復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)的設(shè)計(jì)①
2018-01-11 01:59:43王兵維
化工自動(dòng)化及儀表 2017年12期
王兵維 余 粟
(上海工程技術(shù)大學(xué)工程實(shí)訓(xùn)中心)
復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)的設(shè)計(jì)①
王兵維 余 粟
(上海工程技術(shù)大學(xué)工程實(shí)訓(xùn)中心)
針對(duì)生產(chǎn)落后和效率低的問(wèn)題,提出了一個(gè)改進(jìn)的復(fù)合通行卡自動(dòng)化生產(chǎn)線方案。介紹系統(tǒng)的工作流程,設(shè)計(jì)集成化結(jié)構(gòu)布局,并完成了上、下位機(jī)系統(tǒng)的設(shè)計(jì)。試驗(yàn)數(shù)據(jù)表明:該系統(tǒng)鐳射打碼合格率較高,打碼速度可達(dá)每張6s。
自動(dòng)化生產(chǎn)線系統(tǒng) 復(fù)合通行卡 鐳射打碼 S7-200 PLC
目前,自動(dòng)化生產(chǎn)線是工業(yè)生產(chǎn)領(lǐng)域中應(yīng)用較多的生產(chǎn)設(shè)備[1]。傳統(tǒng)的中小型流水生產(chǎn)線[2,3]工作流程短、功能單一,勞動(dòng)強(qiáng)度大,成本投入大[4]。為了提高復(fù)合通行卡生產(chǎn)線的生產(chǎn)效率,筆者以某射頻卡自動(dòng)化生產(chǎn)線布局為研究對(duì)象,對(duì)它進(jìn)行集成化結(jié)構(gòu)設(shè)計(jì),解決工序分散的問(wèn)題,實(shí)現(xiàn)集中化生產(chǎn)。該系統(tǒng)上位機(jī)軟件在VS2010平臺(tái)下使用C++語(yǔ)言編寫(xiě)而成,實(shí)現(xiàn)參數(shù)設(shè)置、數(shù)據(jù)調(diào)用、硬件控制及鐳射打碼等功能。下位機(jī)采用PLC與各傳感器、驅(qū)動(dòng)器等進(jìn)行通信[5~7]。
1 系統(tǒng)工作流程
復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)由上位機(jī)監(jiān)控系統(tǒng)、下位機(jī)控制系統(tǒng)和相關(guān)外圍設(shè)備結(jié)合的綜合控制系統(tǒng)組成[8]。自動(dòng)功能檢測(cè)與激光打碼設(shè)備是集復(fù)合卡讀寫(xiě)器讀寫(xiě)、打碼和檢測(cè)功能于一體的設(shè)備,基于點(diǎn)陣技術(shù)-點(diǎn)陣駐留技術(shù),其自動(dòng)功能檢測(cè)包括13.56MHz功能測(cè)試、433MHz出入口檢測(cè)及電池電量等,同時(shí)可對(duì)復(fù)合卡進(jìn)行合格(OK)與不合格(NG)的分類打碼與自動(dòng)剔除。系統(tǒng)具體工作流程如圖1所示。
2 集成化結(jié)構(gòu)布局設(shè)計(jì)
復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)集成化結(jié)構(gòu)設(shè)計(jì)采用模塊化結(jié)構(gòu),如圖2所示,主要由人機(jī)界面、送卡單元、識(shí)別模塊、鐳射打碼模塊、檢測(cè)模塊和收卡單元組成。

圖1 復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)工作流程
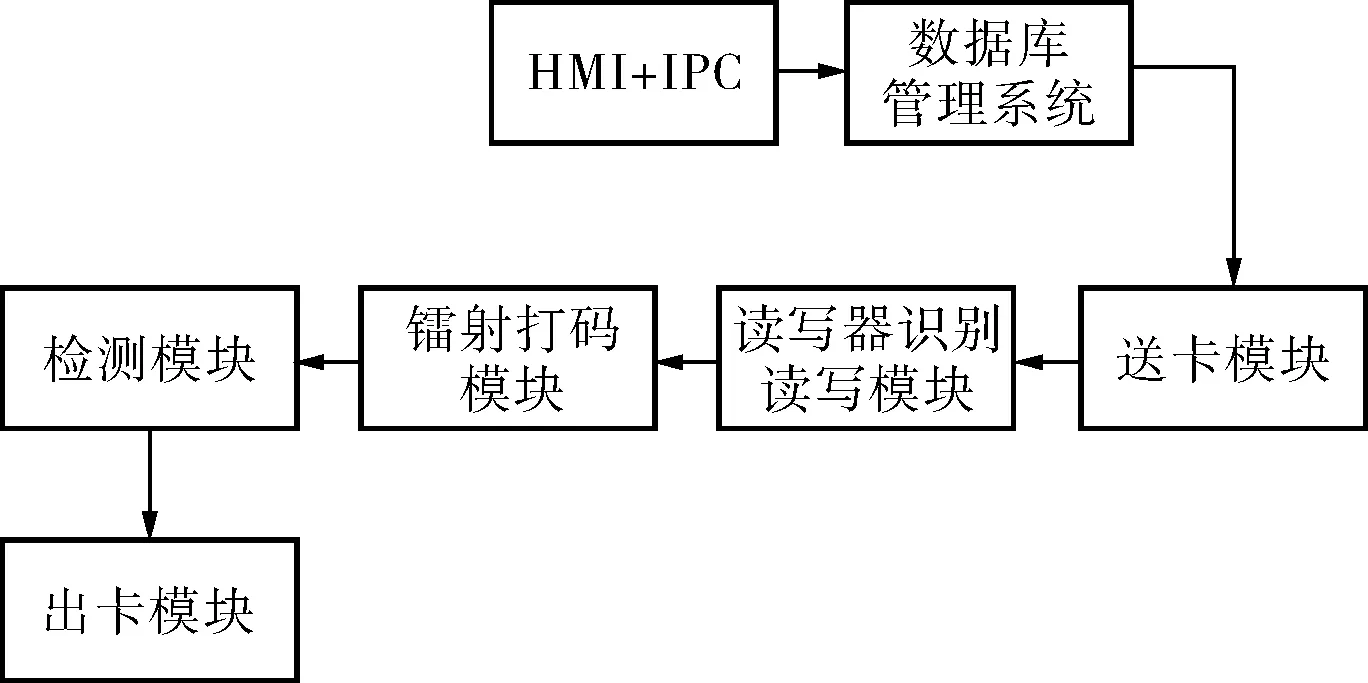
圖2 模塊化結(jié)構(gòu)布局
人機(jī)界面位于整個(gè)機(jī)構(gòu)的上層,可以實(shí)現(xiàn)機(jī)器的開(kāi)始、參數(shù)的更換及動(dòng)作的快慢等節(jié)拍控制,完成調(diào)用數(shù)據(jù)庫(kù)中的相關(guān)參數(shù)進(jìn)行工作、觀測(cè)打碼時(shí)的動(dòng)作及參數(shù)記錄等任務(wù)。系統(tǒng)工作時(shí),先由送卡單元自動(dòng)送卡,然后讀寫(xiě)器識(shí)別模塊對(duì)復(fù)合通行卡的編號(hào)和讀寫(xiě)單元進(jìn)行識(shí)別,并讀寫(xiě)復(fù)合卡中的信息。識(shí)別完成后進(jìn)行鐳射打碼。檢測(cè)模塊負(fù)責(zé)檢測(cè)復(fù)合卡ID碼是否合格,合格在PC機(jī)上顯示OK,不合格顯示NG并進(jìn)行標(biāo)號(hào)分類整理,將信息存儲(chǔ)。同時(shí),吸盤(pán)把不合格的復(fù)合卡吸出。最后收卡單元進(jìn)行復(fù)合卡的收集。
3 復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)
3.1 上位機(jī)軟件系統(tǒng)設(shè)計(jì)
為了實(shí)現(xiàn)計(jì)算機(jī)與S7-200 PLC之間的管理和控制,S7-200 PLC對(duì)步進(jìn)電機(jī)、變頻器和電缸的控制,系統(tǒng)采用上、下位機(jī)的主從控制結(jié)構(gòu)[9]。計(jì)算機(jī)作為上位機(jī),通過(guò)工業(yè)控制軟件(C++語(yǔ)言編寫(xiě))實(shí)現(xiàn)計(jì)算機(jī)與S7-200 PLC的數(shù)據(jù)通信和系統(tǒng)監(jiān)控。通過(guò)S7-200 PLC高速脈沖輸出端發(fā)出頻率可調(diào)的高速脈沖來(lái)控制電機(jī)運(yùn)行,利用高速計(jì)數(shù)器對(duì)高速脈沖進(jìn)行計(jì)數(shù),從而實(shí)現(xiàn)人機(jī)界面的畫(huà)面顯示[10]。
S7-200 PLC作為下位機(jī)負(fù)責(zé)對(duì)系統(tǒng)底層進(jìn)行控制和數(shù)據(jù)采集,所以要對(duì)各氣動(dòng)元件、電氣元件和電缸元件的PLC程序進(jìn)行設(shè)計(jì)。S7-200 PLC程序主要包括初始化程序、送卡動(dòng)作控制程序、讀卡器識(shí)別程序、鐳射打碼程序、檢測(cè)程序和收卡程序。鐳射打碼工作開(kāi)始之前上位機(jī)需對(duì)它進(jìn)行相關(guān)參數(shù)的設(shè)置,包括送卡速度設(shè)置和復(fù)合讀寫(xiě)器讀寫(xiě)速度的設(shè)置。設(shè)置完成后通過(guò)上位機(jī)的“開(kāi)始”命令開(kāi)始執(zhí)行動(dòng)作,工作流程如圖3所示。

圖3 鐳射打碼工作流程
3.2 下位機(jī)系統(tǒng)設(shè)計(jì)
下位機(jī)系統(tǒng)結(jié)構(gòu)框圖如圖4所示。下位機(jī)參數(shù)經(jīng)由RS-232口從上位機(jī)數(shù)據(jù)庫(kù)輸出至下位機(jī)。下位機(jī)S7-200 PLC負(fù)責(zé)處理上位機(jī)軟件指令、控制元器件的動(dòng)作。PLC與氣動(dòng)驅(qū)動(dòng)裝置、電缸驅(qū)動(dòng)器、傳感器及限位開(kāi)關(guān)等相連,這些器件在接收到信號(hào)之后把動(dòng)作反饋給PLC。在程序執(zhí)行過(guò)程中,上位機(jī)發(fā)送鐳射打碼數(shù)據(jù)和指令給下位機(jī),下位機(jī)接收打碼要執(zhí)行的數(shù)據(jù)之后開(kāi)始進(jìn)行比較,若出現(xiàn)不匹配的情況,則將錯(cuò)誤顯示在上位機(jī)的顯示屏上,并把動(dòng)作傳遞給下位機(jī)執(zhí)行裝置,將不良品直接吸出并放進(jìn)不良品收集盒中[11]。
4 試驗(yàn)與結(jié)果分析
打碼裝置在現(xiàn)場(chǎng)進(jìn)行調(diào)試運(yùn)行良好后進(jìn)行復(fù)合通行卡的鐳射打碼,以高速公路復(fù)合通行卡為樣品,ID號(hào)通過(guò)上位機(jī)數(shù)據(jù)庫(kù)進(jìn)行調(diào)用之后,再進(jìn)行十六進(jìn)制和十進(jìn)制之間的轉(zhuǎn)換即可進(jìn)行試驗(yàn)。試驗(yàn)在功能測(cè)試機(jī)上進(jìn)行,運(yùn)行速度可以調(diào)到每張8s。用測(cè)試軟件在PC機(jī)上進(jìn)行相關(guān)測(cè)試,將測(cè)試結(jié)果匯總之后進(jìn)行整理分析。同時(shí)需進(jìn)行劃痕檢查、超聲波焊接檢查、卡片厚度抽查、外觀色澤檢查及來(lái)料不良檢查等項(xiàng)目。現(xiàn)場(chǎng)調(diào)試和統(tǒng)計(jì)結(jié)果表明,該復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)可以運(yùn)行。

圖4 下位機(jī)系統(tǒng)結(jié)構(gòu)框圖
表1是在某公司復(fù)合通行卡自動(dòng)化生產(chǎn)線上抽取的樣品所統(tǒng)計(jì)的鐳射打碼合格率數(shù)據(jù),可以看出,該系統(tǒng)成品合格率均在99.5%以上,表明該系統(tǒng)是可行的。

表1 實(shí)際生產(chǎn)數(shù)據(jù)
5 結(jié)束語(yǔ)
筆者設(shè)計(jì)的復(fù)合通行卡自動(dòng)化生產(chǎn)線系統(tǒng)由上位機(jī)軟件系統(tǒng)、下位機(jī)系統(tǒng)和機(jī)械結(jié)構(gòu)組成。下位機(jī)采用PLC控制整個(gè)鐳射打碼過(guò)程,并能夠?qū)崿F(xiàn)與上位機(jī)之間的通信,完成送卡模塊、讀寫(xiě)器讀寫(xiě)模塊等的工作。上位機(jī)軟件能夠?qū)崿F(xiàn)參數(shù)設(shè)置、數(shù)據(jù)調(diào)用、硬件控制及鐳射打碼等功能。該系統(tǒng)的鐳射打碼合格率和打碼速度(每張6s)能夠在市場(chǎng)競(jìng)爭(zhēng)中保持一定的地位,不僅節(jié)省了人力和設(shè)備占有面積,而且具有一定的實(shí)用價(jià)值。
[1] 郭曉楠.自動(dòng)化生產(chǎn)線設(shè)計(jì)要點(diǎn)分析[J].科技創(chuàng)新與應(yīng)用,2016,(30):149.
[2] Shahzad M K,Jimenez C C,Said A B,et al.Towards Quantified Measures of Agility for Production Line Information Systems(PLIS)[J].IFAC-PapersOnLine,2016,49(12):562~567.
[3] Ghassemi F,Mousavi M R.Product Line Process Theory[J].Journal of Logical & Algebraic Methods in Programming,2016, 85(1):200~226.
[4] 朱凌宏.一種全自動(dòng)化流水生產(chǎn)線設(shè)計(jì)[J].機(jī)械工程師,2014,(1):159~161.
[5] 王永華.現(xiàn)代電氣控制及PLC應(yīng)用技術(shù)[M].北京:北京航空航天大學(xué)出版社,2013.
[6] 雷慧杰,陳彥濤,張艷偉.PLC在鋼管生產(chǎn)線追剪伺服控制系統(tǒng)中的應(yīng)用[J].制造業(yè)自動(dòng)化,2015,37(4):120~122.
[7] 魏金輝,金樹(shù)成,趙建東,等.400kt釩渣深加工生產(chǎn)線自動(dòng)化系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)[J].化工自動(dòng)化及儀表,2012,39(8):1074~1078.
[8] 朱超,楊建國(guó),周虎.基于PLC的負(fù)極片自動(dòng)化生產(chǎn)線控制系統(tǒng)設(shè)計(jì)[J].制造技術(shù)與機(jī)床,2012,(2):74~77.
[9] 閆坤,馬英慶.氣動(dòng)傳送與分揀生產(chǎn)線控制系統(tǒng)的研究[J].工業(yè)控制計(jì)算機(jī),2005,18(6):68~69.
[10] 劉美珍,侯志平.基于S7-200 PLC的自動(dòng)化生產(chǎn)線伺服控制系統(tǒng)[J].機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新,2017,30(2):94~96.
[11] 孫英.管道電焊機(jī)上位機(jī)與下位機(jī)參數(shù)傳遞程序開(kāi)發(fā)[J].喀什師范學(xué)院學(xué)報(bào)(漢文版),2014,35(6):31~32.
DesignofAuto-productionLineSystemforCompositeAccessCards
WANG Bing-wei, YU Su
(EngineeringPracticeandTrainingCenter,ShanghaiUniversityofEngineeringScience)
Aiming at the backward technology and low efficiency in the production, an improved auto-production line for composite toll cards was proposed; and the working process of this system was introduced, including its integrated structure design and that of upper and lower computer control system. The test data from actual production shows that, this system laser marking has higher qualification rate and the speed of laser marking can reach 6s per page.
auto-production line system, composite access card,laser marking, S7-200PLC
國(guó)家科技支撐計(jì)劃項(xiàng)目(2015BAF10B01)。
王兵維(1985-),碩士研究生,從事自動(dòng)化技術(shù)的研究。
聯(lián)系人余粟(1963-),教授,從事機(jī)電控的研究,suyu_sh@hotmail.com。
TH862
A
1000-3932(2017)12-1152-03
2017-08-22,
2017-09-25)
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
