四輥卷板機W12CNC-12×3000的設計與分析
2018-01-15 03:16:06韓興言
裝備制造技術 2017年11期
韓興言
四輥卷板機使金屬板料在常溫下卷成圓形、圓錐形等形狀,在冶金、金屬制造行業應用廣泛[1]。2017年為適應客戶需要公司設計一臺規格為w12cnc12×3000的卷板機。本文主要介紹此卷板機的性能,設計工藝參數及整機特點。
1 卷板機性能與工藝設計參數
1.1 卷板機性能
四輥卷板機主要是用于彎卷一定厚度的金屬板成筒狀、弧形零件。其工作原理是旋轉式彎曲變形,與對稱三輥卷板機相比,不需另加壓力機等附加設備,直接預彎端部,而且剩余直邊較少,與非對稱三輥卷板機相比,可一次上料,不需調頭就可完成板材兩端部的預彎及成型彎曲功能,以及用于成型工件的校正。
1.2 工藝設計參數
卷板屈服極限:245 MPa,液壓系統最大工作壓力16 MPa;
最大卷板厚度:12 mm,外形尺寸,5 200×1 790×19 80 mm;
最大預彎板厚:8 mm,整機重量,13 850 kg;
最大卷板寬度:3 000 mm,最大規格時最小卷筒直徑 φ800.
2 基本結構
W12CNC-12x3000卷板機結構如圖1所示,由機械部分、液壓電氣控制部分及集中潤滑裝置組成。
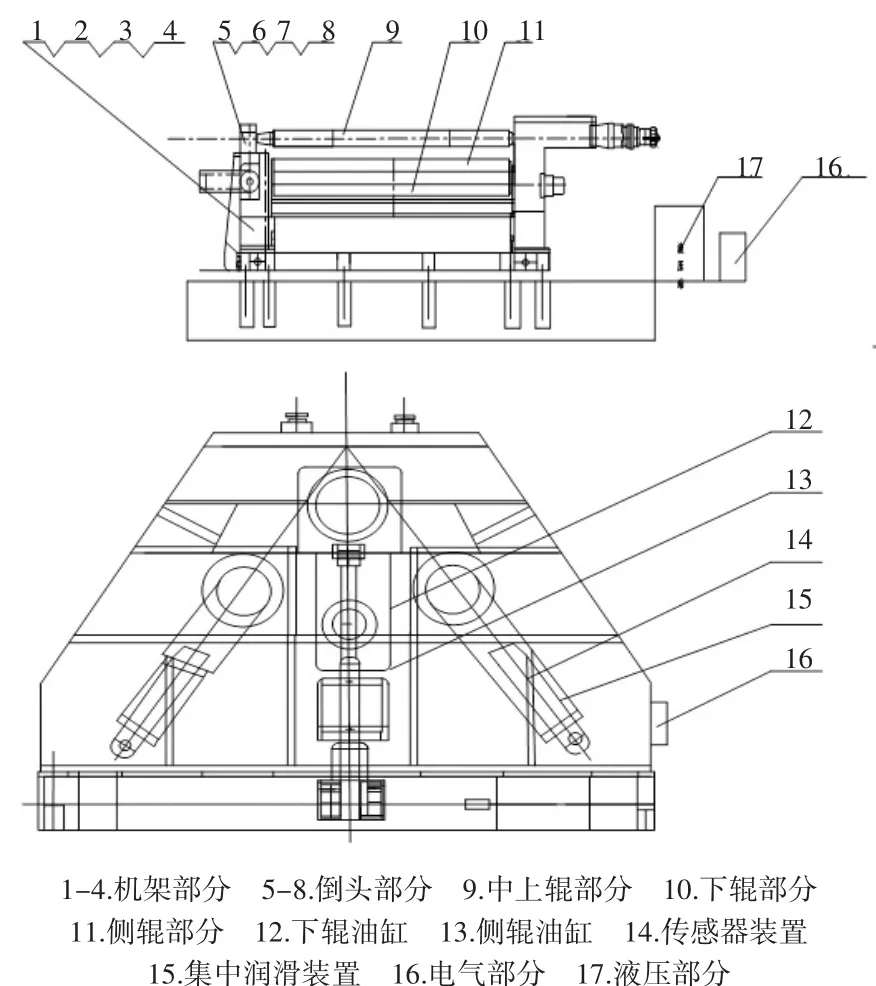
圖1 W12CNC-12×3000卷板機平面圖
2.1 機械傳動部分
2.1.1 中上輥傳動機構
中上輥如圖2所示,中上輥為主動輥,主要由上輥、軸承套、聯軸器、連接套、減速器、液壓馬達等組成,中上輥支撐在液壓缸和軸承座上,上輥在軸承套內低速旋轉。卷板機正常工作時,液壓馬達通過行星減速器帶動連接套和剛性聯軸器旋轉,剛性聯軸器通過平鍵連接中上輥,實現中上輥正反轉,為板料卷制提供動力。把鋼板卷成型后,倒頭部分通過液壓缸向外脫開。此時,中上輥通過連接套上的螺栓螺母保持平衡。

圖2 中上輥示意圖
2.1.2 前(后)側輥機構
前(后)側輥的高度的調整是通過液壓缸來實現。液壓缸上部通過銷連接軸承座。側輥每只油缸均由一只位移傳感器監測。側輥升降位移量均由NC控制采用數字屏幕顯示,同步精度達到±0.2 mm.當鋼板需要卷成圓柱形時,有兩邊的液壓缸同時升起使軸承座在同一高度,側輥中心線與中上輥平行。當前(后)側輥有一定的高度差,傾斜一定角度,則可把鋼板卷成圓錐形[2]。
2.1.3 減速器
中上輥采用的是型號為TP2NBS-9-40-B500-9行星減速器,減速器齒輪經過滲碳淬火處理,這樣使齒輪表面高硬耐磨,齒輪經過熱處理后采用全部磨齒,工作時噪音降低,具有重量輕、體積小、傳動范圍大、運行平穩等特點,適合此型號的卷板機。
2.2 潤滑部分
此卷板機采用的集中潤滑裝置,由一個手動加油槍、一個電動油脂潤滑泵、濾油器、分油器及銅管組成。采用介質為000#-1#鋰基脂,定期為卷板機左右兩個共12個潤滑點提供潤滑脂。
2.3 電氣和液壓部分
電氣部分組要由組合控制柜、操作控制臺、西門子S7-200系列PLC等,控制電器(包括PLC)均安裝在配電柜內,操縱臺可根據需要進行移動。采用觸摸幕顯示操作,操作方便,控制邏輯簡圖如圖3所示。主電路采用三相380 V/50 Hz交流電,NC控制輸入電路采用24 V直流電,控制輸出回路采用220 V/50 Hz交流電。一臺電機驅動一套液壓泵站[3]。
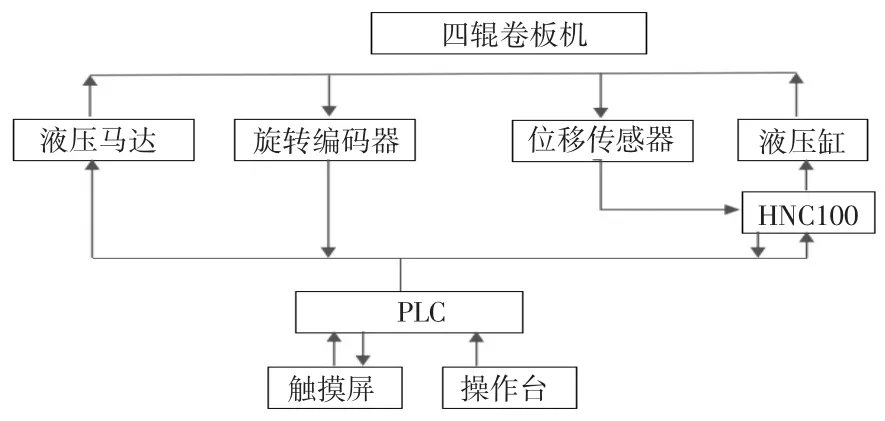
圖3 電氣控制邏輯簡圖
在工作現場,下輥升降、側輥升降同步系統由PLC控制,通過液壓閥(電磁換向閥、節流閥、液控單向閥)及位移傳感器檢測反饋,自動調整,具有絕對位移同步、相對位移同步轉換且同步精度達到±0.20 mm,保證輥的位置精度和實現對工作位置的監控[4]。
由于本機采用液壓驅動,如圖4所示,采用獨立的液壓泵站。液壓油缸驅動液壓馬達,液壓馬達通過行星減速器帶動連接套和剛性聯軸器旋轉,最終驅動卷板機中上輥旋轉。本系統最大工作壓力為25 MPa,由油泵電機、液壓閥組、管路輔助件等組成。由一臺油泵電機通過內齒形彈性聯軸器帶動液壓輪泵輸出壓力油,為保證油液清潔,在油泵油口處設有濾油器,從油泵出來的壓力油首先進入調壓系統,調定壓力,然后通過通道塊,經三位四通換向閥通向油缸。

圖4 四輥卷板機液壓工作原理圖
3 結束語
本四輥卷板機(W12CNC-12×3000)通過上輥倒頭的翻轉、油缸復位均、上輥平衡裝置完成平衡使得卸料更為方便,工藝簡單,操作方便,減輕工人的勞動強度。設備全部操縱采用NC電氣集中控制,全液壓驅動,采用觸摸屏數字顯示和操作,具有輥位控制、并達到較高的精度,自動化程度較高,綜合技術性能好。此設備現在已經制造完成,并通過客戶技術人員驗收,運行穩定,達到設計效果,并有效防止薄板打滑現象,基本能避免卷板時出現剩余直邊,設備實物圖如圖5所示。

圖5 四輥卷板機實物圖
[1]成大先.機械設計手冊[M].北京:化學工業出版社,2008.
[2]崔樹平.機械技術基礎[M].北京:機械工業出版社,2012.
[3]趙仕元.機械設備調試與維護[M].北京:北京理工大學出版社,2011.
[4]閆瑞濤.機械制造基礎[M].北京:冶金工業出版社,2009.
[5]段彩云.液壓與氣動技術[M].北京:北京出版社,2014.
[6]李永堂.鍛壓設備理論與控制[M].北京:國防工業出版社,2005.
