=68時,實際功率pm3=70.6 kW,假定的功pm33=81 kW
v4=9.65時,實際功率pm4=80 kW,假定的功率pm44=88 kW
兩次測得的數據誤差為:
通 過 計 算 得 到 δ0=0.1,δ1=0.05,δ2=0.08,δ3=0.14,δ4=0.1均小于0.2(標準值)可以認為誤差合理。
由于誤差較小所以在一定的條件下可以認為銑刨機假定的功率曲線模型是一種簡化模型,具有一定的代表性,但是無法準確的表達出真實銑刨機功率情況。由于銑刨機實際功率曲線模型計算比較復雜,在一定條件下,假定的功率曲線模型可以代替銑刨機實際功率曲線模型。
[1]陸青平.銑刨機自功率控制系統的研究[D].西安:長安大學,2002.
[2]馬鵬宇,胡永彪.輪式銑刨機自功率及數字調速系統研究[J].筑路機械與施工械化,2004,21(11):26-28.
[3]趙 敏.瀝青路面銑刨機作業阻力及牽引性能的研究[D].西安:長安大學,2003.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
