基于PowerMill的機(jī)械增壓器螺旋轉(zhuǎn)子四軸加工技術(shù)
2017-11-22 10:38:23柯文場康曉崇
福建輕紡 2017年11期
關(guān)鍵詞:策略
柯文場,康曉崇
(集美工業(yè)學(xué)校,福建 廈門 361022)
基于PowerMill的機(jī)械增壓器螺旋轉(zhuǎn)子四軸加工技術(shù)
柯文場,康曉崇
(集美工業(yè)學(xué)校,福建 廈門 361022)
文章以羅茨泵內(nèi)部轉(zhuǎn)子的四軸聯(lián)動加工為例,通過研究螺旋轉(zhuǎn)子的成型規(guī)律,以PowerMill軟件為平臺,在羅茨泵的轉(zhuǎn)子三維模型基礎(chǔ)上,利用PowerMill多軸加工策略和刀具路徑的旋轉(zhuǎn)復(fù)制功能、驅(qū)動曲線得到最佳的刀具路徑,介紹了PowerMill四軸數(shù)控加工的方法與技巧。提出采用多軸加工,能簡化工藝工裝,降低由于操作誤差對產(chǎn)品精度的影響,縮短加工時間并獲得更好的加工表面質(zhì)量。
螺旋轉(zhuǎn)子;PowerMill;四軸聯(lián)動數(shù)控加工
1 引言
PowerMill軟件是美國Autodesk公司出品的功能強(qiáng)大,加工策略豐富的數(shù)控加工編程軟件系統(tǒng)。軟件采用全新的中文Windows用戶界面,提供了完善的多軸加工策略。能對2~5軸的數(shù)控加工包括刀柄、刀具進(jìn)行完整的干涉檢查與排除,具有集成一體的加工實(shí)體仿真功能,方便用戶在加工前了解整個加工過程及加工結(jié)果,保證安全、節(jié)省加工時間[1]。
2 五軸加工中心
五軸加工中心的結(jié)構(gòu)是在立式加工中心結(jié)構(gòu)的基礎(chǔ)上添加兩個旋轉(zhuǎn)軸,一般旋轉(zhuǎn)軸添加在與 X 軸軸線平行的工作臺面上,此旋轉(zhuǎn)軸定義為 A 軸;繞Y軸旋轉(zhuǎn)的軸為B軸;繞Z軸旋轉(zhuǎn)的軸為C軸[2]。
3 機(jī)械增壓器螺旋轉(zhuǎn)子結(jié)構(gòu)
羅茨鼓風(fēng)機(jī)的特點(diǎn)是結(jié)構(gòu)比較簡單,目前較為流行的主要有羅茨式等類型[3][4],其原理是增壓器內(nèi)部有一組彼此嚙合的葉輪進(jìn)行相反方向的旋轉(zhuǎn)運(yùn)動,將空氣推入到發(fā)動機(jī)進(jìn)氣管里面,其結(jié)構(gòu)如圖1所示。

圖1
傳統(tǒng)的轉(zhuǎn)子采用的是直葉式,但是隨著技術(shù)的發(fā)展和成熟,螺旋曲面開始大量的應(yīng)用在轉(zhuǎn)子的設(shè)計當(dāng)中,其排量和穩(wěn)定性均高于直葉式,逐漸成為轉(zhuǎn)子的主流設(shè)計方式。制造螺旋齒面的傳統(tǒng)方法為仿型銑削,但該方法存在加工效率不高,齒面光潔度不好的問題。為改善以上問題,本文以使用材料6063#鋁加工螺旋齒面轉(zhuǎn)子(圖2)為例,加工部分長105mm,直徑Φ76mm,右旋螺距153mm。
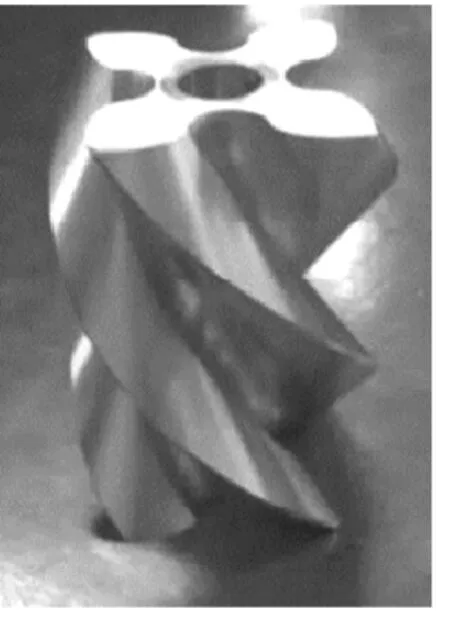
圖2
4 螺旋齒面加工工藝分析
在螺旋轉(zhuǎn)子中,齒形面為螺旋面如圖2,屬于直紋面,加工精度高,需要一次性對齒面進(jìn)行加工,不能出現(xiàn)接刀或是刀具震顫的情況,因此采用以下裝夾方式(如圖3)。
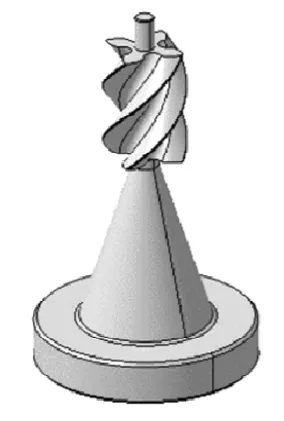
圖3
4.1 工件安裝
以數(shù)控機(jī)床的工作臺的回轉(zhuǎn)中心為工件中心安裝定位,如圖4所示,可以最大限度的利用機(jī)床自身的定位精度,提高加工質(zhì)量。
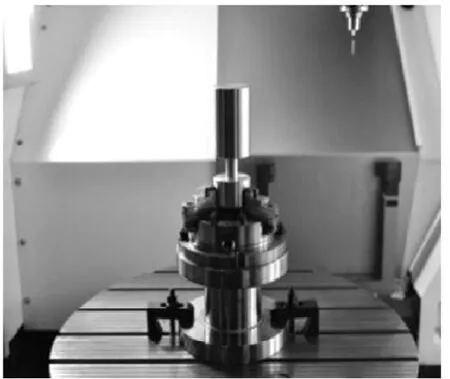
圖4
4.2 加工坐標(biāo)系的設(shè)置
編程原點(diǎn)為工件上表面的中心,如圖5所示。

圖5
4.3 工序安排
采用PowerMill自帶的多軸加工策略“線框SWARF精加工”策略進(jìn)行開粗加工;以“曲面精加工”策略進(jìn)行齒面的半精加工和精加工。
4.4 機(jī)床設(shè)備
采用DMG HSC75linear五軸高速加工中心加工轉(zhuǎn)子,用四軸聯(lián)動的加工方式對轉(zhuǎn)子進(jìn)行加工,采用球頭刀銑削螺旋面,其加工過程為:刀具沿著Y軸和Z軸做勻速進(jìn)給的直線運(yùn)動,毛坯料沿著X軸做勻速直線運(yùn)動同時繞Z軸做C軸勻速旋轉(zhuǎn)運(yùn)動,且刀軸始終垂直于螺旋面的軸線,軸的規(guī)律的運(yùn)動,即可加工出螺旋面,如圖6所示。
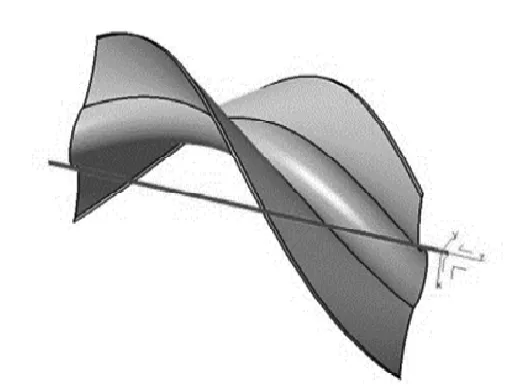
圖6
5 在PowerMill中具體編程過程
5.1 將模型導(dǎo)入到PowerMill中并建立編程坐標(biāo)系,如圖7所示。

圖7
5.2 在建模軟件(如Powershape)中建立兩條引導(dǎo)線作為刀具路徑的驅(qū)動線,并導(dǎo)入PowerMill中,如圖8所示。
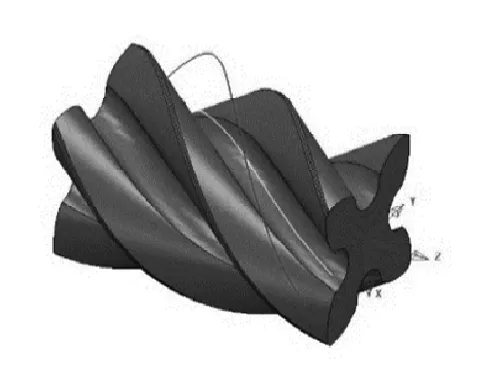
圖8
5.3 創(chuàng)建加工所用球刀,粗加工采用半徑為5mm的球頭刀,精加工采用半徑為3mm的球頭刀。
5.4 創(chuàng)建粗加工程序
5.4.1 采用“線框SWARF精加工”的加工策略,從刀具路徑中調(diào)用出該加工策略(見圖9)。
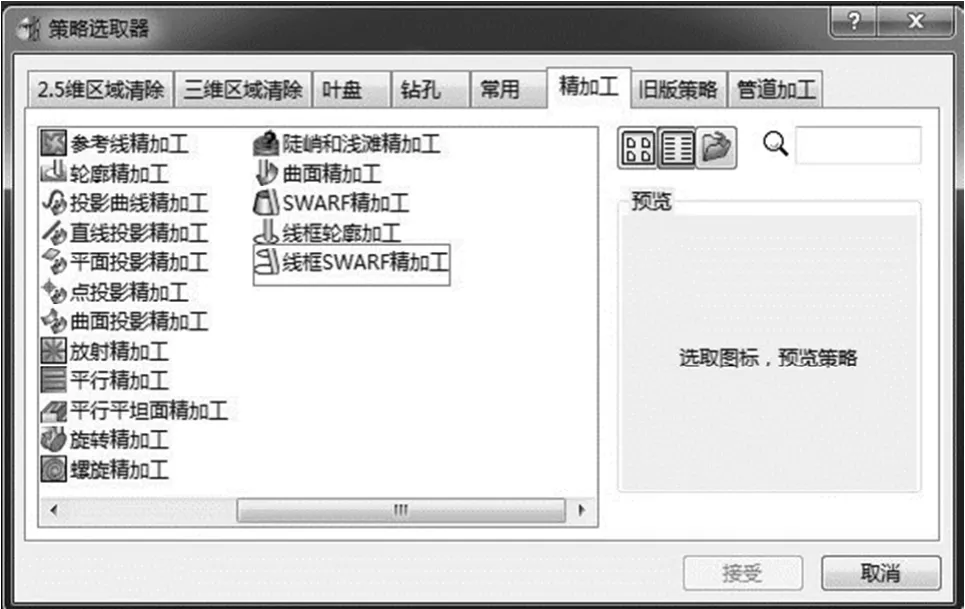
圖9
5.4.2 設(shè)置相應(yīng)的加工參數(shù)和切削參數(shù),“驅(qū)動曲線”分別選擇參考線1和參考線2,作為創(chuàng)建刀具路徑的依據(jù),同時設(shè)置切入和切出為“延伸移動”,計算刀具路徑,如圖10。
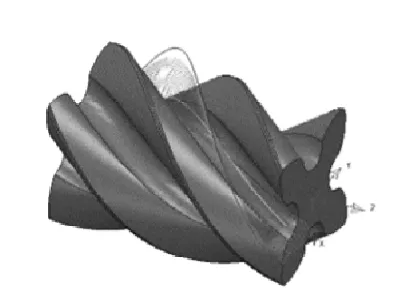
圖10
5.4.3 利用旋轉(zhuǎn)指令將刀具路徑進(jìn)行旋轉(zhuǎn)復(fù)制即可得到另外3個齒槽銑削的刀具路徑,如圖11所示。

圖11
5.5 創(chuàng)建半精加工程序
5.5.1 在PowerMill中選擇“曲面精加工”加工策略,設(shè)置參數(shù)選擇“曲面?zhèn)取睘椤巴狻保凹庸し较颉睘椤癠”,切入和切出設(shè)置為“延伸移動”,計算得到圖12所示的加工刀具路徑。
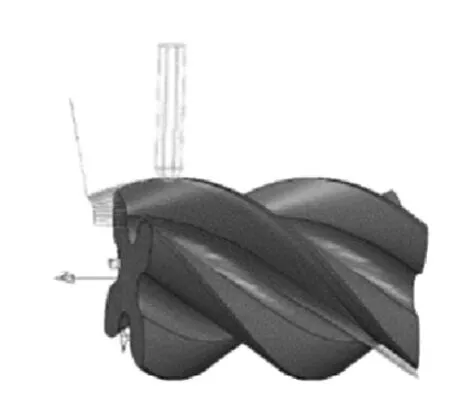
圖12
5.5.2 采用相同的方法進(jìn)行設(shè)置,將刀具路徑進(jìn)行旋轉(zhuǎn)得到整個齒面的半精加工程序,如圖13所示。
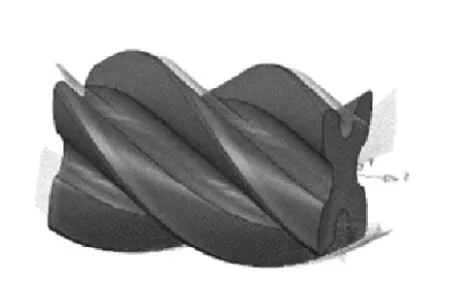
圖13
5.5.3 由于精加工和半精加工采用的加工策略一樣,故只需改變切削用量,即可得到,這里不再贅述。
5.6 仿真刀具路徑
5.6.1 對粗加工刀具路徑進(jìn)行仿真,得到如圖14所示仿真結(jié)果。
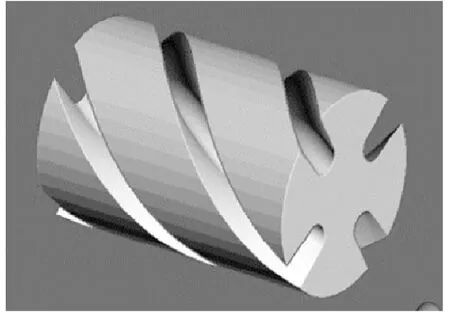
圖14
5.6.2 對半精加工和精加工刀具路徑進(jìn)行仿真,得到圖15、圖16仿真結(jié)果。
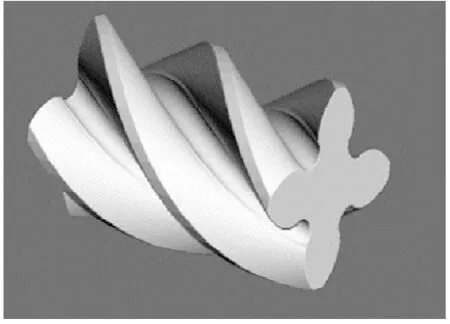
圖15
圖16
6 編程方法總結(jié)
基于PowerMill四軸聯(lián)動的加工,是采用其兩個精加工策略,分別完成對螺旋齒面的粗加工、半精加工和精加工[5][6]。
6.1 在“線框SWARF精加工”的編程中,首先應(yīng)做出刀具移動的參考線,即人為設(shè)置刀具所走的加工路徑,這要求編程人員要充分地分析加工模型,找到最佳的走刀路徑。在使用該策略時,需要建立兩條參考線,該加工策略才能使用,一條參考線是控制刀軸的運(yùn)動,另一條參考線用來控制刀具的切削中心的運(yùn)動,這樣PowerMill計算出的刀具路徑才是正確的。
6.2 在“曲面精加工”的編程中,需遵守2個原則:第1個原則是要加工的曲面必須是直紋面,并且是一張曲面(該策略只能對一張曲面進(jìn)行編程);第2個原則是在進(jìn)行走刀路徑設(shè)置時,要注意U、V兩個方向的選擇,針對不同擬合角度的曲面,U、V的方向選擇有所不同,需要根據(jù)具體情況進(jìn)行判斷,這要求編程人員進(jìn)行數(shù)控仿真和加工經(jīng)驗(yàn)的積累,才能得到最佳的U、V方向設(shè)置。
6.3 加工曲面需要選擇合適的切削刀具和合適的加工參數(shù),對于要求較高的曲面,需采用高速切削的方法,傳統(tǒng)的重削已無法滿足苛刻的表面質(zhì)量。因此,選擇適合的加工設(shè)備才能加工出合格的曲面。
7 結(jié)語
以上介紹了基于PowerMill的四軸數(shù)控編程方法,包括了工藝編制、加工策略選擇及參數(shù)設(shè)置。只有做出合理的加工方案,才能實(shí)現(xiàn)螺旋齒面的高效、高質(zhì)量加工。當(dāng)前,數(shù)控加工向著高速、高精的方向發(fā)展,采用多軸加工,能簡化工藝工裝,降低由于操作誤差對產(chǎn)品精度的影響,大大縮短了加工時間并獲得更好的加工表面質(zhì)量。
[1] 賴新建,曾昭孟,何華妹.CimatronE多軸數(shù)控加工基礎(chǔ)教程[M].北京∶人民郵電出版社,2009.
[2] 程奎.四軸數(shù)控機(jī)床運(yùn)動分析及加工應(yīng)用研究[D].西安∶西安理工大學(xué),2010∶13-17.
[3] 李惠彬,周江偉,孫振蓮.車用渦輪增壓器噪聲與振動機(jī)理和控制[M].北京∶機(jī)械工業(yè)出版社,2012∶20-26.
[4] 謝捷.螺旋槳葉輪自由曲面造型與五軸高速數(shù)控加工技術(shù)的研究[D].合肥∶合肥工業(yè)大學(xué),2008∶50-51.
[5] 巫修海,張寶夫,程子瑜.羅茨真空泵螺旋轉(zhuǎn)子的CAD/CAM技術(shù)研究[J].現(xiàn)代制造工程,2011(5)∶81-84.
[6] 孔杰,覃嶺,高文博,等.基于MasterCAM的等牙頂寬變螺距螺桿的數(shù)控四軸銑削加工[J].機(jī)床與液壓,2013(4)∶68-70.
10.3969/j.issn.1007-550X.2017.11.003
TP391.73
A
1007-550X(2017)11-0033-04
2017-09-19
柯文場(1981- ),男,福建晉江人,講師,主要從事數(shù)控加工及模具制造技術(shù)的教學(xué)工作。
猜你喜歡
教學(xué)考試(高考化學(xué))(2021年2期)2021-05-30 06:15:52
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:42
中學(xué)生數(shù)理化·高一版(2020年3期)2020-04-21 08:03:20
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學(xué)生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
小學(xué)生作文(低年級適用)(2018年9期)2018-10-08 02:29:48
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2018年6期)2018-06-26 08:36:10
數(shù)學(xué)大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國衛(wèi)生(2016年8期)2016-11-12 13:26:50
