關(guān)節(jié)機(jī)器人焊接鋼結(jié)構(gòu)組件實(shí)踐
2017-12-21 09:02:14焦玉瀟劉景新朱寶才
山東冶金 2017年5期
焦玉瀟,劉景新,馮 超,朱寶才
(萊蕪鋼鐵集團(tuán)有限公司濟(jì)南萊鋼鋼結(jié)構(gòu)有限公司,山東 濟(jì)南250017)
關(guān)節(jié)機(jī)器人焊接鋼結(jié)構(gòu)組件實(shí)踐
焦玉瀟,劉景新,馮 超,朱寶才
(萊蕪鋼鐵集團(tuán)有限公司濟(jì)南萊鋼鋼結(jié)構(gòu)有限公司,山東 濟(jì)南250017)
關(guān)節(jié)焊接機(jī)器人較少應(yīng)用于鋼結(jié)構(gòu)的加工中,其主要原因是完全相同的、且適用于關(guān)節(jié)機(jī)器人焊接的構(gòu)件在鋼結(jié)構(gòu)項(xiàng)目中較為少見。通過使用關(guān)節(jié)機(jī)器人批量焊接成品件的實(shí)踐,發(fā)現(xiàn)并解決了使用機(jī)器人焊接時(shí)所遇到的問題,不僅提升了焊縫的質(zhì)量,降低了操作人員的勞動(dòng)強(qiáng)度,工作效率也提升了3~4倍。
關(guān)節(jié)機(jī)器人;焊接成品件;工作效率
1 前言
相比于人工,機(jī)器人更加高效、可持續(xù)穩(wěn)定工作,并能適應(yīng)惡劣的環(huán)境。工業(yè)機(jī)器人目前廣泛應(yīng)用于汽車及工程機(jī)械行業(yè)的噴漆、碼垛、焊接等工序,并逐漸替代人工成為有效的勞動(dòng)力。但是機(jī)器人不具備人類的思維、判斷力,前期投入相對(duì)較大,對(duì)焊縫的準(zhǔn)備工作要求較高。現(xiàn)代鋼結(jié)構(gòu)追求質(zhì)量的同時(shí)在造型上千變?nèi)f化,相同構(gòu)件批量小是推廣焊接機(jī)器人面臨的難題之一。
2 關(guān)節(jié)機(jī)器人焊接鋼結(jié)構(gòu)組件實(shí)踐
本文介紹的某國(guó)產(chǎn)關(guān)節(jié)式焊接機(jī)器人共有6個(gè)自由軸,每個(gè)軸皆能360°旋轉(zhuǎn)(目前有些關(guān)節(jié)機(jī)器人能夠?qū)崿F(xiàn)末軸無限制旋轉(zhuǎn)),理論最大工作半徑為1.4 m。外配專用數(shù)字化焊機(jī),機(jī)器人具備示教、再現(xiàn)功能。公司某鋼結(jié)構(gòu)項(xiàng)目中有一類焊接成品件,數(shù)量達(dá)13 000余組,組件結(jié)構(gòu)形式如圖1所示。
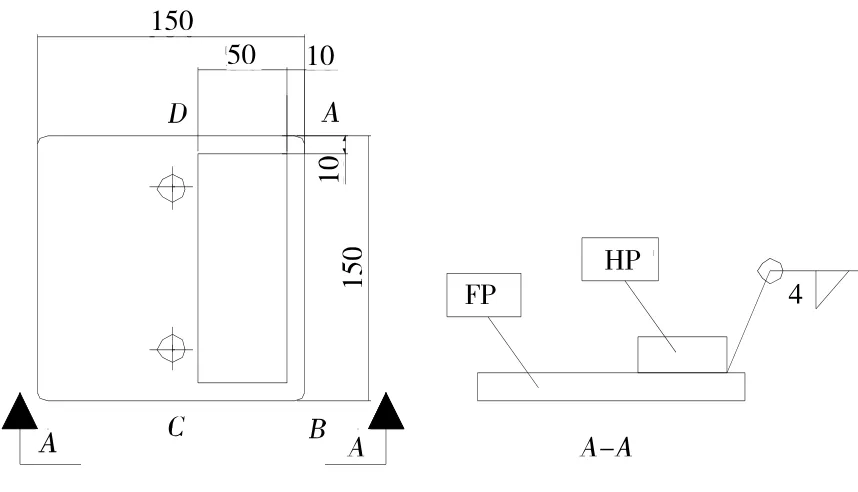
圖1 焊接組件結(jié)構(gòu)形式
此組件由HP及FP兩個(gè)零件組成。其中FP厚度為16 mm,為日標(biāo)材料SM490A;HP厚度為16 mm、22 mm及35 mm不等,材料為國(guó)標(biāo)材料Q235B;焊接材料使用京雷焊絲GFL-71,國(guó)標(biāo)對(duì)應(yīng)牌號(hào)E501 T-1,焊腳高全部為≥4 mm,四周圍焊。
2.1 焊接方案初步設(shè)想
此構(gòu)件數(shù)量多,后期修磨量大,人工焊接需要4個(gè)焊接接頭,若能減少3個(gè)接頭,修磨量將能減少一半以上,這就需要機(jī)器人在焊接到直角點(diǎn)時(shí)需要以一定的速度快速變化姿態(tài)并保持焊槍的穩(wěn)定。
使用小型數(shù)控火焰切割下料,此類小型零件少部分實(shí)測(cè)下料邊長(zhǎng)最大偏差為±2 mm(影響自動(dòng)焊接操作)。若利用工裝進(jìn)行組裝,以FP的兩條直角邊DA、AB為基準(zhǔn),保證HP相鄰兩條邊到DA、AB的尺寸,誤差將被累積到BC、CD兩條邊,如圖1所示。
開發(fā)機(jī)器人“預(yù)約”功能,即添加兩個(gè)按鈕,重復(fù)焊接時(shí)只需按下按鈕,就可執(zhí)行焊接軌跡程序,減少示教器的LED屏使用頻率,延長(zhǎng)其壽命;設(shè)置零點(diǎn)為第二個(gè)按鈕,已消除機(jī)器人運(yùn)作時(shí)的累積誤差。
2.2 出現(xiàn)問題及解決方法
根據(jù)以上思路,開始進(jìn)行自動(dòng)化焊接試驗(yàn)。在實(shí)踐過程中,更多的問題細(xì)節(jié)顯現(xiàn)出來。
1)自動(dòng)圍焊只設(shè)定1個(gè)焊接接頭,機(jī)器人末軸焊槍只能360°旋轉(zhuǎn),這就增加了編程的困難,在編程中經(jīng)常出現(xiàn)限位抱死的狀況。經(jīng)過反復(fù)試驗(yàn),確定最終焊接順序:在D點(diǎn)起弧,在A、B、C三處拐角繞焊,最后回到D點(diǎn)覆蓋起弧點(diǎn),熄弧。焊接順序如圖2所示。
2)由于下料存在偏差,多數(shù)為±1 mm,通過上述方法將偏差累積到兩條直角邊,底板與墊板的累積偏差達(dá)到±2 mm,小電流小電壓的焊接方法熔寬過小,不能將熔池吹到被焊接件上,造成焊偏。將電流、電壓增大,焊腳高又會(huì)增加造成焊接材料的浪費(fèi),起弧時(shí)也會(huì)因電壓不穩(wěn)影響焊縫成型。在焊接時(shí)電流電壓不可動(dòng)態(tài)即時(shí)更改,但焊接速度可調(diào),當(dāng)在偏差累積的兩條邊放慢焊接速度時(shí),熔池變寬,焊偏現(xiàn)象得到解決,焊接速度如圖2所示。
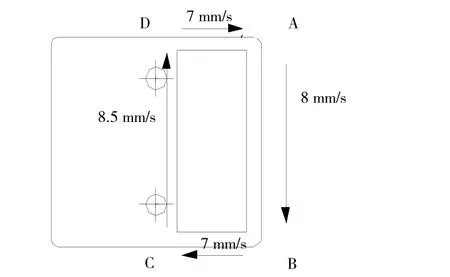
圖2 焊接件每條邊的焊接速度及焊接順序
3)在拐角繞焊中,若要使焊縫均勻,成型良好,必須使機(jī)器人變位迅速,但還要維持焊槍焊接的穩(wěn)定性。經(jīng)過反復(fù)試驗(yàn),確定如下繞焊方式:拐角繞焊時(shí),在極短的時(shí)間內(nèi)使機(jī)器人連續(xù)變換3種姿態(tài),而焊絲點(diǎn)基本保持不動(dòng),就可以實(shí)現(xiàn)平滑的過渡。拐角繞焊時(shí)焊槍姿態(tài)軌跡如圖3所示。
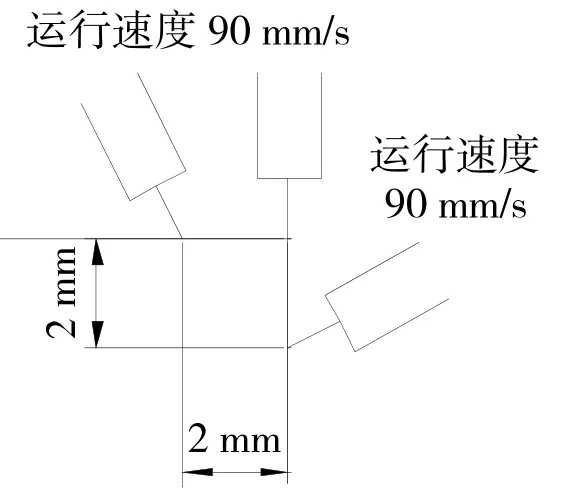
圖3 拐角繞焊時(shí)焊槍姿態(tài)軌跡
4)圖紙要求控制焊腳高度≥4 mm,這就需要把電流、電壓減小,或者加快焊接速度。當(dāng)把焊接參數(shù)設(shè)置為電流220 A,電壓24 V,焊接速度10 mm/s,出現(xiàn)明顯咬邊現(xiàn)象。即使電流、電壓再減小,咬邊現(xiàn)象還是明顯。由于焊接速度過快,熔池來不及填充便已冷卻,造成咬邊。降低焊接速度,當(dāng)速度控制在7~9 mm/s時(shí),咬邊現(xiàn)象得到明顯改善。
5)焊縫成形差。焊縫出現(xiàn)“起脊”現(xiàn)象,即焊喉細(xì)且高高鼓起,并且渣殼難以去除,焊縫熔合差,分析原因是火焰切割的割渣沒有去除干凈。金屬在氣割后會(huì)在表面形成一層氧化皮,清除不凈直接焊接時(shí),會(huì)在焊縫中產(chǎn)生夾渣,造成焊縫成形極差。徹底去除割渣后,外觀成形得到很大提高。
6)撞槍。機(jī)器人在生產(chǎn)前,必須進(jìn)行各方面的調(diào)試來選擇最合適的姿態(tài)和行走軌跡。如果要進(jìn)行單一的重復(fù)動(dòng)作,就要避免機(jī)器人與構(gòu)件發(fā)生碰撞,雖然機(jī)器人具有碰撞感應(yīng)系統(tǒng),即每次撞槍都會(huì)自動(dòng)熄弧急停,但是每次撞槍都會(huì)使機(jī)器人的原點(diǎn)發(fā)生輕微改變,運(yùn)動(dòng)軌跡也會(huì)發(fā)生相應(yīng)漂移,需要重新校正原點(diǎn)。機(jī)器人撞槍不僅與構(gòu)件發(fā)生碰撞,也會(huì)被體積較大的飛濺擋住激發(fā)碰撞感應(yīng)自動(dòng)熄弧。為了解決這個(gè)問題,在保證焊接質(zhì)量條件下,適當(dāng)增大焊絲的干伸長(zhǎng),微調(diào)焊槍角度及焊接角度,即減小焊槍與水平面夾角(這樣焊接的焊縫更為平滑),同時(shí)增大焊槍與焊縫長(zhǎng)度方向的角度(從45°增大到75°)。撞槍的情況得以解決。
7)零點(diǎn)漂移。機(jī)器人每一次執(zhí)行程序后都會(huì)產(chǎn)生微小的誤差,雖然單次誤差可以忽略不計(jì),但是多次累積后依然會(huì)不利于焊接。加入兩個(gè)“預(yù)約”按鈕,一個(gè)按鈕負(fù)責(zé)指揮施焊,一個(gè)按鈕為自動(dòng)回零來消除累積誤差并自動(dòng)尋找防堵膏,這樣就解決了零點(diǎn)漂移的校準(zhǔn)問題,同時(shí)方便了人工的操作。
3 關(guān)節(jié)機(jī)器人自動(dòng)焊效果及擴(kuò)展應(yīng)用
在連續(xù)工作狀態(tài)下,2 h的不間斷焊接可焊接成品件100件,即8 h工作制可焊接400件。如果加入換焊絲、氣瓶等必要的時(shí)間,每天可以完成至少300件的焊接量。對(duì)比手工焊,人工8 h可焊接80~100件,因連續(xù)工作,焊接人員容易疲憊,難以保證效率和質(zhì)量。在修磨方面,機(jī)器人焊接件焊縫較為平滑,只需要修磨1個(gè)接頭及飛濺,而手工焊需要修磨4個(gè)接頭及飛濺,且焊縫表面需要磨平工作效率提高了 3~4倍。
通過本工程積累了一些關(guān)節(jié)機(jī)器人的應(yīng)用經(jīng)驗(yàn),當(dāng)將等離子切割的動(dòng)作加入到機(jī)器人的程序中,可通過示教器編程控制等離子點(diǎn)火切割。下一步的目標(biāo)是使用機(jī)器人配合翻轉(zhuǎn)工裝焊接更多形式的結(jié)構(gòu)組件,如鋼牛腿等。
4 結(jié) 語(yǔ)
鋼結(jié)構(gòu)焊接的自動(dòng)化是未來發(fā)展的一個(gè)趨勢(shì)。當(dāng)前人工成本的提高帶來的制造業(yè)成本增加越來越明顯。自動(dòng)化水平的提高,意味著改善操作人員勞動(dòng)強(qiáng)度的同時(shí)也提高了加工制造水平。但是當(dāng)前焊接自動(dòng)化升級(jí)前期的成本比較昂貴,對(duì)大多數(shù)鋼結(jié)構(gòu)公司來說還是一個(gè)不小的門檻。針對(duì)不同的鋼結(jié)構(gòu)項(xiàng)目特點(diǎn),以較小的投入,開發(fā)適用的焊接專機(jī),逐步向焊接自動(dòng)化過渡,也是一個(gè)選項(xiàng)。關(guān)節(jié)機(jī)器人的焊接實(shí)踐為公司的焊接自動(dòng)化探索提供了一定的經(jīng)驗(yàn)積累。
TG43
B
1004-4620(2017)05-0077-02
2017-07-20
焦玉瀟,男,1991年生,2015年畢業(yè)于哈爾濱理工大學(xué)材料成型及控制工程專業(yè)。現(xiàn)為濟(jì)南萊鋼鋼結(jié)構(gòu)有限公司技術(shù)工藝部助理工程師,從事鋼結(jié)構(gòu)加工技術(shù)工作。
猜你喜歡
兒童故事畫報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41