卷煙廠煙箱輸送系統煙箱連續堵塞問題處理
2018-01-03 06:19:25尹洪禹
設備管理與維修 2017年10期
尹洪禹
(紅云紅河煙草(集團)有限責任公司烏蘭浩特卷煙廠,內蒙古烏蘭浩特 137400)
卷煙廠煙箱輸送系統煙箱連續堵塞問題處理
尹洪禹
(紅云紅河煙草(集團)有限責任公司烏蘭浩特卷煙廠,內蒙古烏蘭浩特 137400)
解決卷煙廠煙箱輸送系統煙箱連續堵塞問題,分析煙箱輸送系統中的匯流和輸送部分存在的問題,通過增加煙箱匯流運動過程堵塞功能和增加打碼控制系統故障聯機功能,同時為了便于實際的生產操作中煙箱堵塞位置的判斷,增加了獨立的煙箱輸送系統故障顯示上位機畫面。改進后,解決了煙箱輸送系統中煙箱連續堵塞問題,報警畫面清晰準確,改進前煙箱堵塞故障處理時間為10 min,改進后降低到2 min,提高了設備運行效率。
煙箱輸送;堵塞;連鎖;上位機
10.16621/j.cnki.issn1001-0599.2017.10.35
0 概述
卷煙生產企業煙箱輸送系統[1]是連接成品煙箱裝封設備和煙箱碼垛設備的紐帶,從實現功能的角度分為煙箱匯流裝置、煙箱輸送裝置、煙箱分選裝置組成,實現各品牌成品煙箱的匯流、運輸和分選功能。在實際生產中,煙箱輸送系統存在煙箱堵塞,造成煙箱輸送系統設備長時間停機的問題。通過分析設備控制原理,發現煙箱輸送過程中存在匯流過程堵塞無停機、煙箱輸送設備與打碼機無停機連鎖、煙箱輸送設備與煙箱條碼檢測裝置無停機連鎖、煙箱輸送設備故障顯示模糊等問題。通過增加匯流過程煙箱輸送系統停機功能,增加停機連鎖功能,同時增加獨立故障顯示報警功能,解決了煙箱輸送系統連續堵塞停機的問題。
1 存在問題
煙箱輸送系統[1]位于卷煙設備生產末端環節,生產過程:不同品牌的煙條進入封箱機,通過封箱機進行封裝成成品卷煙,進入煙箱匯流輸送機構并進行煙箱打碼,所有品牌的煙箱在煙箱輸送系統上進行遠距離輸送并進行煙箱條碼檢測,進入煙箱分選通道根據品牌進行煙箱分選,最后通過機械手對煙箱進行碼垛并運輸。在煙箱輸送系統運行過程中出現停機時需要在包裝機出口進行手動裝箱,然而手動裝箱將出現許多問題。現場的手動裝箱嚴重影響自動導引送料小車的運行,容易造成小車出現事故以及光子缺包檢測、條盒外觀檢測器和箱缺條檢測失效,影響產品質量。煙箱需要手動裝箱費時費力,生產現場混亂,需要手動打碼和貼碼,需要人工入庫。煙箱輸送系統在實際的生產中發揮中相當重要的作用,煙箱輸送系統的故障停機也在較大程度上制約著卷煙企業車間生產的順利進行。煙箱輸送系統在實際的運行過程中,煙箱輸送系統煙箱頻繁堵塞于煙箱匯流部分和煙箱輸送部分,深入分析煙箱連續堵塞現象存在的問題。
1.1 煙箱輸送過程中存在匯流過程堵塞無停機
煙箱匯流部分的作用是把煙箱封箱機封裝后的成品煙箱,通過匯流托盤送入煙箱輸送鏈板,在煙箱匯流過程能夠出現兩種堵塞情況分為匯流運行中堵塞和匯流到位后堵塞,通過測試以上兩種堵塞問題,發現設備沒有停機,造成大量煙箱堵塞在鏈板上,最終直到鏈板電機過載停機,實際生產過程中發現多次電機過載問題,甚至多次將鏈條鏈板拉斷,造成煙箱輸送系統長時間停機。
1.2 煙箱輸送設備與打碼機無停機連鎖
打碼機位于煙箱封箱機出口的輥子輸送機上部,用于打印成品卷煙的條碼。當打碼機出現無色帶、無標簽紙、敷貼不到位等問題時打碼機報警,但煙箱輸送系統沒有停機,導致無碼、錯碼和條碼不清晰等問題煙箱流入煙箱輸送通道造成大量煙箱堵塞。
1.3 煙箱輸送設備與煙箱條碼檢測裝置無停機連鎖
條碼檢測剔除裝置位于煙箱輸送系統鏈板的中部,用于檢查成品煙箱是否正確打印了條碼,是否出現漏碼、重碼和無碼等問題,屬于卷煙行業一號工程[2]的一部分。煙箱條碼檢測裝置檢測原理是當出現故障條碼煙箱時將煙箱剔除,最多只能容納3件煙箱,當出現4件不合格煙箱時,設備停機。在實際的生產中發現,當條碼檢測剔除停機后煙箱輸送系統沒有停機,造成大量煙箱在煙箱輸送鏈板輸送帶上連續堵塞。
1.4 煙箱輸送設備故障顯示模糊
當煙箱輸送設備上煙箱堵塞時,通過報警畫面無法直接找到故障點的位置,而且報警畫面的位置位于煙箱輸送系統設備末端,無法觀察到整個煙箱輸送系統運行狀態和故障點,導致煙箱輸送系統堵塞后處理故障時間較長,影響了設備運行效率。
2 改進方法
針對煙箱輸送系統存在問題,進行增加煙箱匯流過程堵塞停機功能、增加打碼機連鎖、增加煙箱條碼檢測連鎖和增加報警故障顯示屏的方式解決煙箱連續堵塞造成的長時間停機的問題。
2.1 增加煙箱匯流過程堵塞停機功能
通過分析煙箱匯流的運動過程,通過匯流電磁閥的運行時間監控煙箱在匯流運行中堵塞,在煙箱輸送通道中增加光電開關用于檢測煙箱在匯流運行后堵塞,之后利用西門STEP7軟件[3]進行堵塞停機的程序進行編寫。改造后,當煙箱在匯流堵塞時,設備會發出停機信號,避免煙箱進一步堵塞。
2.2 增加打碼機連鎖功能
針對分析打碼機的電氣控制過程發現,打碼機是一套獨立的控制機構,同時其利用單片機控制整體的運行過程。通過實際的調查發現共有多臺打碼機,當任何一臺出現故障時不能使整個煙箱輸送系統停機,但控制裝箱機出口的輥子輸送電機停止即可解決,為此采用打碼機報警燈信號控制繼電器,將停機信號送入輥子輸送機,即當打碼機報故障時,煙箱停在匯流入口等待操作工對故障處理,不影響其他通道正常運行。
2.3 增加煙箱條碼檢測連鎖功能
針對煙箱條碼檢測剔除設備進行分析,其控制原理是利用工控機內的高級語言程序進行控制輸入輸出板,無法在在程序上進行更改重新編寫,但是根據其控制原理發現,當條碼檢測設備故障停機時,控制輥子輸送電機的接觸器斷開,為此可以采用接觸器上的常開點控制煙箱輸送系統的停止,利用西門子STEP7軟件[3]編寫條碼剔除停機程序并下載程序。
2.4 增加報警故障顯示屏
針對煙箱輸送系統報警畫面顯示模糊的問題,決定在煙箱輸送系統設備中部子站箱上重新增加一套上位機顯示屏幕。為了實現設備的統一性,原煙箱輸送系統上位機硬件采用的是MP377[4],12寸屏幕,因此新增加的上位機采用MP370[4],12寸屏幕,監控組態軟件采用西門子WICC flexible 2008軟件[4]進行編寫。利用Ethernet工業以太網可以通過子站PN口直接與主站通信。重新編寫報警畫面(圖1),同時增加煙箱輸送系統所有輸入信號畫面和輸出信號畫面,通過報警畫面可以直觀的發現煙箱輸送系統故障點的位置,及時解決問題。
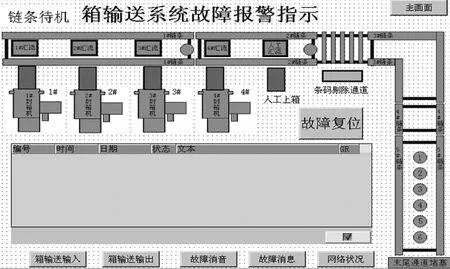
圖1 煙箱輸送系統報警畫面
3 結語
實踐證明,通過以上改進,解決了煙箱輸送系統連續堵塞的問題,避免了煙箱堵塞造成的鏈條斷裂、設備長時間停機、排查故障困難等一些實際問題,大大提高煙箱輸送系統的運行效率,從改進前煙箱堵塞故障處理時間的10 min,降低到2 min,保證了卷煙生產順利進行。
[1]楊忠文.成品煙箱自動輸送過程中幾個問題的探討[J].煙草科技,1998(1):13-15.
[2]劉峰,房華,李昌權.基于“一號工程”的件煙分揀入庫系統的設計應用[J].煙草科技,2010(12):21-24,28.
[3]廖常初.S7-300/400PLC應用技術[M].北京:機械工業出版社,2016.
[4]廖常初.西門子人機界面(觸摸屏)組態與應用技術[M].北京:機械工業出版社,2008.
TS43
B
〔編輯 凌 瑞〕
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
