宏程序在數控銑削中的應用
2017-11-17 07:16:10段團和
裝備制造技術 2017年9期
關鍵詞:程序
段團和
(寶雞職業技術學院機械工程系,陜西 寶雞721013)
宏程序在數控銑削中的應用
段團和
(寶雞職業技術學院機械工程系,陜西 寶雞721013)
在數控銑削加工中,相對CAM軟件或手工編制的加工程序,宏程序的應用體現出更大的靈活性、更好的適應性。編制的程序也大為簡化利于方便檢查和修改,產生的刀路軌跡完全按照工藝設計來控制。熟練掌握宏編程技術可以快速高效完成數控加工程序的編制提高生產效率,同時也拓展了更為豐富的編程思路。
數控銑削;宏程序;應用
在機械零件的數控銑削加工中,使用數控系統所提供的編程指令可以完成大多數常規特征(平面、內外輪廓面、孔系加工等)的編程和加工。但在銑削槽、孔存在大量切削余量或銑削螺紋需要多刀完成等情況時需要編制較長程序,不僅容易出錯而且檢查極為不便,當使用宏程序結合數控系統自帶功能就能極大簡化加工程序減少編程工作量。如零件上具有凸凹球面體、邊角倒圓等典型特征,必須通過曲面加工方式分層加工完成,一般都要使用CAM軟件自動編程來完成,而使用宏程序卻能很容易在機床直接編程和加工,提高機床的生產效率[1-2]。當然以上所提到的零件典型特征是生產過程中最常遇到的加工情況,在少數極為復雜的復合曲面編程時結合CAM軟件能起到更好的效果。本文通過在實際生產教學過程中零件常見典型特征編程案例探究宏程序在數控銑削編程中的應用。
1 宏程序在粗精銑孔和銑螺紋等典型特征中的應用
立式加工中心或數控銑床在完成對零件的多工序加工時,孔和螺紋的加工是零件上最常見到的典型特征,對尺寸較小(一般直徑在30 mm以下)的孔常采用鉆、鏜(銑)的加工方式,而在孔的尺寸較大時數控系統提供了螺旋銑孔的加工方式[3],但在螺旋銑孔和螺紋銑削加工時,由于加工余量較大經常需要多刀切削才能完成,編程時存在計算量大、編制程序較長等問題,不僅容易出錯也不便于檢查。而宏程序提供的循環語句、選擇分支和子程序調用語句等功能結構通過變量進行算術運算、邏輯運算和函數混合運算。其宏程序加工過程中的坐標數據由運算結果動態獲得,減少乃至免除手工編程時進行繁瑣的數值計算,非常適合上述特征中圖形或加工工藝相同,只是加工過程中零件尺寸發生變化的粗、精加工編程。當粗切過程中切削余量較大需要進行切削參數(主要是吃刀深度,進給速度和主軸轉速機床均有修調功能)調整時宏程序只需改變行距參數值的大小(程序中注釋粗銑行距程序段),而其它方式生成的粗加工程序只能進行整體修改或重新編制。零件粗切余量越大、粗切次數越多就越能體現出使用宏程序的簡練性、靈活性和優越性。
以下為實踐教學中使用宏程序循環語句螺旋粗精銑孔和多刀螺紋銑削編程程序,已經通過實際切削驗證。宏程序在數控編程中極大的靈活性同樣也可適應零件上其它特征粗精加工編程,不再一一贅述(程序粗、精銑孔選用φ20 mm立銑刀螺紋加工選用φ20 mm螺紋銑刀),圖1所示為零件粗精銑螺紋底孔及螺紋特征簡圖(螺紋底孔經計算為φ58.376 mm)。
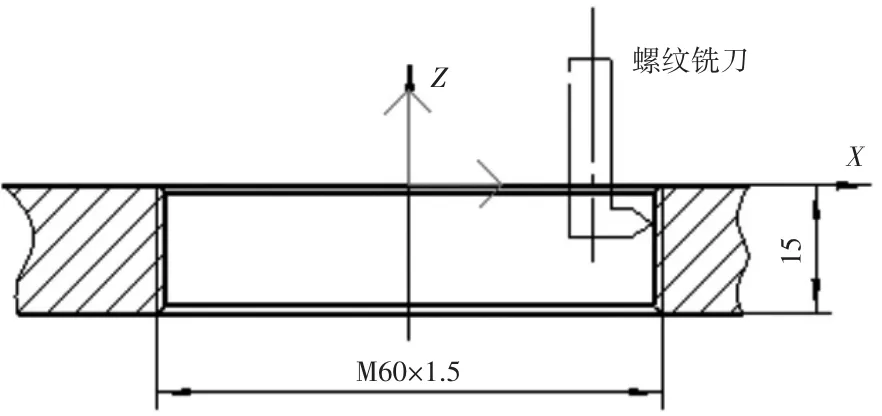
圖1 零件銑削螺紋要求示意圖(單位:mm)
O0001
G54
G91 G28 Z0
M06 T1 換1號φ20 mm立銑刀粗、精銑孔
M03 S600
G00 G43 X0 Y0 Z20 H1
G01 Z1 F200 M07
#0=4.188
WHILE#0 LE 19.188 使用宏程序循環功能粗銑螺紋底孔留精加工余量0.5mm
G01 X[#0]
G91 G02 I[-#0]Z-1 L16 F150 使用數控系統螺旋銑孔功能
G02 I[-#0]
G90 G01X[#0-2]
G00 Z1
#0=#0+5 粗銑行距
ENDW
S1000
G01 X20
G91 G02 I-20Z-1 L16 F100 螺旋銑孔精加工
G90 G02 I-20
G01 X18
G00 Z1
G91 G28 Z0 機床回參考點
M06 T2 換2號螺紋銑刀
G90 G00 G43 X0 Y0 Z20 H2
G00 X19.188 M03 S600
G01 Z1 F500
#1=17.188+0.3
WHILE#1 LE 20 使用宏程序循環功能銑削螺紋
G91 G02 I[-#1]Z-1.5 L11 F80 使用數控系統螺旋銑功能
G90 G01X[#1-2] 退刀
G00 Z1
#1=#1+0.2 銑削螺紋每次進刀量
ENDW
G00 X0 Y0 Z50
M05
M30 程序結束
2 宏程序在銑削球面體等典型曲面中的應用
圖2所示零件球面體粗加工一般使用帶底刃立銑刀以提高加工效率,而在精加工時為了保證加工質量多采用球刀加工切削深度及進給速度應選擇較小。由于球體截面為同心圓加工方式采用分層切削,切削時可由上而下或由下而上進行加工,精加工時為獲取更好的加工表面質量應使用側刃避免底刃切削采用刀具由下至上的加工方案。粗加工編程時立銑刀以底面中心為刀位點,精加工以球刀中心為刀位點,編程零點選擇球面體中心[4]。粗加工使用φ20 mm立銑刀,精加工使用φ10 mm球銑刀編制加工宏程序如下(在由曲線方程所構建的曲面加工宏編程中需要建立正確的數學模型。圖3為粗、精銑加工模式及宏變量計算模型)。
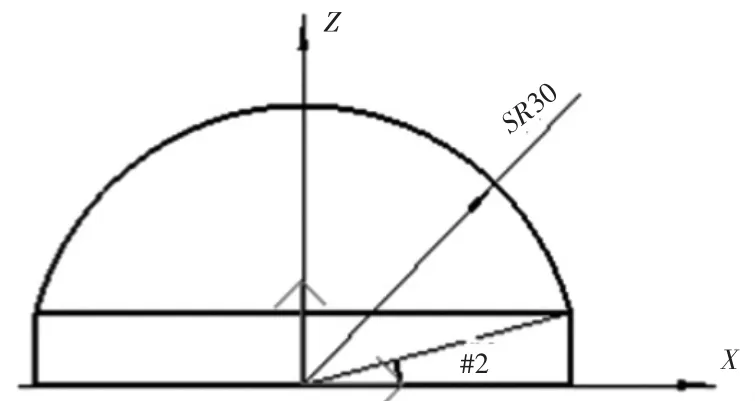
圖2 球面體加工模型
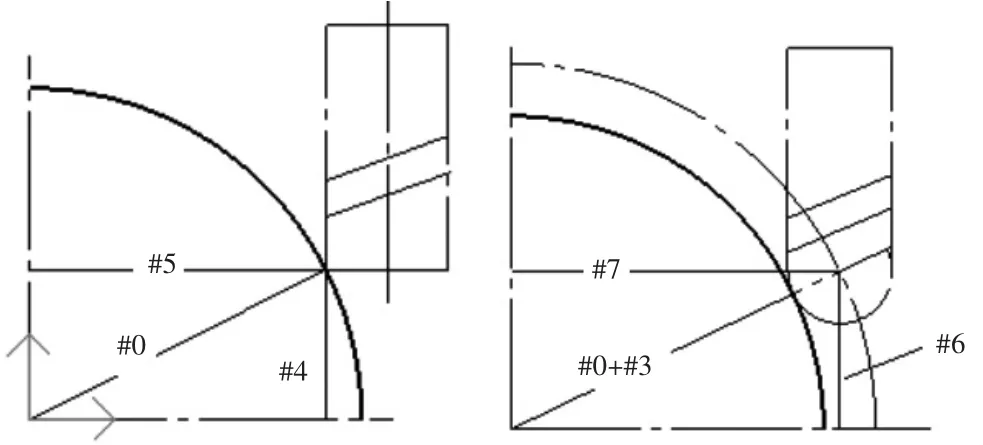
圖3 粗、精銑加工模式及宏變量計算模型
O0002
G90 G54 G0 X0 Y0
G91 G28 Z0
M06 T1 換立銑刀粗銑球面
S2000 M3
G43 Z10 H1 M8
G00 X40
#0=30 球面半徑
#1=10 立銑刀半徑
#2=20 步角距初值
#3=5 球刀半徑
WHILE#2 LE 90 步角距分層循環
#4=[#0]*SIN[#2*PI/180] 計算刀具刀位點Z軸坐標
#5=[#0]*COS[#2*PI/180]+10+0.5 計算刀具刀位點X軸坐標(留精加工余量0.5)
G01 Z[#4]F100 刀位點Z軸坐標
X[#5]
G03 I[-#5] 分層銑圓
#2=#2+2 分層遞減步角距
ENDW 結束循環
G0 Z20 M9 退刀
G91G28 Z0 回參考點
M06 T2 換球刀精銑球面
G43 Z10 H2 M8
#2=20
WHILE#2 LE 90 步角距分層循環
#6=[#0+#3]*SIN[#2*PI/180] 計算球刀球心點Z軸坐標
#7=[#0+#3]*COS[#2*PI/180] 計算球刀球心點X軸坐標
G01 Z[#6]F100 刀位點Z軸坐標
X[#7]
G03 I[-#7] 分層銑圓
#2=#2+2 分層遞減步角距
ENDW 結束循環
G0 Z20 M9 退刀
G91G28 Z0 回零
M5
M30 程序結束
3 結束語
宏程序在以上加工案例中的應用極大地簡化了零件的計算和編程過程,是快速完成編程和加工的較好途徑,減少了編程的數據量,提高了程序的可閱讀可修改性,通過對變量參數的修改可以適用具有相同特征但尺寸規格不同的零件,同時也解決了僅靠機床自身指令功能手工編程難以完成的特征(球面、邊角倒圓等)編程。宏程序不僅是一種編程手段,更重要的是,使用宏程序進行數控編程也是一個熟知數控系統功能、確定及優化加工工藝的過程。當然宏程序要求編程人員要有一定的數學和工藝分析能力,根據零件的不同特征和難易程度合理的選擇或結合使用手工編程、宏程序和自動編程會取的更好的編程效果。
[1]詹華西.數控加工與編程[M].西安:西安電子科技大學出版社,2007.
[2]全國數控培訓網絡天津分中心.數控編程[M].北京:機械工業出版社,2012.
[3]劉尊洪.數控銑床編程及操作[M].武漢:武漢華中數控股份有限公司,2011.
[4]袁名偉,顧其俊.基于FANUC系統變量程序在數控銑削球面體中的應用[J].機械制造與自動化,2013(6):137-139.
Application of Macro Program in Numerical Control Milling Programming
DUAN Tuan-he
(Department of Mechanical Engineering,Baoji Vocational Technology College,Baoji Shaanxi 721013,China)
In NC milling,the application of macro program shows greater flexibility and better adaptability compared with CAM software or manual processing program.The program which was programed by macro program could be checked and modified easily and the tool path is completely controlled according to the process design.Skillfully master the macro program could quickly and efficiently complete the NC programing and improve production efficiency,but also develop more rich programming ideas for us.
numerical control milling programming;macro program;application
TG659
B
1672-545X(2017)09-0085-03
2017-06-07
段團和(1973-),男,陜西寶雞人,實驗師,本科,研究方向:數控機床加工的教學與研究。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40