360 m2燒結工程大煙道的制作安裝工藝的探討
2018-01-05 08:19:17范興華
四川建筑 2017年6期
關鍵詞:工藝
范興華
(中冶建工集團, 四川成都 610000)
360 m2燒結工程大煙道的制作安裝工藝的探討
范興華
(中冶建工集團, 四川成都 610000)
燒結工程大煙道的難度在于圓筒直徑較大,使用鋼板較薄,圓度難以控制。圓筒直徑5.4 m(含加強圈),難以運輸,只能現場組裝。安裝位置的樓層結構層空間8 m,圓筒直徑5.4 m,工作空間不足,吊車吊裝不能就位。針對這些施工難點,文章介紹大煙道的制作安裝方法。
大煙道; 灰斗; 導氣管; 支座; 制作; 安裝; 焊接; 拼裝
鐵礦燒結工藝是目前鋼鐵企業必不可少的煉鐵工藝之一,它是將生鐵礦石粉、溶劑粉、煤粉等混合后燒結成塊礦,然后送高爐煉鐵。360 m2燒結工藝又是我國目前工藝成熟,規模較大,效率較高的燒結工藝。大煙道是燒結機的重要組成部分,大煙道由以下幾部分組成:第一部分,2根直徑3 500~5 000 mm變徑煙道,安裝在同一標高長上且并排布置,單根長度約150 m,貫穿燒結機至主煙囪之間;每根大煙道被重力除塵器、主電除塵器、主抽風機分隔成四段;每根大煙道中間分別設伸縮節、圓方過度、褲型三通、消音器等管件及設備。另設煙道支架、托座、煙道內走道等,總量約500 t。第二部分,48根導氣管 ,直徑900 mm和1 200 mm兩種,用來連接燒結機風箱和大煙道之間,總重量135 t。48個漏灰斗,分別安裝在大煙道的下部;灰斗上口焊接在大煙道下部,重量185 t(圖1)。

圖1 大煙道剖面示意
1 技術難點
(1)大煙道主管制作:主管直徑大,鋼板選用厚度δ12 mm,對直徑5 000 mm的鋼管而言,鋼板偏薄,難以控制圓度,需要用40 t鋼管作圓度矯正工裝。
(2)大煙道運輸難:由于直徑5 000 mm,不便運輸,只能采用車間卷制圓弧板,現場拼裝方法。
(3)大煙道吊裝:大煙道安裝在主燒結樓第一個結構層里,層高減去上層梁高空間8 m,吊車難以就位,只能采用卷揚機、手拉葫蘆、千斤頂就位。
(4)導氣管吊裝就位,兩排導氣管分別垂直或交叉連接在兩根大煙道上,并且每根大煙道還要下穿標高18.700 m平臺。采用行車吊裝葫蘆就位,就位起重人員要多,安全防護難度大。
(5)灰斗安裝:灰斗安裝在大煙道下部,上口與大煙道焊接,吊裝應在主燒結室底層完成,底層高度7.5 m,無法使用吊車,同樣只能采用卷揚機和手動葫蘆起吊就位。
2 制作及現場拼裝工藝
根據大煙道的結構特點,分成3部分加工制作。圓筒部分(大煙道和導氣管)制作、灰斗制作、支座制作,其制作難度主要在大煙道。
2.1 大煙道制作(含導氣管)工藝
(1)大煙道的制作材料的選用:通常大煙道圓筒鋼板會使用δ10~δ14 mm厚鋼板,因此我們會選用熱軋卷板,為了減少筒體上縱縫,根據圓筒直徑來開平卷板,5 m直圓筒一般用兩塊圓弧鋼板組成、每塊鋼板卷制成半圓。煙道圓筒加強圈的H型鋼,采用熱軋較難煨彎制作、因此用鋼板焊制較容易。
(2)大煙道的卷制方法:因為5 m大煙道是由兩塊圓弧拼裝而成,在加工廠只需要把鋼板卷制成圓弧板,然后包裝成捆運到現場(圖2)。
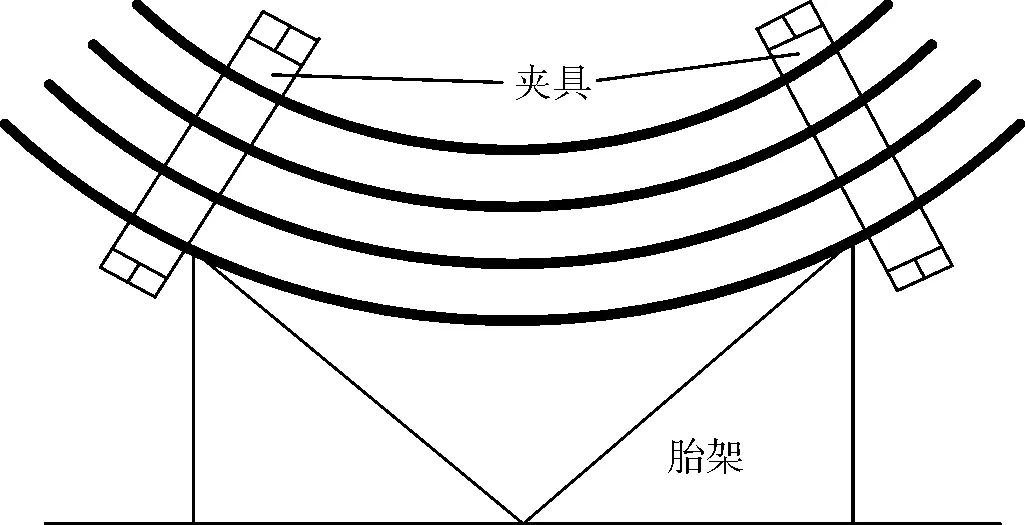
圖2 大煙道圓弧板運輸捆扎示意
鋼板在卷制前先放好線,并打好焊接坡口。為了保證焊縫質量和便于施工,我們把坡口設在圓筒的里邊,外面便于焊縫淸根(圖3)。

圖3 焊縫坡口示意
用三輥卷板機卷圓,為了消除鋼板頭的直頭,采用配厚弧板預彎法。此法的基本原理是利用厚弧板與預彎頭板的剛性差來達到預彎的目的。大煙道板厚δ12 mm,預先卷制一塊δ30 mm以上的預彎板。預彎板的曲率半徑大于大煙道的的半徑50~100 mm(圖4),預彎的長度為卷板機下輥的距離減去100 mm。
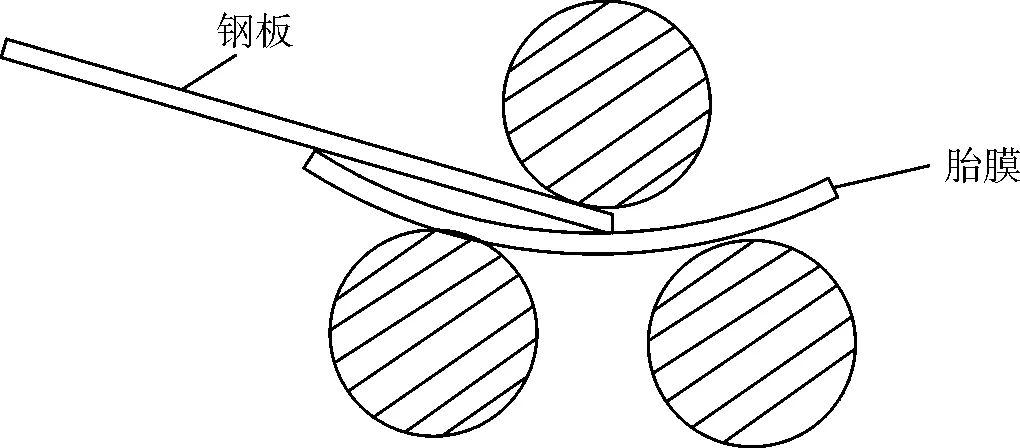
圖4 鋼板預彎示意
在卷制長坂時,需用吊車配合,由于單塊圓弧板長7 854 mm,且鋼板只有δ12 mm厚,圓弧卷制成型后剛性太小,圓弧鋼板的自重會使卷好的圓弧變形。
(3)大煙道現場拼裝圓筒。由于大煙道不便運輸,應在燒結室旁邊選擇一個1 000 m2的場地,現場搭設10 m×20 m鋼平臺一個。單個圓環在鋼平臺上組裝,組裝好后并校正筒體的圓度,用臨時支撐撐好(圖5)。
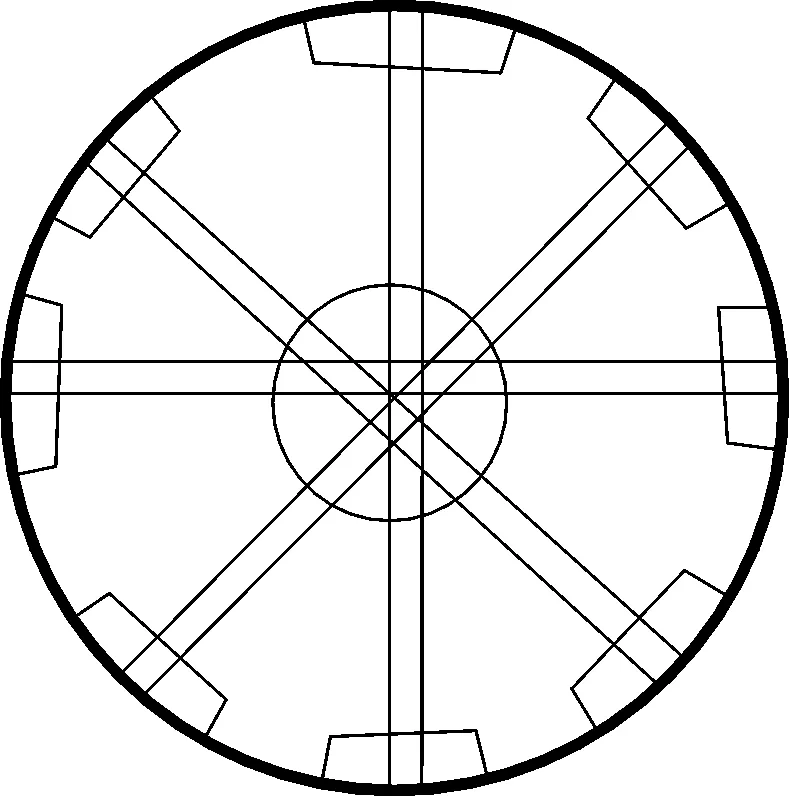
圖5 臨時支撐加固示意
根據燒結室廠房的柱間距離,定拼裝長度,3~4段拼裝在一起作為一個吊裝單元,便于吊裝時順利吊進安裝位置。煙道筒體采用立拼裝,圓環焊縫橫焊焊接,焊接上面2~3道環焊縫可搭設焊接腳手架。然后組裝加強圈,加強圈組裝好并焊接好,可撤出中間段的臨時支撐,只保留吊裝單元兩個端部的臨時支撐。
(4)導氣管制作工藝基本同于大煙道。由于導氣管直徑小于大煙道,制作難度較小。
2.2 灰斗制作方法
灰斗結構形式為四楞錐形,錐高4~5 m不等,上口尺寸為3 000 mm×4 000 mm,便于車間制作。灰斗是用δ10 mm厚鋼板制作斗壁,外設角鋼加強筋,灰斗斗壁板應先拼裝好。因為每個灰斗由4塊梯形板組成,其中2塊板形狀相同,為了不浪費鋼板,因此拼接時必須考慮套料排版。拼接好的鋼板因焊接而變形,可先用反變形法加以控制,局部變形可采用錘擊矯正,有條件的可使用鋼板校平機校平。
灰斗拼裝應在工裝平臺上完成,灰斗的大口向下拼裝,大口尺寸和壁板的傾斜角度必須放樣定位。灰斗的4塊壁板的大口端必須對齊。壁板的4條角焊縫碰角焊接,下料時按碰角考慮下料尺寸。
2.3 支座的制作
大煙道支座是鞍式支座,它的制作難點是支座立弧板的排料方法,采用一整兩半臥心法,其排料方法的原則是使其排出的料接近于矩形,優點是既節約鋼板又便于剪切(圖6)。
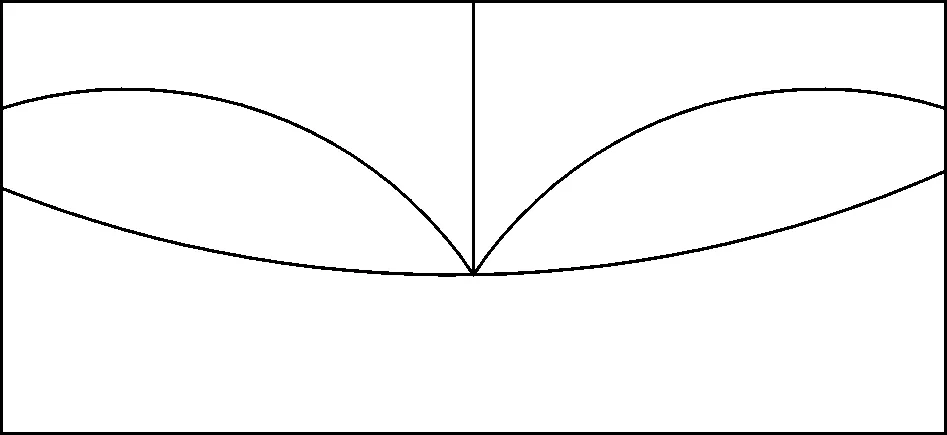
圖6 鞍式支座排料示意
支座的拼裝組焊方法較簡單,這里不作詳細介紹。
3 安裝工藝
大煙道安裝技術難點有三點,第一,大煙道的安裝就位;第二,導氣管的下穿樓板就位;第三,在兩根橫臥的大煙道下面安裝灰斗。大煙道在主燒結樓的第二個結構層上,安裝高度8.7 m,8.7 m結構層的主要功能就是用于大煙道安裝,因有48個灰斗要下穿樓層,因此樓層上留有48個方孔,這些方孔給我們大煙道安裝帶來了難度,這里主要介紹以上難度較大的兩點安裝方法。
3.1 大煙道的吊裝及就位
大煙道拼裝并焊接后,用50 t吊車將其吊至安裝平臺上,用葫蘆或卷揚機機就位。
(1)由于大煙道安裝位置預留有灰斗孔,不便大煙道在上面水平運輸,因此先不能安裝大煙道支座,得在下面先安裝兩根滑軌(圖7),滑軌用Ι字鋼或H型鋼制成,大煙道的 拼接和水平滑移均在此工裝上。既保證接口方便和質量,又能滑行流暢。

圖7 滑軌工裝示意
(2)大煙道被吊車吊至平臺即用卷揚機(手動葫蘆)將其接吊到安裝好的滑軌上。
3.2 導氣管的就位
導氣管的上端接在燒結機的風箱下口,下端與大煙道連
接,且有24根導氣管相互交叉接在下面的2根大煙道上,同時還要穿過主燒結樓的18.7 m平臺。上面燒結機安裝同時施工,其他起吊設備根本無法吊裝,因此只能用燒結樓檢修行車通過吊裝孔將導氣管吊至18.7 m平臺,采用多個手拉葫蘆拉拽就位。
3.3 灰斗吊裝
灰斗的大口與上面大煙道焊接,漏灰小口向下,安裝空間只有7.5 m,吊車無法抬起起重臂,也是用手拉葫蘆拽就位。
4 結束語
燒結工程大煙道的制作安裝是較典型圓形構件的制作安裝,通過制定并實施以上的技術方案和工藝方法,保證了工程的質量,在135 d內完成了制作和安裝,確保了360 m2燒結廠工程7個月順利投產。
[定稿日期]2017-07-17
范興華(1974~),男,本科,高級工程師,主要從事施工管理工作。
TF325.1
B
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
