淺談高爐料流調節閥的控制方法及改進
2017-12-01 09:10:32王飛內蒙古科技大學信息工程學院劉丕亮內蒙古包鋼鋼聯股份有限公司煉鐵廠
數碼世界 2017年10期
王飛 內蒙古科技大學信息工程學院 劉丕亮 內蒙古包鋼鋼聯股份有限公司煉鐵廠
淺談高爐料流調節閥的控制方法及改進
王飛 內蒙古科技大學信息工程學院 劉丕亮 內蒙古包鋼鋼聯股份有限公司煉鐵廠
本文通過對高爐料流調節方法的控制方法進行闡述,并在此基礎上提出改進措施,即以軟硬件相結合的方式,添加伺服閥系統,以此提高調節閥的開度與速度,保證調節閥的控制精準性。
高爐料流調節閥 自學習控制 伺服閥
高爐設備中,料流調節閥是其中的關鍵性設備,是通過調節閥門開度來控制布料的流量,滿足高爐生產之所需,因而對于料流調節閥而言,必須保證具有高效的運行速度及精準的控制能力,但在實際的應用過程中,其速度與控制能力是受到限制的。
1.高爐料流調節閥的控制方法
1.1 調節閥開度的采集及回路控制
對于高爐料流調節閥而言,其開度是其中較為重要的環節,對于布料的精準與否有著較大的影響,因而需要采取適當措施加以調整。在調節閥的齒輪上施加延長杠桿,并固定于自整角機上,當調節閥開始做功時,自整角機與齒輪同步運轉,會將所產生的碼值傳遞給PLC,通過碼值進行數據擬合,將碼值與開度相對應,就能夠顯示節流角度,便于控制。調節閥通常采用單閉環控制比例閥來控制油缸,以油缸為中介對料流調節閥的開度進行控制,以自學習模型來確定開度設定值,并取代控制器的作用。通常料流調節閥的自學習控制方式包括自學習模型和開度與數據流量矩陣,前者是以調節閥的排料特性曲線,運用計算機技術進行繪制,實現調節閥的自學習。通常來說,設定排料曲線的特征方程:,并運用PLC來進行系數c的自學習;對于后者而言,是依據以往的操作經驗及設備運行的實際情況來去獲取組料流量與開度的對比值,通過料流量的布料時的計算來對矩陣開度值進行讀取,隨后根據相關數據進行矩陣修正。
1.2 調節閥開度矩陣下的自學習控制
下料閥開度的自學習能夠對開度流量值進行跟蹤,每一種焦炭與礦石都分別對應50組流量開度值,依據稱量罐重量與布料時長進行對比,求出流量計算值,與參考流量相對比來確定開度:本次布料取用Fn-1開度值。布料之后,依據總重量與實際布料時長來求出實際流量值,依據布料開度來與對照表中相應流量開度進行替換,并進行顏色標示(本文選用紫色)。
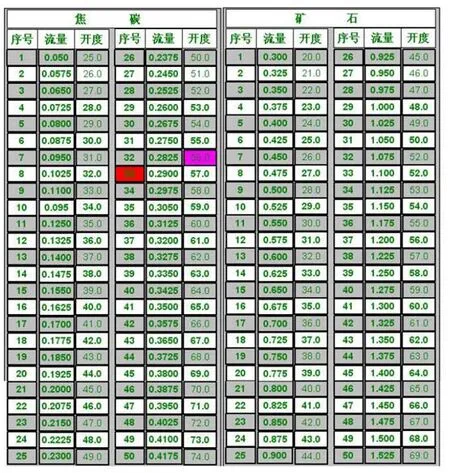
圖1 流量開度對照表
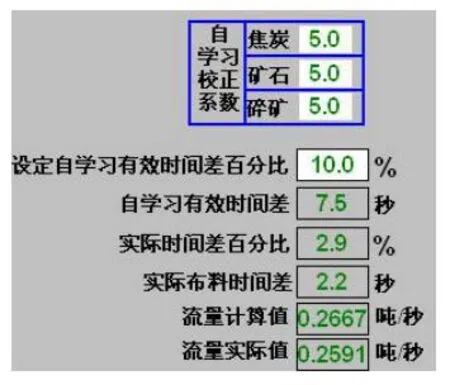
圖2 流量開度參數表
圖2中,能夠輸入的參數中,包括三個自學習校正系數與一個設定自學習有效時間差百分比。布料之后,實際布料時間與預設布料時間產生差值超過2秒,且差值不超過自學習有效時間差,那么一句實際布料時間差與相關系數進行計算,確定校正開度,并將其寫入對應開度,校正開度計算公式:
其中,KD為開度,T為布料時間,a為寫入的自學習校 正系數。
1.3 料流調節閥的定位控制
對于料流調節閥的定位控制,是可以通過自學習與手動輸入兩種形式來實現,二者不可同時運行,當手動輸入開度時,則開度自學習讀取失效。當下密封閥開度足夠,探尺提升到合適程度,稱量料罐已經裝滿,且布料溜槽傾斜到足夠位置并通過布料開始點則為開啟;當稱量料罐為空罐時即為關閉。當設備關閉時,應當回到原本的開啟位置進行重新開啟,經過2秒鐘的養護工作即可關閉。
2.高綠料流調節閥控制的改進
傳統料流調節閥在控制過程中的穩定性較差,當系統存在不穩定、不協調的情況時,例如,液壓系統出現故障,導致系統壓力急劇變化的情況下,料流調節閥無法正常工作。此外,傳統的料流調節閥還存在著無法實現動態調節的缺陷,在布料過程中,開度角恒定但料流量是變動的,開度角的控制范圍在±2°的范圍之內。以往的設備調節閥無法實現有效的動態響應,因而在±2°的范圍內進行有效控制是較為困難的,因而采用液壓伺服料流調節閥來加強控制。
2.1 伺服閥控制硬件
液壓伺服閥的控制硬件,包括①CPU為帶浮點運算單元32位處理器的PLC控制器,能夠擴大掃描周期,保證對于伺服閥的精確控制;②控制器電源接口,能夠與外部電源進行連接,并與控制器對外供閥門放大器板及其他外部設備進行連接;③PLC輸出控制指令與信號反饋接口;④調節閥位置反饋設備,能夠實現與PLC之間的高速連接;⑤自帶放大功能的伺服閥門,能夠依據控制系統的控制信號進行速度控制。
2.2 伺服閥控制軟件
伺服閥控制軟件,能夠對伺服閥在避免超調的情況下實現高效而精準的定位及跟蹤控制,在開度控制中主要包括兩個層面,其一,在于高速開啟,即能夠在系統中首先生成一個高速開啟信號,提高料流調節閥,并使之保持在最接近目標值的情況下,隨后進入第二層面,即,通過算法的控制,減小閥門速度,至其不超過開度誤差值,及進入跟蹤狀態,有效控制目標值,保證設備運行的平穩性與可靠性。
高爐料流調節閥能夠對高爐設備的生產能力產生較大的影響,因而對其控制能力與反應速度的要求較高,在實際的改進工作中,可以通過施加伺服閥的方式來調整其運行速度與靈敏性,挺高設備的可靠性與穩定性。
[1]雷仲賢,曾憲文,吉明鵬.高爐料流調節閥控制方法及改進[J].鋼鐵技術,2011(4):39-42.
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
中國特種設備安全(2022年6期)2022-09-20 02:52:28
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
流程工業(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
煤氣與熱力(2021年3期)2021-06-09 06:16:18
石油化工自動化(2018年5期)2018-11-14 02:34:26
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
中學科技(2014年11期)2014-12-25 07:38:53
