超大型液化氣船用09Mn2VDG低溫鋼管單面焊雙面成型焊接工藝
2017-12-29 01:37:34鄭先波
造船技術 2017年6期
關鍵詞:工藝
鄭先波
(上海江南長興重工有限責任公司, 上海 201913)
超大型液化氣船用09Mn2VDG低溫鋼管單面焊雙面成型焊接工藝
鄭先波
(上海江南長興重工有限責任公司, 上海 201913)
為實現09Mn2VDG低溫鋼管首次在超大型液化氣船上使用,對09Mn2VDG低溫鋼管開展GTAW+FCAW單面焊雙面成型對接焊工藝研究。根據83 000 m3LPG船設計需要,結合09Mn2VDG低溫鋼管材特性,研究其焊接方法、焊接材料、焊接工藝參數。通過對焊接接頭進行無損檢測和各種力學試驗驗證,該焊接工藝滿足船級社規范要求。經實船使用,該工藝質量穩定,經濟效益顯著。
超大型液化氣船;09Mn2VDG低溫鋼管;GTAW+FCAW;單面焊雙面成型對接焊
0 引 言
上海江南長興重工有限責任公司承建的83 000 m3LPG船是國內先進的超大型全冷式液化氣船(Very Large Gas Carrier, VLGC),全系列船共8條,入級英國勞氏船級社(Lloyd’s Register of Shipping, LR)。該船總長226 m,型寬36.6 m,型深22.2 m,有4個獨立A型液貨艙,總艙容約為83 000 m3,液貨艙裝載液化氣的最低設計溫度為-50℃。該船液貨系統管路采用316L不銹鋼管;部分尺寸的管子考慮成本因素而采用低溫鋼管09Mn2VDG,該鋼管最小規格Φ48 mm×5.5 mm,最大規格Φ355 mm×16 mm。低溫韌性是評價低溫鋼管性能的重要指標。09Mn2VDG低溫鋼管主要用于-45 ℃以下的低溫壓力管路,其焊接的主要問題是焊縫和熔合區晶粒粗化,產生過熱組織從而引起韌性下降[1]。 09Mn2VDG低溫鋼管首次在船舶工程中使用,由攀鋼集團成都鋼釩有限公司生產,母材本身和焊接工藝需要滿足LR及《散裝運輸液化氣體船舶構造和設備規則》(以下簡稱《IGC規則》)要求。本文以規格為Φ355 mm×16 mm的低溫鋼管5G焊接位置為例,采用單面焊雙面成型工藝,選擇合適的坡口型式、焊接材料、工藝參數,通過試驗驗證焊接接頭性能符合有關規范要求。
1 低溫鋼管
09Mn2VDG符合GB/T 18984-2003《低溫管道用無縫鋼管》要求,以Φ355 mm×16 mm規格為例,交貨狀態為正火鋼,其典型化學成分如表1所示。09Mn2VDG典型力學性能如表2所示。

表1 09Mn2VDG的化學成分 %

表2 09Mn2VDG的力學性能
2 焊接方法
09Mn2VDG低溫鋼的焊接方法一般采用氬弧焊打底、手工電弧焊蓋面的氬電聯焊工藝[2]。根據LR和《IGC規則》要求,除常規的外觀、拍片、拉伸、彎曲檢查外,沖擊韌性應滿足在-55℃沖擊溫度下平均沖擊值達到27 J。為滿足低溫鋼管焊接低溫韌性要求,考慮原材料復驗得出正火狀態交貨的09Mn2VDG沖擊裕度不大,因此必須采用低熱輸入量。同時考慮低溫鋼管的接焊施工是在船塢搭載階段,須保證較高的施工效率。結合船廠的施工習慣,綜合考慮選擇鎢極氬弧焊(Gas Tungsten Arc Weld, GTAW)打底,藥芯焊絲氣體保護焊(Fluxed Cored Arc Welding, FCAW)填充、蓋面的單面焊雙面成型焊接工藝。
3 焊接材料
氬弧焊絲采用Hyundai Welding Co.,Ltd生產的ST-1N,直徑2.0 mm,符合AWS A5.28-ER80S-Ni1標準。藥芯焊絲采用Hyundai Welding Co.,Ltd生產的Supercored 81-K2,直徑1.2 mm,符合AWS A5.29-811T1-K2C標準,LR認可級別為5Y40S H5。Supercored 81-K2的化學成分如表3所示,力學性能如表4所示。

表3 Supercored 81-K2化學成分 %

表4 Supercored 81-K2力學性能
4 焊接工藝
4.1 裝配要求
接頭坡口形式及尺寸如圖1所示,V型坡口,坡口角度60°,間隙4 mm。焊接前,將坡口表面及其附近30~50 mm范圍內打磨干凈。
4.2 焊接工藝參數
考慮到實際生產有一定比例的套管焊接,為統一施工要求,預熱溫度不低于100℃,層間溫度為120~150℃。氬弧焊氣體流量為15 L/min,CO2氣體流量為20 L/min。氬弧焊焊接電流極性采用DCEN(直流反接), 藥芯焊絲氣體保護焊焊接電流極性采用DCEP(直流正接)。主要焊接工藝參數如表5所示。
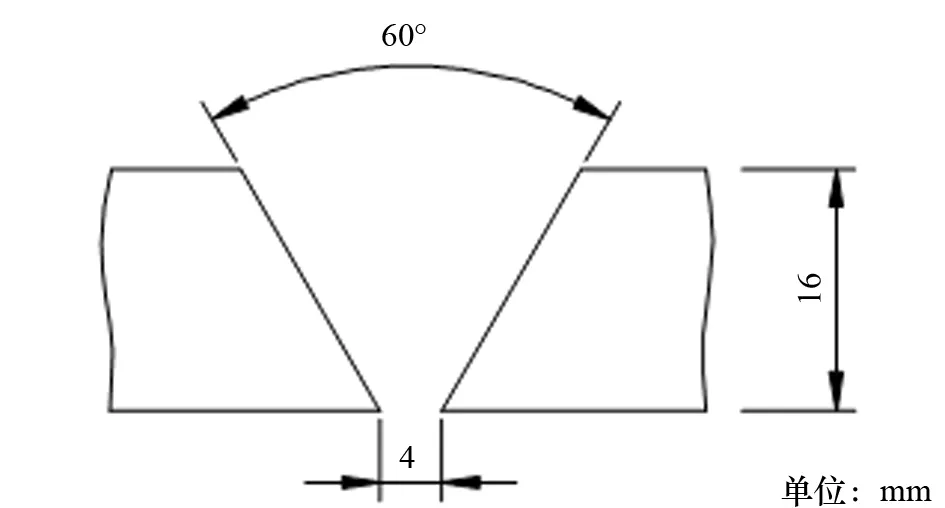
圖1 壓載吃水實船對比

表5 焊接工藝參數
根據熱輸入量計算公式E=UI/υ,打底層熱輸入為1.7~2.8 kJ/cm,填充層熱輸入為1.3~2.0 kJ/cm,蓋面層熱輸入為1.5~2.5 kJ/cm。
5 焊接檢驗
非破壞性檢測焊縫質量符合ISO 5817中Ⅱ級焊縫要求,經焊縫外觀和拍片檢查均合格。破壞性檢測在拍片探傷合格后,進行橫拉、彎曲、沖擊和HV10硬度試驗,試驗結果如表6~表8所示。

表6 拉伸和彎曲試驗結果

表7 沖擊試驗結果
[][]
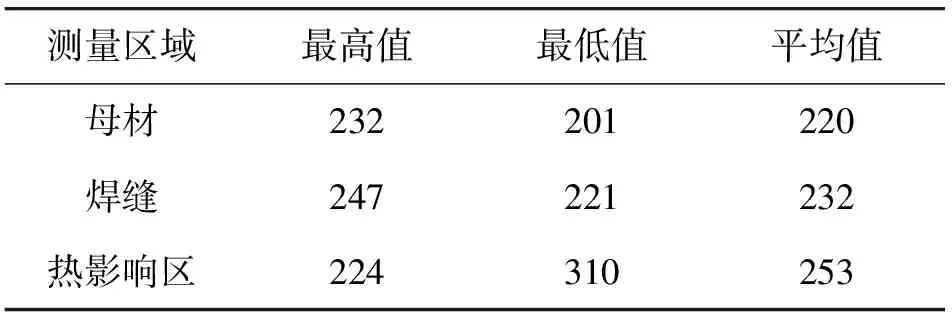
表8 硬度試驗結果
6 結 論
(1) 09Mn2VDG低溫鋼管首次在船舶工程中嘗試使用,國產09Mn2VDG低溫鋼管配合合理的焊接工藝能滿足船級社規范和船廠使用要求,可焊性良好。
(2) 鎢極氬弧焊(GTAW)打底,藥芯焊絲氣體保護焊(FCAW)填充、蓋面焊接工藝的各項技術指標符合相關船級社規定要求,特別是沖擊韌性可達到指標要求。
(3) 鎢極氬弧焊(GTAW)打底,藥芯焊絲氣體保護焊(FCAW)填充、蓋面的焊接工藝操作簡單,焊接效率較高,已在8條83 000 m3LPG實船上使用,質量良好。
(5) 83 000 m3LPG船每條船09Mn2VDG低溫鋼管在LPG船中可部分取代不銹鋼管。09Mn2VDG低溫鋼管單船采購成本約40萬元,如采用316L不銹鋼管采購成本約為120萬元,單船可節約材料采購成本約80萬元,8條船共節約材料采購成本約640萬元,經濟效益明顯。
[1] 朱亮廣.低溫用鋼的開發與應用[J].上海煤氣,2010(2):41-46.
[2] 孫愛萍,郝國榮,杜彩坤,等. 焊接工藝對09Mn2VD鋼管低溫韌性的影響[J]. 熱加工工藝,2013,42(9):196-197.
One-sideWeldingBothSidesFormationof09Mn2VDGDLow-TemperatureCarbonSteelPipeAppliedtoVLGC
ZHENG Xianbo
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
In order to realize the first application of 09Mn2VDGD low-temperature carbon pipes on VLGC, the one-side welding both sides formation process of GTAW+FCAW is studied. According to the 83 000 m3LPG carrier and the characteristics of 09Mn2VDGD low-temperature pipes, the welding methods, welding material and welding parameters are studied. The non-destructive test of welded joints and mechanical test are completed, which showes that the welding procedure meets the requirements of classification society. The quality of the process is stable and has good economic benefit in actual use.
VLGC; 09Mn2VDG low-temperature pipe; GTAW+FCAW;One-side welding both sides formation
鄭先波(1982-),男,高級工程師,研究方向為造船焊接技術和工法
1000-3878(2017)06-0065-03
U671
A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52