論可制造性設(shè)計對提高企業(yè)生產(chǎn)自動化重要促進作用
2017-12-15 01:28:20曾永佳
福建質(zhì)量管理 2017年23期
曾永佳
(冠捷顯示科技 (廈門)有限公司 福建 廈門 361000)
論可制造性設(shè)計對提高企業(yè)生產(chǎn)自動化重要促進作用
曾永佳
(冠捷顯示科技 (廈門)有限公司 福建 廈門 361000)
隨著勞動力成本逐年上升,人工成本在制造費用中占比逐年增高,采用自動化設(shè)備取代傳統(tǒng)人力作業(yè)以降低人工成本,是企業(yè)運營的未來趨勢。本文結(jié)合實例探討如何利用合理的可制造性設(shè)計 (DFM)提高自動化設(shè)備通用性和實用性,以達(dá)到少人增效和降低制造成本費用目的。
DFM;自動化;減員增效
一、家電制造業(yè)現(xiàn)狀和自動化技術(shù)趨勢
家電制造業(yè)作為傳統(tǒng)的勞動密集型企業(yè),當(dāng)前生產(chǎn)模式主要還是依靠大量使用勞動力,對自動化設(shè)備的依賴程度相對較低。近年來,伴隨著市場壓力和勞動力成本逐年上升,人工成本在制造成本占比越來越高,如何降低人工成本是公司運營亟待解決的問題。因此國內(nèi)重要的電子電器研發(fā)制造企業(yè)都在努力推廣應(yīng)用精益生產(chǎn)管理的同時,寄希望于通過自動化改造實現(xiàn)減員增效,而逐步加大機械自動化設(shè)備的投入,朝工業(yè)自動化方向轉(zhuǎn)型升級是大幅度地降低制造費用和提升生產(chǎn)效率的解決之道。
起初自動化機械設(shè)備都是依照產(chǎn)品的特性設(shè)計,能顯著提升產(chǎn)品生產(chǎn)效率;但隨著后期產(chǎn)品多樣化和復(fù)雜程度的增加,自動化設(shè)備的通用性和適用性問題就會暴露出來。由于設(shè)計端和制造端都是相互獨立的部門,運營機制也是獨立展開的,所以設(shè)計端的開發(fā)者往往對制造端中導(dǎo)入的自動化設(shè)備特性不了解,設(shè)計思維和操作定勢使設(shè)計部門開發(fā)者與制造環(huán)節(jié)之間始終存在“間隙”,設(shè)計出來的新產(chǎn)品往往面臨無法適應(yīng)自動化生產(chǎn)需求,從而需要大量的設(shè)備改造工作,浪費了大量的人力、物力,嚴(yán)重削弱了企業(yè)在同行業(yè)中的競爭實力。
產(chǎn)品設(shè)計與自動化設(shè)備兼容性的問題都與產(chǎn)品的可制造性聯(lián)系在一起,這是產(chǎn)品設(shè)計中必須考慮的重要因素。眾所周知,設(shè)計階段決定了一個產(chǎn)品約80%左右的制造成本,如何低成本,高質(zhì)量的實現(xiàn)產(chǎn)品批量自動化組裝和更新?lián)Q代能力,可制造性設(shè)計 (DFM)就顯得異常重要。
二、可制造性設(shè)計的概念和原則
可制造性設(shè)計——Design For Manufacture(以下簡稱DFM),主要研究產(chǎn)品設(shè)計與制造系統(tǒng)各部分之間的互相關(guān)系,并把它用于產(chǎn)品設(shè)計中以便將整個制造系統(tǒng)融合在一起進行總體優(yōu)化。
DFM作為一種科學(xué)的設(shè)計方式,可以把不同團隊的資源組織在一起,參與產(chǎn)品初步規(guī)劃到投入批量生產(chǎn)的全過程,使設(shè)計開發(fā)與生產(chǎn)準(zhǔn)備能協(xié)調(diào)起來,排除設(shè)計、制造之間的溝通障礙,達(dá)到信息互遞的目的;同時還能及時發(fā)現(xiàn)通常在量產(chǎn)階段才能曝露的產(chǎn)品與設(shè)備兼容問題,使其在設(shè)計階段就能得以解決。所以進行新產(chǎn)品設(shè)計時,越早實施DFM(可制造性)設(shè)計,發(fā)現(xiàn)的問題就越容易解決,就越利于新產(chǎn)品的成功導(dǎo)入。導(dǎo)入DFM應(yīng)遵循以下原則:
①是否符合設(shè)備限制條件;
②盡可能選用標(biāo)準(zhǔn)化、通用零件;
③是否易于維修及維護;
④防止錯誤的設(shè)計;
⑤防呆化的設(shè)計,避免生產(chǎn)認(rèn)為錯誤的發(fā)生;
⑥可靠性;
⑦是否經(jīng)濟有效;
其中符合設(shè)備限制條件、設(shè)計和選用標(biāo)準(zhǔn)元器件有利于實現(xiàn)生產(chǎn)自動化,并能有效的減少自動化設(shè)備復(fù)雜程度。
三、通過DFM提升生產(chǎn)自動化結(jié)合公司的實例闡述
實例一、通過螺絲標(biāo)準(zhǔn)化降低自動鎖付螺絲機換線工時損失
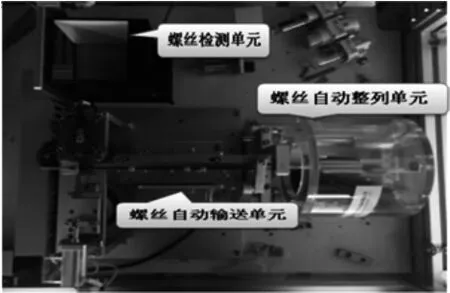
自動鎖螺絲機主要包含以下四個功能單元:
1、螺絲自動整列單元:將散裝的螺絲通過振動盤分選機構(gòu)實現(xiàn)整齊排列并單個輸出。
2、螺絲自動輸送單元:將整列好的螺絲單個輸送到螺絲擰緊單元的工作頭部。
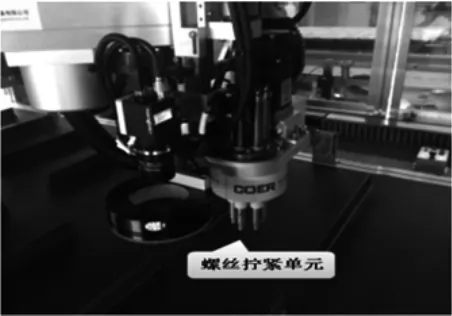
3、螺絲自動擰緊單元:包括用于擰緊螺絲的旋轉(zhuǎn)動力部分和用于吸附螺絲導(dǎo)入部分。
4.檢測單元:包括對螺絲孔對正,螺絲的漏鎖,浮鎖,卡料等問題的檢測。
未進行標(biāo)準(zhǔn)化前鎖付螺絲一共有130種,是根據(jù)鎖付材質(zhì)和位置不同,所采用螺絲的外徑、帽厚、帽徑、長度、頭型、牙型、槽型等規(guī)格參數(shù)就不盡相同。就現(xiàn)有的自動螺絲鎖付機對實現(xiàn)全螺絲兼容還有局限性,切換螺絲就必須通過調(diào)整或更換單元來實現(xiàn)。在線調(diào)整和更換單元都必須停線作業(yè),調(diào)整設(shè)備單元只需要用工具調(diào)節(jié)單元結(jié)構(gòu)參數(shù)即可,其作業(yè)時間可滿足6分鐘換線時間;但更換設(shè)備單元是要將原單元拆卸下后再裝配上新的單元,所用作業(yè)時間是常規(guī)換線時間的2~3倍,會產(chǎn)生換線工時損失。
更換螺絲的各規(guī)格參數(shù)與改變設(shè)備單元間的聯(lián)系:
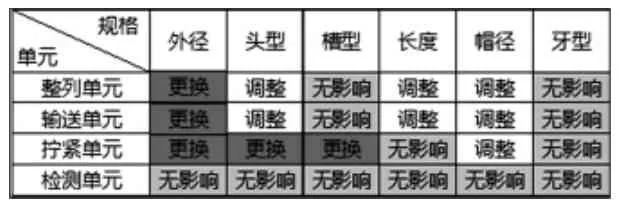
其中外徑、頭型、槽型變更后,設(shè)備單元就需要更換。所以螺絲標(biāo)準(zhǔn)化的重點是盡量減少螺絲外徑、頭型和槽型的種類。標(biāo)準(zhǔn)化步驟如下:
步驟一:將所有螺絲規(guī)格、鎖付點位、全機種使用次數(shù)等數(shù)據(jù)收集匯總錄入。
步驟二:利用數(shù)據(jù)透視表功能按鎖付點位、使用頻度、規(guī)格等將其從高到低分組排序。
步驟三:依據(jù)標(biāo)準(zhǔn)化原則將影響設(shè)備單元最大的外徑、頭型、槽型多余規(guī)格排除,僅保留使用最為廣泛外徑M3平頭十字螺絲。
步驟四:其余的規(guī)格如長度、帽徑、帽厚等尺寸按鎖付的點位排除相近規(guī)格,可歸集為4種螺絲。
步驟五:受限于鎖付結(jié)構(gòu)之間存在精定設(shè)計的需求,還必須依靠沉頭螺絲保證,且同規(guī)格的沉頭螺絲與平頭螺絲雖然頭型不同但仍可共用設(shè)備單元,保留1種M3沉頭十字螺絲。
最終標(biāo)準(zhǔn)化后螺絲由130種簡化為5種 (表2),將螺絲規(guī)則加入DFM評審表和設(shè)計規(guī)范中,后續(xù)開發(fā)的新機種都按此規(guī)范選用螺絲和進行結(jié)構(gòu)設(shè)計。

簡化螺絲后,切換線就無需更換設(shè)備單元,單班可減少60%~70%換線工時和1~2名設(shè)備維保人員,同時也可減少設(shè)備單元的備件采購和維保費用。
實例二、增加標(biāo)定參照物提升CCD視覺自動螺絲機鎖付合格率
CCD自動螺絲鎖付機主要由CCD視覺定位系統(tǒng)對產(chǎn)品的螺絲孔進行精準(zhǔn)定位來引導(dǎo)水平關(guān)節(jié)四軸機械手臂對位,最后由自動鎖螺絲機完成鎖附作業(yè)。

其中CCD視覺系統(tǒng)包括攝像機系統(tǒng)和控制系統(tǒng)兩部分:
1、攝像機系統(tǒng):由單個攝像機和計算機 (包括圖像采集卡)組成,負(fù)責(zé)視覺圖像的采集和機器視覺算法;
2、控制系統(tǒng):由計算機和控制箱組成,用來控制機器人末端的實際位置。
CCD機器視覺的工作原理:
機器視覺檢測系統(tǒng)采用CCD攝像機,將被標(biāo)定的目標(biāo)轉(zhuǎn)換成圖像信號,傳送給專用的圖像處理系統(tǒng),根據(jù)像素分布和亮度、顏色等信息,轉(zhuǎn)變成數(shù)字化信號,圖像處理系統(tǒng)對這些信號進行各種運算來抽取目標(biāo)的特征,如面積、數(shù)量、位置、長度,再根據(jù)預(yù)設(shè)的允許度和其他條件輸出結(jié)果,包括尺寸、角度、個數(shù)、合格或不合格、有或無等,實現(xiàn)自動識別功能。經(jīng)過計算機對提取特征的分析,講其輸入結(jié)果通過逆運動學(xué)求解得到機器人各關(guān)節(jié)位置誤差值,最后控制高精度的末端執(zhí)行機構(gòu),調(diào)整機器人位置以實現(xiàn)對目標(biāo)的定位。
CCD攝像機標(biāo)定方法都需要用到標(biāo)定參照物,就是在標(biāo)定時在攝像機前放一個已知形狀或尺寸的物體,作為系統(tǒng)坐標(biāo)的原點。常見的有基于圓形特征標(biāo)定物、棋盤標(biāo)定物、立方體標(biāo)定物等;本次試驗中選擇常用于背板 (圖4)的5種特征作為標(biāo)定參照物,對鎖付的合格率進行統(tǒng)計如下表 (表3):
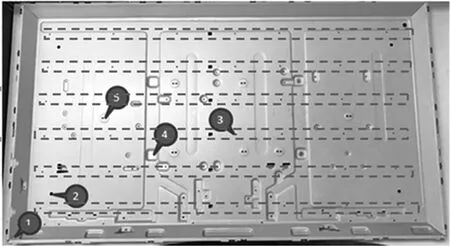
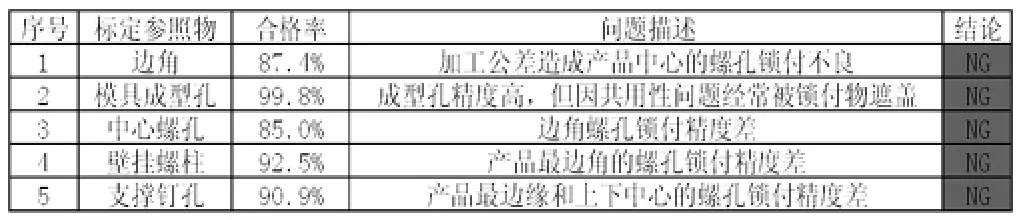
從試驗結(jié)果可以看出模具成型孔的鎖付合格率最高,是因為作為產(chǎn)品加工的模具成型孔是模具加工的基準(zhǔn),雖然具有很高的精度,但成型孔往往因防塵漏光措施被鎖付物 (燈條)遮蓋,造成CCD無法選用。其他標(biāo)定參照物由于產(chǎn)品的制造公差因素,對越遠(yuǎn)離參照物自身的螺絲孔鎖付精度越差。
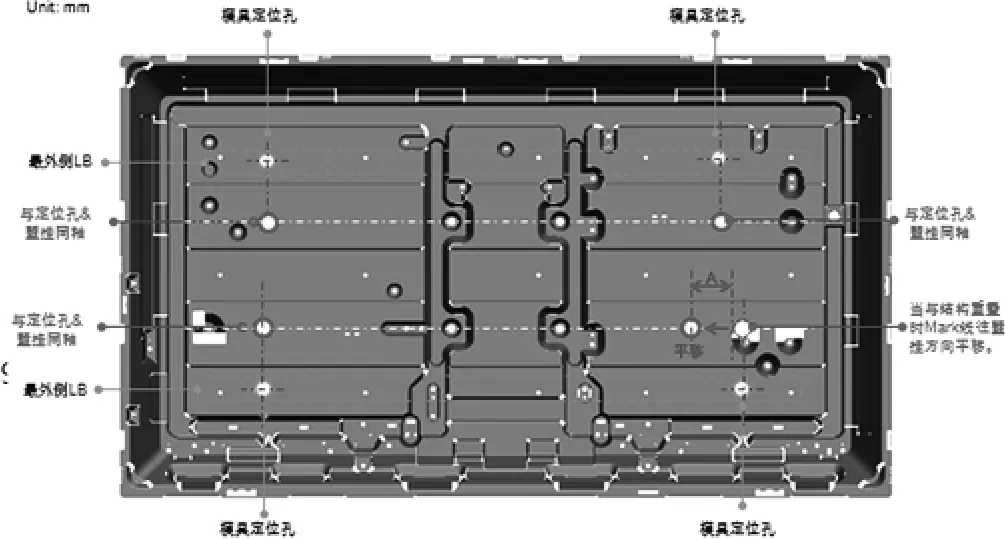
為避免隨意選取的標(biāo)定參照物而造成合格率波動問題,在產(chǎn)品設(shè)計中將明確標(biāo)定參照物,即增加Mark線,Mark線應(yīng)遵循以下原則:
1、為確保制造精度,Mark線和模具成型孔必須一同成型;
2、根據(jù)CCD視覺定位系統(tǒng)特點,Mark線盡量向鎖付孔分布范圍的中心點靠近;
3、Mark線和Mark之間盡可能對稱布局,以方便系統(tǒng)抓取作為原點,可以極大提升視覺定位效果,保證鎖附品質(zhì);
4、Mark線不允許被鎖付物遮擋;
5、以圓形特征作為標(biāo)定參照點,因為相對于其他平面標(biāo)定參照物,圓形標(biāo)定物具有制作簡單,圓孔中心坐標(biāo)對圖像處理中的閾值化操作不敏感,幾何意義清晰,無需特征對應(yīng),標(biāo)定精度高等優(yōu)點。
結(jié)合上述原則,定義背板Mark線的設(shè)計規(guī)范和DFM評審內(nèi)容如下:
①模具定位孔同一個工程模成型Mark線;
②Mark線Y方向向最外側(cè)LB往內(nèi)側(cè)移動至大平面;
③Mark線Y軸方向與模具定位孔同軸,X軸方向與壁掛同軸;
④當(dāng)Mark線與凸包重疊時,需往軸線方向平移A,A>30mm;
⑤Mark線不允許被LB遮擋;
⑥Mark線直徑6mm。
后續(xù)開發(fā)的新機種都按此DFM規(guī)范進行結(jié)構(gòu)設(shè)計后,平均鎖附合格率由91.2%提升至≥99.8%。
實例三、定義異形元件托盤設(shè)計規(guī)范提升異形插件機的元件自插率
異形自動插件機是一種適用于各種異形電子元器件插件的自動化設(shè)備。適用的元件高度可達(dá)55mm、長寬方向達(dá)50mm、重量達(dá)200g。提供了吸嘴吸附插件和卡爪夾持插件兩種方式。吸嘴吸附方式的插件效率達(dá)單點位0.8s,卡爪夾持方式的插件效率達(dá)單點位1.3s,在PCB板AI插件完成后續(xù)的異形元件自動插裝方面的靈活性和效率很高,適用于大批量生產(chǎn)。公司使用JM-10和JM-20兩種型號JUKI異形插件機以解決常規(guī)插件機不能自動插裝異形元件的問題。
通常單個電路板上的元件數(shù)目和種類都較多,異形電子元件的包裝方式呈現(xiàn)多樣性,常見電子元件的包裝方式有散裝、托盤包裝、卷盤包裝、料管包裝。不同的來料方式必須對應(yīng)不同的供料方式。異形電子元件的供料方式需要根據(jù)其結(jié)構(gòu)尺寸特點和來料方式確定,共有4種供料方式:
1、小型芯片、安規(guī)電容和光耦等料管來料方式,根據(jù)料管的結(jié)構(gòu)特點搭配快速插裝固定結(jié)構(gòu)的直線振動供料器為供料方式;
2、繼電器、塑殼電容、小型變壓器等元件的外形尺寸較大、為長方形結(jié)構(gòu),來料方式多為標(biāo)準(zhǔn)化盤裝或編帶,則搭配標(biāo)準(zhǔn)化喂料器或料槍作為供料方式;
3、連接器插座、電解電容、金屬膜電容等重量較輕、針腳較少的元件一般散裝來料,適用于圓形振動盤篩選供料方式;
4、一般體積或重量較大的元件,如繼電器、變壓器、散熱片,不適合管裝、盤裝、編帶或振動器供料方式,設(shè)備將采用托盤架+托盤形式供料。

盤裝供料器、管裝料槍、散裝振動盤三種供料方式與其對應(yīng)元件都具備標(biāo)準(zhǔn)化的來料包裝方式,所以與插件機的自動上料系統(tǒng)有很好的匹配性;有別于其他三種供料方式,托盤供料的供應(yīng)商來料包裝方式都相對隨意,存在側(cè)推力不足、包裝尺寸超規(guī)、料件擺放無規(guī)律等等問題,造成異形插件機無法實現(xiàn)自動供料。
為適應(yīng)插件機托盤自動供料要求有兩種解決方案:
方案一、開發(fā)托盤治具,將散裝元件提前人工擺放到治具的各元件槽中,優(yōu)點是具有快速可靠的特點可適應(yīng)插件機自動供料要求。其缺點首先是由于異形元件的體積、尺寸差異大,每一種異形元件的托盤治具不能完全共用,這造成托盤治具的種類和數(shù)量繁多,增加了制作治具、維保和管理的費用;其次元件只能依靠人工擺件托盤治具,增加的人工成本會侵占自動化設(shè)備的成效。

方案二、定義異形元件托盤標(biāo)準(zhǔn)化設(shè)計規(guī)范,由產(chǎn)品設(shè)計開發(fā)人員選用標(biāo)準(zhǔn)化元件,供應(yīng)商按規(guī)范中定義的托盤來料供貨。優(yōu)點是無需增加人員擺盤,元件和托盤即插即用;缺點是帶來材料成本上升,但通過采購與廠商協(xié)商托盤可回收重復(fù)利用,所以基本維持元件價格不變。定義托盤標(biāo)準(zhǔn)化步驟如下:
步驟一、參照 JUKI設(shè)備對托盤供料系統(tǒng)規(guī)格表 (TR5SNI、TR5SNX)的要求,定義托盤外形尺寸和材質(zhì):
1、TRAY盤外形尺寸≤340×230×63mm;Gross weight≤3000g;材質(zhì)PVC,壁厚≥0.8mm。TRAY盤必須平整不翹曲;
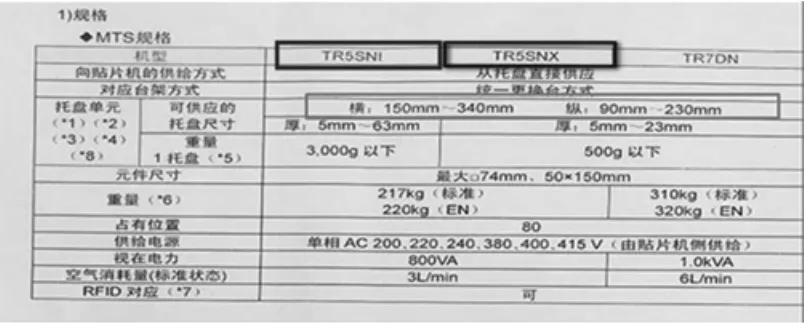
2、TRAY盤間可允許互相堆疊,長邊側(cè)壁能承受≥0.25KG側(cè)推力;短邊側(cè)壁需要有增加強度的結(jié)構(gòu)設(shè)計,防止TRAY盤翹曲。
步驟二、零件引腳在元件槽內(nèi)垂直朝下放置,通過對零件頂部的平整度來判斷采用吸嘴 (圖10)還是卡爪 (圖11),若平整度滿足吸嘴作業(yè)優(yōu)先考慮吸嘴。
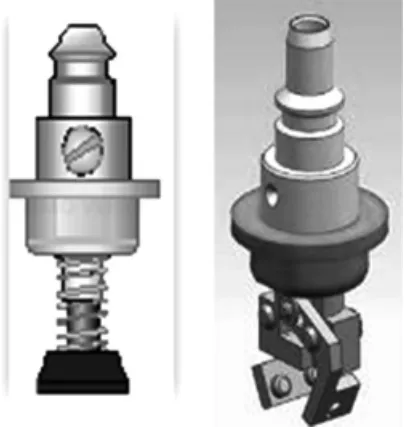
1、若選用吸嘴吸取:
①零件槽最小尺寸=零件外形尺寸+上差+1mm;
②相鄰零件槽和零件槽間隔≥2mm,且間距應(yīng)保持一致;
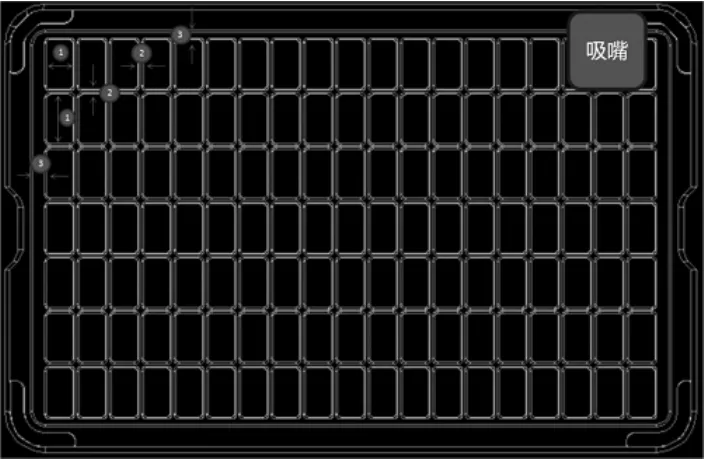
③零件槽與TARY盤側(cè)壁的間隔≥2mm;
④零件擺放的朝向需考慮最大裝載量;
⑤元件槽引腳區(qū)必須有支撐點,防止元件腳變形,元件本體高度必須低于元件槽。
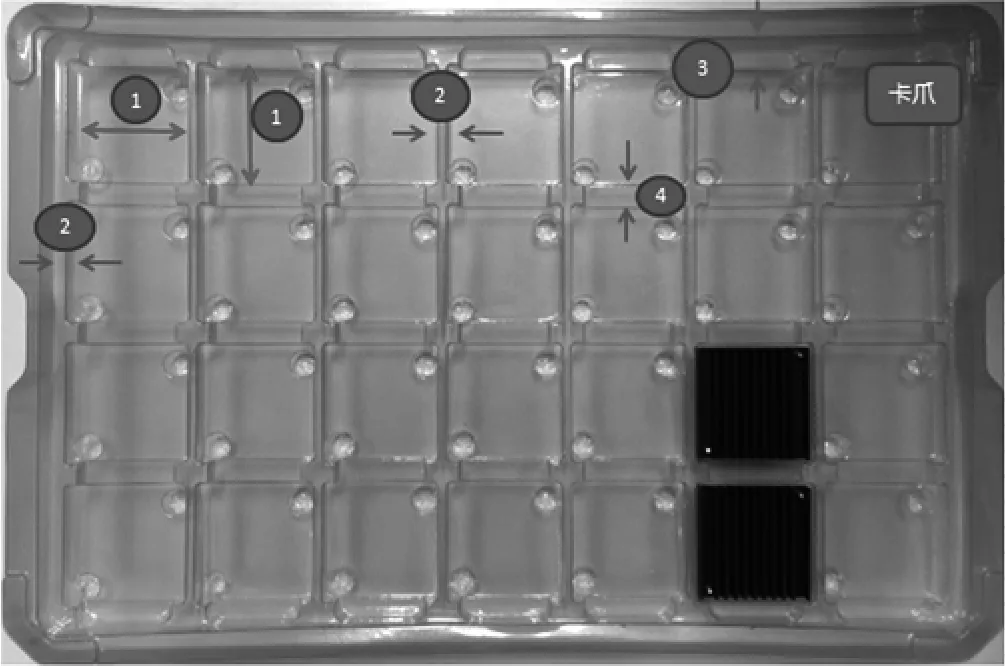
2、若選用卡爪抓取:
①零件槽最小尺寸=零件外形尺寸+上差+1mm;
②相鄰零件槽之間隔、零件槽與TRAY盤側(cè)壁的間隔≥2mm,零件槽的間距應(yīng)保持一致;
③每個零件本體與TRAY盤側(cè)壁在抓取方向預(yù)留鏤空 (元件本體尺寸-2mm) ×7.5mm卡爪行程;
④零件與零件之間在抓取方向預(yù)留鏤空 (元件本體尺寸-2mm) ×8.5mm卡爪行程;
⑤零件擺放的朝向需考慮最大裝載量;
⑥元件槽引腳區(qū)必須有支撐點,防止元件腳變形,元件本體高度必須低于元件槽。
將托盤包裝標(biāo)準(zhǔn)化規(guī)范加入DFM審核表和設(shè)計規(guī)范,后續(xù)開發(fā)者在優(yōu)先選用托盤標(biāo)準(zhǔn)化來料的大型異形元件,異形元件自插率由76.2%上升至95%,單班可減少2人手插人員。
四、總結(jié)
當(dāng)前家電制造業(yè)還處于代工生產(chǎn)階段,大多承接產(chǎn)業(yè)鏈的下游,靠較低的人工制造成本和原材料成本取勝。隨著人口紅利優(yōu)勢的減弱、生產(chǎn)成本上漲、既有成本優(yōu)勢逐漸消退,面臨的困擾越來越多,必須借助于自動化技術(shù)的應(yīng)用實現(xiàn)制造的無人化或少人化生產(chǎn)。
新開發(fā)設(shè)計的產(chǎn)品須結(jié)合最新的自動化生產(chǎn)技術(shù)。導(dǎo)入DFM就是在產(chǎn)品設(shè)計過程中充分考慮與產(chǎn)品制造有關(guān)的約束,全面評價產(chǎn)品設(shè)計和自動化制造方案并提供改進的反饋信息以優(yōu)化產(chǎn)品總體性能,保證可制造性和自動化的兼容性。其關(guān)鍵技術(shù)在于把產(chǎn)品設(shè)計和制造工藝設(shè)計集成為一個整體,目的是設(shè)計出易于制造、易于實現(xiàn)自動化裝配的產(chǎn)品。所以利用DFM分析的關(guān)鍵技術(shù)對產(chǎn)品設(shè)計方案進行優(yōu)化,可以大幅度提升自動化設(shè)備的兼容性和通用性。
[1]夏建亭,張壽開.淺談實施可制造性設(shè)計 [J].電子信息:印制電路與貼裝,2000(3):39-44.
[2]張旭,王愛民,劉檢華主編.產(chǎn)品設(shè)計可裝配性技術(shù) [M].航空工業(yè)出版社
[3]鐘元.面向制造和裝配的產(chǎn)品設(shè)計指南[M].機械工業(yè)出版社
[4]莊德才.自動插件機控制系統(tǒng)的研究 [D].青島:青島科技大學(xué),2011.
[5]李衛(wèi).異形電子元件自動插件機設(shè)計及其關(guān)鍵技術(shù)研究[D].山東:山東大學(xué).2015
[6]胡志勇.利用合理的制造設(shè)計 (DFM)來降低費用 [J].深圳:現(xiàn)代表面貼裝資訊.2007(7/8):41~44
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
口腔護理用品工業(yè)(2021年4期)2021-11-02 08:22:56
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
中國公路(2017年9期)2017-07-25 13:26:38
Coco薇(2017年5期)2017-06-05 08:53:16
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:51
消費者報道(2014年7期)2014-07-31 11:23:57
