石橫特鋼棒材彎曲原因及解決措施
2017-12-21 09:02:14曹文強
山東冶金 2017年5期
曹文強
(石橫特鋼集團有限公司,山東 肥城271612)
石橫特鋼棒材彎曲原因及解決措施
曹文強
(石橫特鋼集團有限公司,山東 肥城271612)
棒材彎曲是生產中比較常見的質量問題,石橫特鋼一棒車間根據棒材產品彎曲產生的原因,分別制定了措施。通過提高控冷裝置安裝精度,合理調整倍尺飛剪參數,提高冷床齒條及矯直板平直度,加強收集、碼垛過程的控制管理,產品的質量得到了保障,減少了質量異議。
棒材;彎曲;控冷;倍尺飛剪;冷床
1 前言
石橫特鋼集團有限公司第一棒車間棒材生產線設計年產量60萬t,主要生產螺紋鋼、錨桿鋼及部分圓鋼。生產工藝流程為:備料→裝爐→加熱→高壓水除鱗→夾送輥夾送→粗軋→1#飛剪剪頭尾→中軋→2#飛剪剪頭尾→精軋→飛剪倍尺分段→檢驗→冷床冷卻→850 t冷剪切定尺→短尺挑揀→震動料筐收集→齊頭→打捆→稱重→掛牌→碼垛入庫。在棒材生產中,彎曲是比較常見的問題,根據國家標準GB/T 1499.2—2007及錨桿、圓鋼相關標準規定總彎曲度不大于鋼筋總長度的0.4%,彎曲控制尤為重要。石橫特鋼棒材產品的彎曲類型主要是控冷工藝不當導致的波浪彎,倍尺飛剪參數不合適造成的倍尺頭、尾彎曲,冷床矯直板及齒條平直度差造成的彎曲,收集及碼垛過程中出現的機械彎曲。針對棒材產品彎曲類型,找出產生原因并采取了相應的改進措施,質量得到了保證。
2 棒材生產彎曲產生的原因
2.1 控冷工藝不當造成的波浪彎
小規格螺紋鋼生產采用控冷工藝,波浪彎比較常見,主要體現為通條性,嚴重影響了產品質量。其主要原因:1)控冷裝置密封不好,局部泄壓,鋼材表面冷卻不均;2)控冷裝置管腔內徑過大,軋件快速冷卻過程中狀態不穩定,造成冷卻不均,從而導致波浪彎;3)控冷裝置與軋制中心線對正差,軋件周期性和斷續性的冷卻,抖動嚴重,冷卻效果較差。
2.2 倍尺飛剪參數設定不合適造成的頭、尾部彎曲
車間3#倍尺飛剪主要參數:剪切規格Ф10~Ф42 mm;剪切速度3~18 m/s;剪切溫度≥550℃;剪切精度0~80 mm;飛剪形式為回轉式;工作制度為啟停工作制。
生產中由于軋件速度發生變化,飛剪的剪切速度與軋件的速度不匹配。當飛剪剪切速度>軋件速度時,倍尺尾部出現彎曲或者翹頭;當飛剪剪切速度<軋件速度時,倍尺頭部出現彎曲。為避免彎曲材混入合格品中,每支倍尺的頭尾部需多切廢約20 cm,影響成材率指標0.24%。
2.3 冷床矯直板及齒條平直度差導致的彎曲
一棒車間冷床形式為步進式冷床,其主要用于軋機的自然冷卻、矯直。其主要參數如下:長度12 500 mm,寬度96 000 mm;齒條間距300 mm/600 mm齒節距100 mm;齒條厚度16 mm,材質為16Mn。
由于矯直板為螺栓緊固,隨著冷床的周期性動作,緊固螺栓松動或者斷裂能夠造成矯直板移位,同時靜齒條與矯直板連接,矯直板的移位會導致靜齒條的移位,造成鋼材局部彎曲度超標。該類型彎曲主要出現在常規工藝生產的品種上,如MG335Φ18、MG335Φ20。
2.4 收集及碼垛過程中產生的機械彎曲
收集過程中的機械彎曲主要出現在收集料筐中,當鋼筋落入收集料筐經震動后由收集料筐卸至打捆輥道,其中三段鏈不同步和齊頭擋板調整不當均造成機械彎曲。
一棒車間的碼垛/發貨方式主要是轉材車轉運至貨場再由天車碼垛/發貨。碼垛和發貨使用龍門吊天車,天車靈活性、可控性較差,天車操作人員的技能水平不高都能造成機械彎曲。
3 棒材彎曲的解決措施
3.1 提高控冷裝置安裝精度
1)控冷裝置底部增加密封圈,提高接觸密封性;2)制定控冷裝置的更換周期,定期更換磨損超標的裝置,在保證生產穩定的前提下,盡量使用較小的控冷裝置。目前,一棒車間的報廢標準是3 mm。3)提高控冷裝置的安裝精度,確保橫向和縱向位置與軋制中心線一致,尤其是縱向高低精度,杜絕因鋼筋冷卻不均造成的波浪彎。
3.2 合理調整倍尺飛剪參數
當倍尺的前頭出現彎曲(翹頭)時,此時的飛剪剪切速度小于軋件的運行速度,應適當增加飛剪超前系數,使兩者速度匹配,翹頭減輕。當倍尺的尾部出現翹頭時,此時飛剪剪切速度大于軋件的運行速度,應適當減少飛剪超前系數。實際生產中,Φ10~Φ14螺紋鋼超前率通常設定10%~11%,錨桿鋼和圓鋼設定2%~3%。
3.3 提高冷床齒條及矯直板平直度
1)定期對矯直板平直度檢測,通過水平線法使得矯直板水平度滿足≤2 mm;2)提高矯直板及齒條的耐磨性,將矯直板的過渡板增加合金條以提高耐磨性,其結構見圖1。
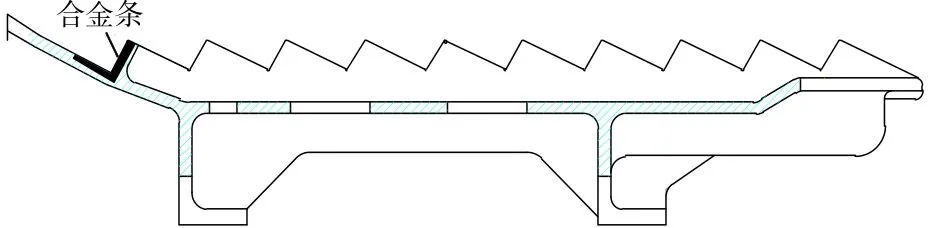
圖1 矯直板增加合金條結構
3)矯直板及齒條與固定梁通過定位孔連接,可適當較少定位孔間隙,以減少冷床動作對矯直板和齒條造成的移位。
3.4 加強收集、碼垛過程的控制管理
1)根據不同定尺長度要求選用不同定尺擋板。由于錨桿鋼、圓鋼與螺紋鋼標準要求的定尺長度偏差不同,車間制作了可伸縮擋板。在保證齊頭質量的前提下,適當調整擋板位置,有效地避免了卸鋼過程掛鋼造成的機械彎曲。可伸縮擋板結構如圖2所示。
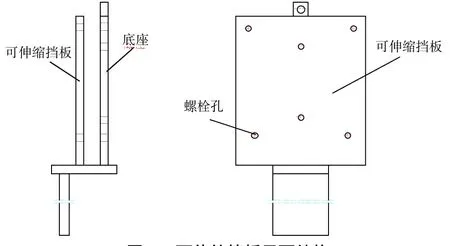
圖2 可伸縮擋板平面結構
2)車間收集采用三段鏈式運輸鋼筋,需保證鏈條的兩端同步,必要時可安排專人負責分鋼,確保鋼筋同步落入收集料筐,減少鋼筋跑斜造成刮鋼,產生棒材彎曲。
3)加強碼垛及發貨管理,提高崗位職工的質量意識。要求碼垛有專人在貨位指揮,避免鋼材刮、碰。發貨時,天車操作人員要確認好起吊高度,避免剮蹭周圍貨位。同時,對貨場彎曲材制定專門考核制度,當班出現的彎曲材當班處理,并附加相應考核。
4 結 語
通過調整控冷工藝,優化倍尺飛剪參數,改進矯直板形式和加強收集及貨場管理,有效地避免了生產過程及倒運過程中出現的彎曲材,產品的質量得到了保障,減少了質量異議。
TG335.62
B
1004-4620(2017)05-0075-02
2007-10-11
曹文強,男,1988年生,2011年畢業于內蒙古科技大學材料成型及控制工程專業。現為石橫特鋼集團有限公司軋鋼廠技術科助理工程師,從事軋鋼工藝監督及質量管理工作。