工件轉(zhuǎn)速對(duì)硬質(zhì)合金外螺紋磨削質(zhì)量和效率的影響
2018-01-01 06:43:18馬海軍羅登銀
科學(xué)與財(cái)富 2017年30期
馬海軍+羅登銀
摘要:本文以硬質(zhì)合金3/4-10UNC-3A外螺紋噴嘴磨削為研究對(duì)象,加工設(shè)備為數(shù)控車床EL6140n改造的螺紋磨床,在相同砂輪線速度和組合進(jìn)給量的前提下,改變工件轉(zhuǎn)速,對(duì)螺紋的中徑、根徑、螺距、牙側(cè)角、槽底R(shí)、砂輪修整頻率、加工時(shí)間等行分析,研究工件轉(zhuǎn)速對(duì)磨削質(zhì)量效率的影響;試驗(yàn)表明磨削效率隨工件轉(zhuǎn)速增加而逐漸提高,同時(shí)砂輪的消耗也隨工件轉(zhuǎn)速而加快,槽底R(shí)和牙側(cè)角變化速度加快,砂輪修整一次后加工產(chǎn)品數(shù)量逐漸減少。
關(guān)鍵詞:工件轉(zhuǎn)速;砂輪線速度;組合進(jìn)給量;中徑;根徑;螺距;牙側(cè)角;槽底R(shí);修整頻率;磨削效率;磨削時(shí)間;加工時(shí)間
一、前言
2008年前,耐磨零件分廠深加工對(duì)象主要是硬質(zhì)合金套類零件,產(chǎn)品單一、市場(chǎng)風(fēng)險(xiǎn)大,在石油行業(yè)不景氣的年份,整條生產(chǎn)線大量人員富裕、設(shè)備閑置;為了適應(yīng)市場(chǎng)多元化硬質(zhì)合金深加工產(chǎn)品需求,在08年分廠成立了硬質(zhì)合金螺紋噴嘴開發(fā)小組,針對(duì)石油采掘市場(chǎng)開發(fā)PDC鉆頭上的硬質(zhì)合金螺紋噴嘴,為減少設(shè)備投資費(fèi)用,在數(shù)控車床上組裝一個(gè)多用磨床的內(nèi)磨頭,實(shí)現(xiàn)硬質(zhì)合金外螺紋的磨削。2011年我對(duì)不同的工件轉(zhuǎn)速進(jìn)行試驗(yàn),找出工件轉(zhuǎn)速對(duì)磨削效率影響的規(guī)律,為批量化生產(chǎn)提供可行的試驗(yàn)數(shù)據(jù)。
二、試驗(yàn)方案
1、試驗(yàn)前提
1)研磨設(shè)備:EL6140n車改磨,砂輪線速度13.5m/s
2)產(chǎn)品型號(hào):3/4-10UNC-3A外螺紋螺紋噴嘴嘴,螺紋3/4-10UNC-3A
中徑 ,根徑 ,槽底R(shí)0.25±0.05,螺距2.54±0.03,牙側(cè)角30°±25′,粗糙度Ra0.8
3)同一生產(chǎn)廠家的砂輪,砂輪規(guī)格150×8×32×6×4×60°,砂輪前角 ,砂輪后角 ,頂寬0.25~0.3
4)磨削方式:深切緩進(jìn)
5)組合進(jìn)給量
6)砂輪裝卸、修整時(shí)間:6min
7)產(chǎn)品裝卸、測(cè)量時(shí)間:2min
2、試驗(yàn)指標(biāo)
單件加工時(shí)間T:砂輪一個(gè)修整周期內(nèi)磨削一件產(chǎn)品的平均時(shí)間
四、分析與討論
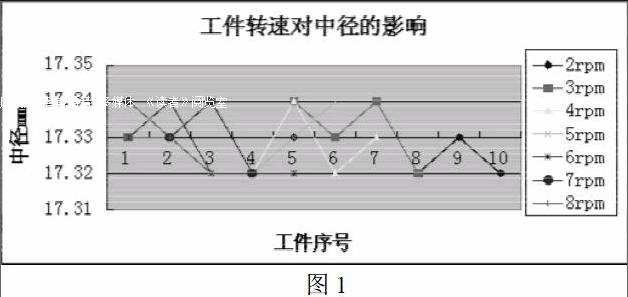
1、工件轉(zhuǎn)速對(duì)中徑的影響
從圖1可以看出,砂輪修整周期內(nèi),中徑基本在17.32~17.34范圍內(nèi)波動(dòng),變化很小,呈隨機(jī)數(shù)據(jù),滿足圖紙要求Φ17.400-0.11。
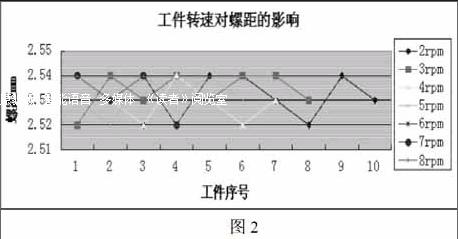
2、工件轉(zhuǎn)速對(duì)螺距的影響
從圖2可以看出,砂輪修整周期內(nèi),螺距基本在2.52~2.54范圍內(nèi)波動(dòng),變化很小,呈隨機(jī)數(shù)據(jù),滿足圖紙要求2.54±0.03。
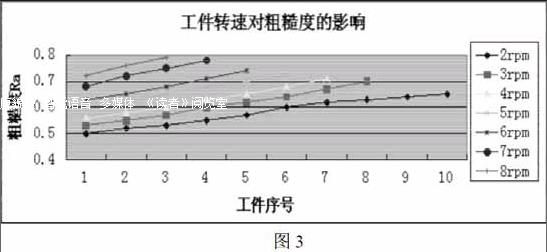
3、工件轉(zhuǎn)速對(duì)粗糙度Ra的影響
從圖3可以看出,隨工件轉(zhuǎn)速的增加,粗糙度逐漸的增大,粗糙度Ra與工件轉(zhuǎn)速成正比;特別是工件轉(zhuǎn)速達(dá)到7和8rpm時(shí),粗糙度接近圖紙要求Ra0.8的上限。
4、工件轉(zhuǎn)速對(duì)槽底R(shí)和根徑的影響
工件轉(zhuǎn)速越大,槽底R(shí)變化斜率越大,槽底R(shí)變大后根徑也變大;從圖8可以看出,工件轉(zhuǎn)速越大,牙側(cè)角變化的斜率也越大;6、7、8rpm時(shí)槽底R(shí)和根徑處于極限尺寸,很容易超差而使工件報(bào)廢。
5、工件轉(zhuǎn)速對(duì)牙側(cè)角的影響
工件轉(zhuǎn)速越大,牙側(cè)角變化的斜率也越大;6、7、8rpm時(shí)牙側(cè)角處于極限尺寸,很容易超差而使產(chǎn)品報(bào)廢;在螺紋磨削過程中,槽底R(shí)和牙側(cè)角是影響質(zhì)量的主要指標(biāo)。
6、工件轉(zhuǎn)速對(duì)加工時(shí)間和數(shù)量的影響
隨著工件轉(zhuǎn)速的增加,加工時(shí)間縮短,有利于提高生產(chǎn)效率;但工件轉(zhuǎn)速增大后,由于砂輪消耗加快,修整后一次加工的數(shù)量逐漸減少,修整頻率提高。
7、綜合加工質(zhì)量和生產(chǎn)效率兩方面的因素,磨削螺紋時(shí),較佳的工件轉(zhuǎn)速為5rpm。
五、結(jié)論
在砂輪質(zhì)量和設(shè)備不變的前提下,通過本文工藝試驗(yàn)及結(jié)果分析可以得到以下結(jié)論:
1、粗糙度Ra與工件轉(zhuǎn)速成比;加工效率與工件轉(zhuǎn)速成正比。
2、在螺紋磨削過程中,槽底R(shí)和牙側(cè)角是影響質(zhì)量的主要指標(biāo)。
3、綜合加工效率和工序質(zhì)量,磨削42029-10螺紋時(shí),較佳的工件轉(zhuǎn)速為5rpm。
參考文獻(xiàn):
[1]尹成湖 磨工 化學(xué)工業(yè)出版社 2005
[2]《公制、美制和英制螺紋標(biāo)準(zhǔn)手冊(cè)》(第三版) 中國(guó)標(biāo)準(zhǔn)化出版社(2009)
[3]劉毓蘭 李世陽(yáng) 普通外螺紋作用中徑當(dāng)量的精確計(jì)算,《機(jī)械》 1989(01)
[4]郭鄭來 統(tǒng)一螺紋量規(guī)的判定和使用,《計(jì)量技術(shù)》2012,Vol.32 No.1
[5]高軍 精密螺紋磨削常見問題及解決方法 新技術(shù)新工藝 2014(12)
[6]高精度高效率螺紋磨削 磨床與磨削 1975(02)
[7]鄧順賢 精密螺紋磨削砂輪修整技術(shù)分析及應(yīng)用 精密制造與自動(dòng)化 2012-08-25endprint