含鹽乙腈廢水的分離模擬與優化
2017-11-14 07:24:02劉勇營劉建君姚衛國楊大勇鄭瑞朋
浙江化工 2017年10期
關鍵詞:優化
劉勇營,劉建君,姚衛國,楊大勇,鄭瑞朋
(浙江省化工研究院有限公司,浙江 杭州310023)
含鹽乙腈廢水的分離模擬與優化
劉勇營,劉建君,姚衛國,楊大勇,鄭瑞朋
(浙江省化工研究院有限公司,浙江 杭州310023)
利用Aspen Plus模擬軟件對含鹽乙腈廢水采用雙塔精餾流程進行分離模擬和優化。進料為100 kg/h,選擇ENRTL-RK方程,模擬結果為:對于1#塔,理論塔板數為15塊,進料位置為第7塊,回流比2,操作壓力0.140×105~0.148×105Pa;對于2#塔,理論塔板數8塊,進料位置為第5塊,回流比2,操作壓力0.135×105~0.145×105Pa。利用靈敏度分析分析了回流比、進料位置、采出量對塔進行了優化,對于1#塔,進料位置第7塊,回流比1.5,采出量25 kg/h;對于2#塔,進料位置第4塊,回流比1.5,采出量10 kg/h。
模擬與優化;乙腈廢水;回流比;進料位置;采出量
0 引言
乙腈作為重要的化工原料,主要用于溶劑或反應物。在溶劑回用或是副產物的分離過程中,經常需要與水進行分離回收,得到較高純度的乙腈溶液[1-2]。
乙腈與水能形成二元共沸物,因此在進行分離的時候,常規的分離方法難以滿足[3-5]。目前處理共沸體系物質常用的方法是萃取精餾和變壓吸附精餾,兩者的區別在于萃取精餾需要加入第三種物質形成最大共沸溫度,變壓吸附精餾要求該體系的共沸組成隨壓力的變化明顯。侯濤[6]研究了乙腈-水變壓精餾的過程模擬和優化,選用UNIQUAC物性方程,通過靈敏度分析研究了高壓塔和低壓塔的進料位置和回流比對分離效果的影響,模擬結果表明,高壓塔的壓力350 kPa,理論塔板數30,進料位置10,回流比在1.5,在塔底得到質量分數為99.7%的乙腈。何桃吉[7]研究了乙腈-水分離模擬和實驗研究,采用WILSON方程對塔進行了模擬和優化,采用變壓精餾方法,在低壓塔得到99.9%的乙腈。崔現寶[3]研究了加鹽萃取精餾分離乙腈-水體系,以氯化鈣溶液質量分數為10%的乙二醇溶液為萃取劑分離乙腈-水體系,回流比為2,萃取劑比為1,得到摩爾分數99%的乙腈,回收率為85%。
針對某生產過程的含鹽乙腈廢水,回用后的乙腈要求質量分數要求70%,而且在廢水中的乙腈含量為500 ppm下,才能進行脫鹽過程,達到環保的排放標準。選用Aspen Plus軟件對處理100 kg/h的含鹽乙腈廢水進行模擬,并且對回流比、回收率等指標進行優化。
1 工藝過程概述
該含鹽乙腈廢水的工藝流程圖如圖1所示。該精餾過程包括兩個塔,1#塔與2#塔,其中1#塔回收質量分數70%左右的無水乙腈,塔底為含有一定濃度的廢水,1#塔塔頂壓力設置1.40×105Pa,塔釜壓力1.48×105Pa;2#塔設置是為了更好的除去乙腈,在某些不正常生產的情況下保證廢水中的乙腈含量為500 ppm下,2#塔塔頂壓力1.35×105Pa,塔釜壓力1.45×105Pa。
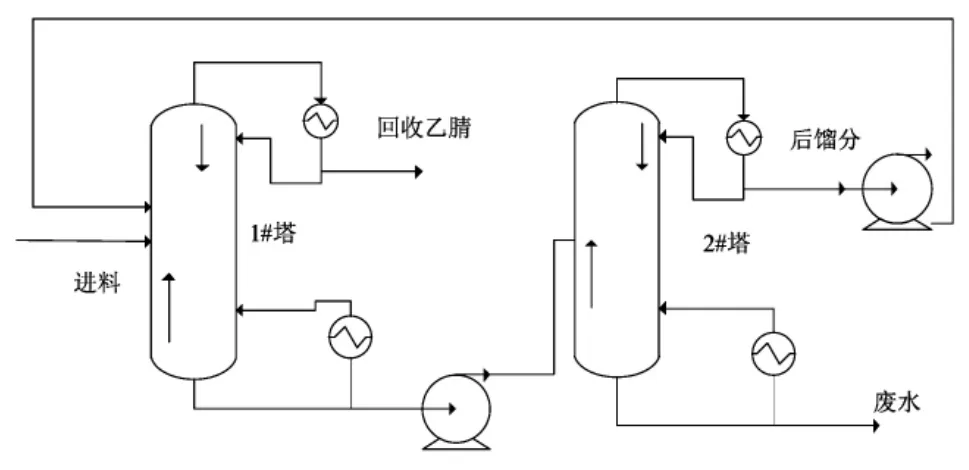
圖1 含鹽乙腈廢水的工藝流程圖Fig 1 The flow chart of salt-contained acetonitrile water process
2 精餾過程模擬
2.1 物性方法選擇
對于含鹽的乙腈廢水,由于存在電離,溶液中存在離子,所以物性方法不能簡單地選擇NRTL,WILSON這樣的物性方程[8-9]。對于含鹽乙腈廢水,需選擇電解質模型,因此選擇物性方程為ENRTL-RK。該物性方程是基于非對稱NRTL物性模型。
2.2 精餾過程的模擬
根據前面所示的工藝流程圖,在Aspen Plus中建立該過程的模擬流程,如圖2所示。
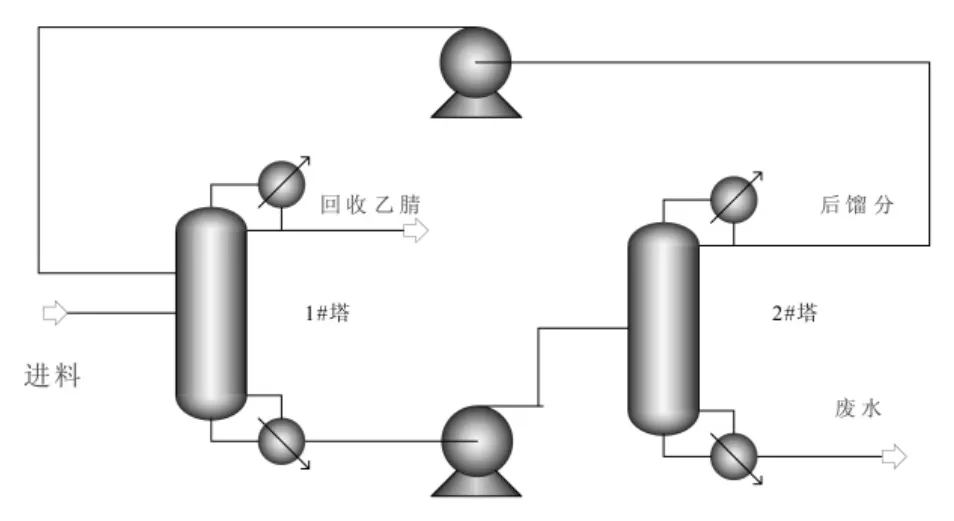
圖2 含鹽乙腈廢水模擬流程圖Fig 2 The simulation flow chart of salt-contained acetonitrile water
其中1#塔進料在第7塊塔板,理論塔板數15塊;2#塔進料第5塊塔板,理論塔板數8塊。模擬的結果如表1所示。
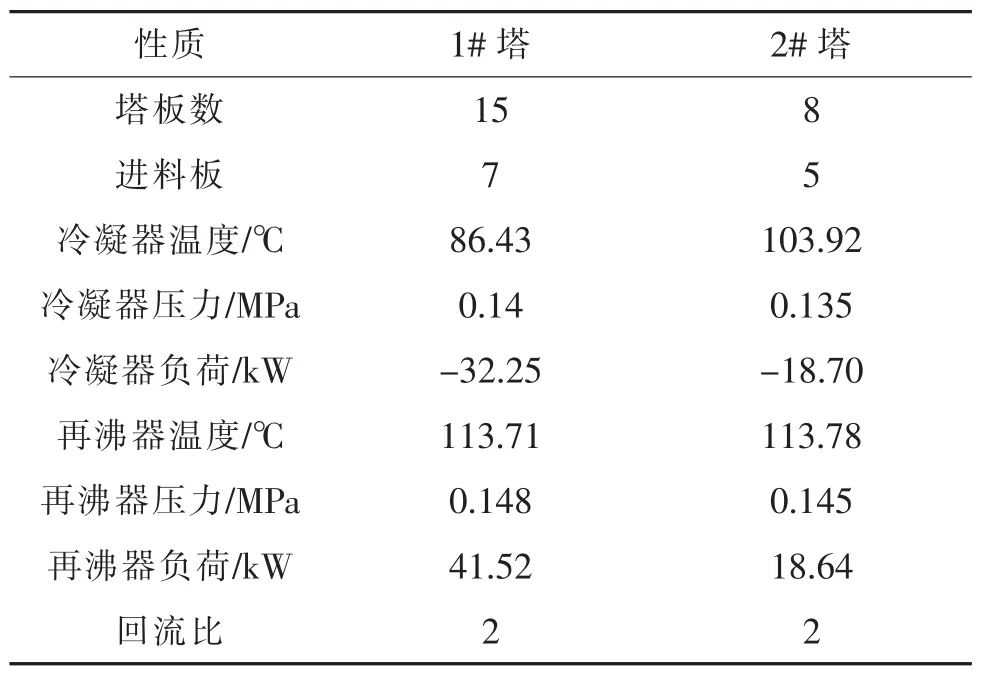
表1 1#塔與2#塔的模擬結果Table 1 The simulation results of 1#and 2#column
在1#塔得到的廢水中,乙腈的含量是952 ppm,2#塔得到的廢水乙腈含量為463 ppm。對兩個塔所需的熱量進行計算,若以目前135℃的蒸汽為熱源,所需要的蒸汽為95 kg/h。
3 靈敏度分析
在1#塔得到的廢水中,乙腈的含量是816 ppm,2#塔得到的廢水乙腈含量為367 ppm。對兩個塔所需的熱量進行計算,若以目前135℃的蒸汽為熱源,所需要的蒸汽為95 kg/h。
對于精餾塔的優化一般包括塔板數、進料位置、回流比、采出率等因素。這幾個工藝參數之間相互影響的關系如表2所示。
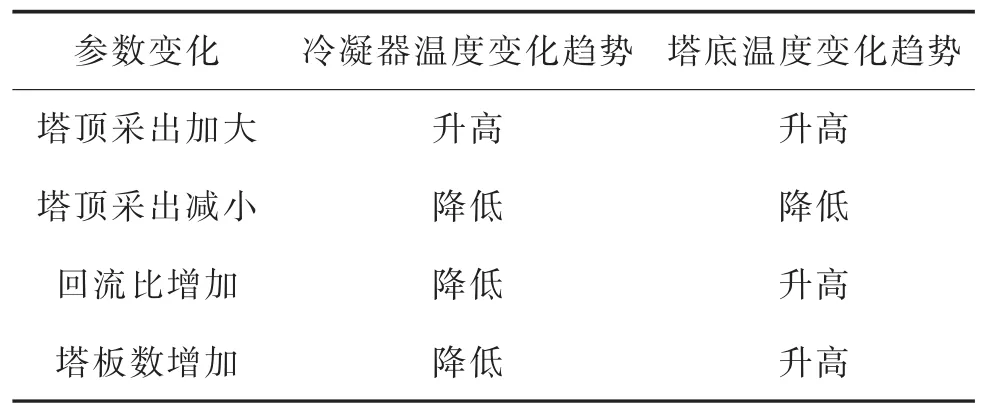
表2 精餾塔各工藝參數之間的相互影響關系Table 2 Mutual influence relations between the process parameters in tower
3.1 回流比的分析與優化
圖3和圖4是1#塔和2#塔乙腈含量和熱負荷的關系。在精餾塔的設計和操作中,回流比是一個重要的因素。
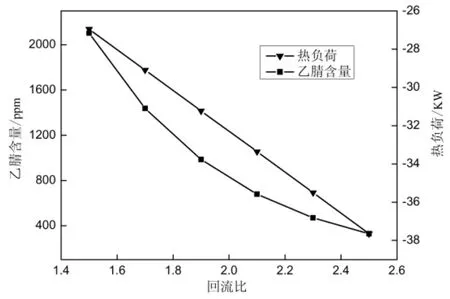
圖3 1#塔乙腈含量和熱負荷隨回流比的變化Fig 3 The reflux ratio refluence on the mass fraction of C2H3N and the heat duty in 1#tower
由圖3可以看出,對于1#塔,隨著回流比的增加,塔釜乙腈含量下降,熱負荷增加。這是因為,隨著回流比的增加,塔頂的回流更大,那么得到的組分就越輕,即得到純度更高的乙腈,因此引起塔釜的溫度升高,所需要的加熱量越大,熱負荷也越大。因此在達到分離要求的前提下,盡可能的選擇較小的回流比。對于2#塔,其影響和1#塔基本一致。
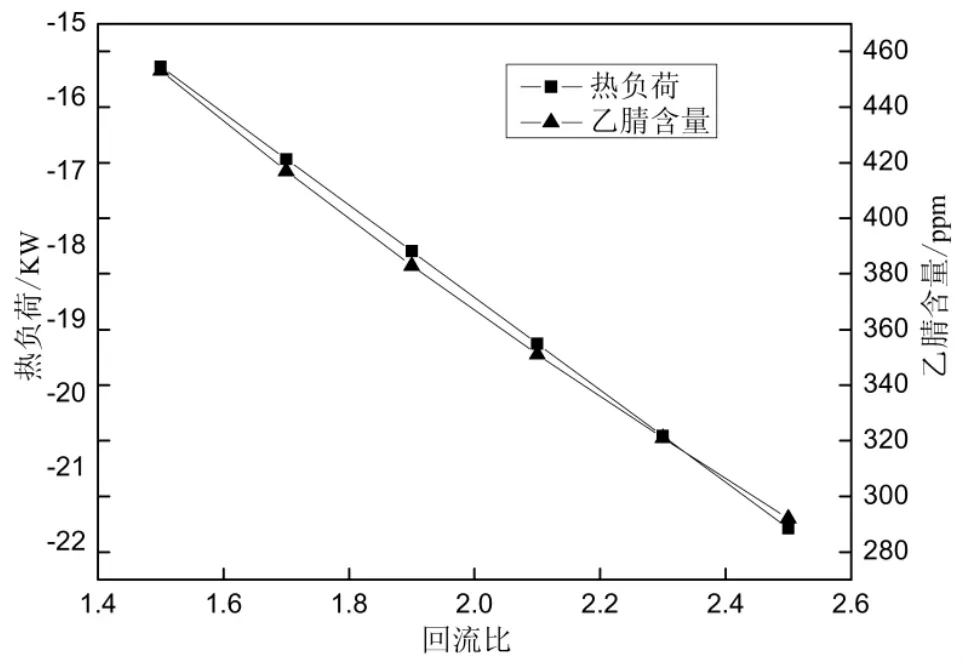
圖4 2#塔乙腈含量和熱負荷隨回流比的變化Fig 4 The reflux ratio refluence on the mass fraction of C2H3N and the heat duty in 2#tower
對比圖3和圖4,對于1#塔、2#塔,在滿足2#塔乙腈含量為500 ppm以下,盡可能兩只塔都選擇最小的回流比,由圖3、圖4可知,在1#塔的回流比選擇1.5,2#塔的回流比在1.5下,2#塔塔釜的乙腈含量是453 ppm。
3.2 采出比的分析與優化
在Aspen Plus中,進行靈敏度分析的時候,可以選擇塔頂餾出物或是塔底餾出物作為變量進行分離分析。對于1#塔和2#塔,都選擇塔頂作為靈敏度分析的自變量。圖5是1#塔中塔頂采出量對乙腈含量和熱負荷的影響,圖6是2#塔中塔頂采出量對乙腈含量和熱負荷的影響。

圖5 1#塔乙腈含量和熱負荷隨采出量的變化Fig 5 The distillation rates change on the mass fraction of C2H3N and heat duty in 1#tower
由圖5可知,隨著1#塔塔頂采出量從25 kg/h增加到30 kg/h,塔的熱負荷增加,乙腈含量較小。這是因為隨著采出量的增加,即更多的輕組分從塔頂流出,因此需要的加熱量也就越大,塔的熱負荷就越大;采出量加大后,輕組分從塔頂更多地餾出,因此塔底的乙腈含量降低。對于2#塔,塔頂采出量從8~12 kg/h變化,塔的熱負荷和塔底乙腈含量的變化趨勢與1#塔相同。
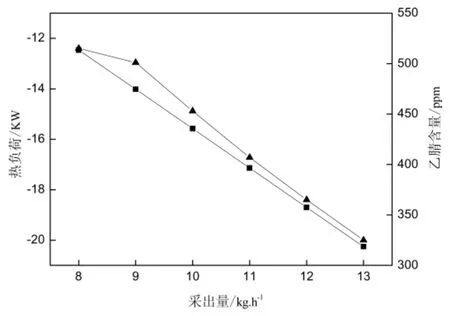
圖6 2#塔乙腈含量和熱負荷隨采出量的變化Fig 6 The distillation rates change on the mass fraction of C2H3N and heat duty in 2#tower
對比圖5和圖6,對于1#塔、2#塔,在保持其他條件不變的情況下,為使2#塔出口的乙腈含量達到排放要求,盡可能選擇較小的采出量。因此1#塔選擇25 kg/h,2#塔選擇10 kg/h。
3.3 進料位置的模擬與優化
進料位置也是影響塔操作的重要參數,1#塔和2#塔進料位置變化對乙腈含量和再沸器熱負荷的影響。進料位置對塔釜乙腈含量有著重要的影響。一般來說,進料位置過高和過低都會影響產品的質量。通常進料位置的選擇應該避免波動較大的位置,避免出現更大的返混。
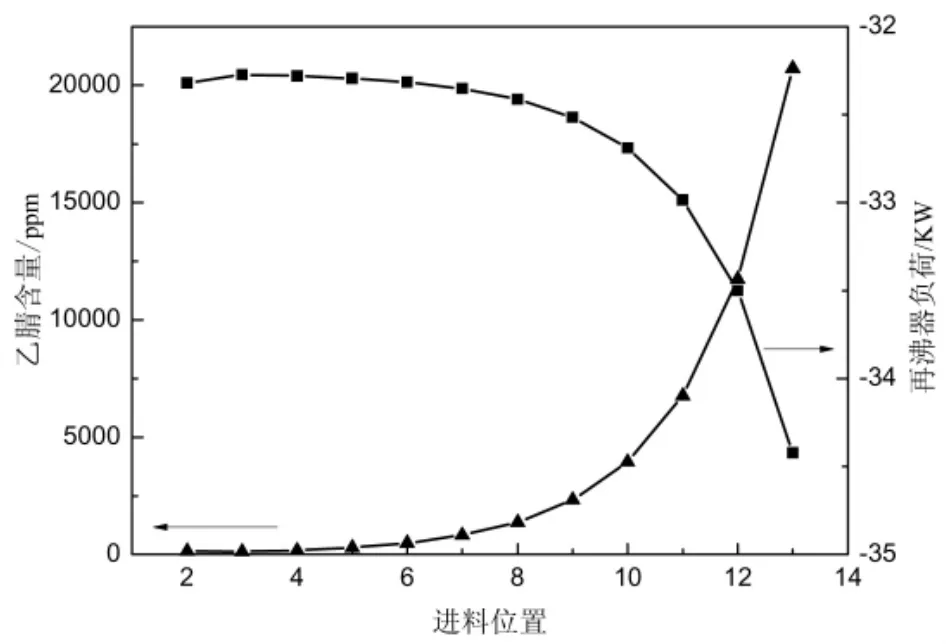
圖7 1#塔進料位置對塔釜乙腈含量與再沸器熱負荷的影響Fig 7 The feed stage changes on the mass fraction of C2H3N and heat duty in 1#tower
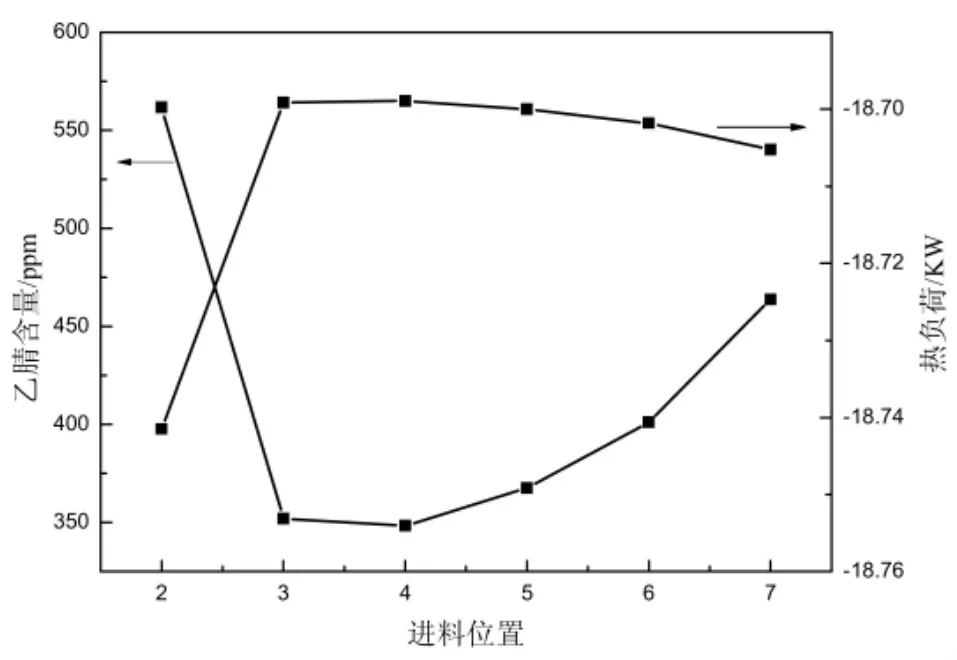
圖8 2#塔進料位置對塔釜乙腈含量與再沸器熱負荷的影響Fig 8 The feed stage changes on the mass fraction of C2H3N and heat duty in 2#tower
由圖7可得,隨著進料位置的增加,乙腈含量降低,熱負荷增加,在第2塊到第7塊塔板之間,變化平穩。因此選擇第7塊塔板為進料位置。避免因為進料位置過高影響塔的操作情況。
從圖8可以看出,隨著進料位置的增加,熱負荷增加,但是變化不是很大,乙腈含量隨著進料位置的增加,先降低,后增加,在第4塊塔板達到最小,并且熱負荷也不是增加很多,因此選擇第4塊塔板為進料位置。
4 結論
對于含鹽乙腈廢水的模擬和優化,得到的結論如下:
(1)對于1#塔,隨著回流比的增加,塔釜乙腈含量下降,熱負荷增加;隨著1#塔塔頂采出量從25 kg/h增加到30 kg/h,塔的熱負荷增加,乙腈含量較小;隨著進料位置的增加,乙腈含量降低,熱負荷增加。因此選擇回流比為1.5,塔頂采出量25 kg/h,進料位置選擇第7塊塔板。
(2)對于2#塔,隨著回流比的增加,塔釜乙腈含量下降,熱負荷增加;隨著2#塔塔頂采出量從8 kg/h增加到12 kg/h,塔的熱負荷增加,乙腈含量較小;隨著進料位置的增加,熱負荷增加,但是變化不是很大,乙腈含量隨著進料位置的增加,先降低,后增加。因此選擇回流比1.5,采出量選擇10 kg/h,進料位置選擇第4塊塔板。
[1]楊君豪.乙腈的利用[J].江蘇化工,1993,21(4):1-4.
[2]趙俊彤.乙醇-乙腈混合物分離工藝研究及過程模擬[D].天津:天津大學,2013.
[3]崔現寶.加鹽萃取精餾分離乙腈-水物系[J].石油化工,2007,12(36):1229-1233.
[4]穆光照.實用溶劑手冊[M].上海:上海科技出版社,1990.
[5]李忠杰.高純乙腈制備工藝技術開發與應用[J].石油化工,2001,30(10):785-788.
[6]候濤,高曉新.乙腈-水共沸體系的變壓精餾模擬與優化[J].石油化工高等學校學報,2014,2(27):42-45.
[7]何桃吉.乙腈-水共沸物分離的模擬與實驗研究[D].天津:天津大學,2008:55-57.
[8]孫蘭義.實用計算機化工過程模擬-Aspen Plus教程[M].北京:化學工業出版社,2010:24-30.
[9]馬沛生.化工熱力學[M].北京:化學工業出版社,2005:16.
Simulation and Optimization of Salt-Containing Acetonitrile Wastewater
LIU Yong-ying,LIU Jian-jun,YAO Wei-guo,YANG Da-yong,ZHENG Rui-peng
(Zhejiang Chemical Industry Research Institute Co.,Ltd.,Hangzhou,Zhejiang 310023,China)
In this thesis,Aspen Plus software was used to simulate and optimize the salt-contained acetonitrile water process.The feedstock was 100 kg/h.The ENRTL-RK properties were selected in the simulation.The results showed:to the 1#tower,at the pressure of 0.14×105~0.148×105Pa,the total stage was 15 at the seventh feed stage with the reflux ratio of 2,to the 2#tower,at the pressure of 0.1435×105Pa to 0.145×105Pa,the total stage was 8 at the 5th feed stage with the reflux ratio of 2.The sensitivity analysis was used to study the feed stage,reflux ratio,distillation rates in order to optimize the simulation.The results were as follows:to the 1#column,with the feed stage of 7th and the distillation rates of 25 kg/h,the total stage was 15 in the reflux ratio 1.5;to the 2#column,with the feed stage of 4th and the distillation rates of 10 kg/h,the total stage was 8 in the reflux ratio 1.5.
simulation and optimization;acetonitrile wastewater;reflux ratio feed stage;distillation rates
1006-4184(2017)10-0031-05
2017-07-18
劉勇營 (1983-)男,漢族,浙江寧波人,碩士,工程師,主要從事化工工藝和過程放大研究。E-mail:liuyongying@sinochem.com。
南京誠志永清能源采用霍尼韋爾突破性煤制烯烴技術生產塑料
南京誠志永清能源科技有限公司(以下簡稱“永清能源”)將采用霍尼韋爾UOP先進的技術建設第二套甲醇制烯烴(MTO)工藝裝置。該裝置可使用煤或其它原料制造甲醇,進而將甲醇轉換成生產塑料的主要成分烯烴。與同類競爭技術相比,霍尼韋爾UOP的甲醇制烯烴技術所需的成本更低,烯烴產率更高。新的工藝裝置坐落于江蘇省南京市,年產能將達60萬t,是永清能源2013年投產的裝置的產能的兩倍。霍尼韋爾UOP中國區副總裁兼總經理劉茂樹表示:“霍尼韋爾UOP的甲醇制烯烴技術非常成熟,且在中國不斷發展。我們預計,未來五年內,中國在煤化工技術上的投資將超過1000億美元。相比其它甲醇制烯烴解決方案,霍尼韋爾技術能夠通過更低的運營和資金成本、更少的甲醇和催化劑消耗,獲得更高的乙烯和丙烯收率”。甲醇制烯烴工藝生產的烯烴不僅包括制造塑料廣泛所需的兩種原料--乙烯和丙烯,還包括制造橡膠產品所需的丁二烯前體。因國內對塑料和其他化學品的需求非常強勁,預計在未來十年,中國對這些烯烴的需求量將每年增長6%~7%,并且大部分需求將依賴國內資源進行生產以自給自足,甲醇制烯烴技術是需用到的生產技術之一。傳統上這些烯烴都提煉自原油。而先進的甲醇制烯烴技術可使用煤或天然氣等其它更經濟的原料生產烯烴,尤其適合原油資源缺乏的國家和地區。霍尼韋爾UOP的甲醇制烯烴工藝可以將從煤或天然氣中提取的甲醇高效轉化為乙烯和丙烯。該工藝的核心便是UOP的專利催化劑,它能夠幫助生產商高效地調整丙烯和乙烯的生產比例,更好的應對產品的需求變化。
(來源:http://www.honeywell.com.cn/news-center/press-releases/2017/q3/news_09282017_cn)
索爾維發布適用于電動汽車連接器的IxefR1524 PARA HFFR樹脂
2017年10月23日,全球領先的特種聚合物供應商索爾維宣布推出IxefR1524 RD 001,一種含無鹵阻燃劑(HFFR)、50%玻纖增強型的聚芳香酰胺(PARA)樹脂,采用了與橙色信號燈相匹配的顏色,可用于高性能電動汽車(EV)充電連接器中。該材料在高剛度和高抗沖擊強度之間取得了良好的平衡,在單一非鹵化阻燃劑配方中同時實現了優異的抗蠕變性和耐溫性。IxefR1524 RD 001可實現各種復雜設計以及更薄的壁厚,在玻璃纖維含量高達50%的情況下仍可加工出0.5 mm的壁厚,因而有助于節省材料并以較短的加工周期完成更輕質部件的高速注塑成型。IxefRPARA還以可提供富含樹脂的高光澤表面而著稱。 預復合IxefR1524 RD 001目前在全球范圍內有售,可提供始終一致的RAL 2010色調穩定性,從而節省通常情況下配色所需的寶貴時間和人力。
(來源:http://www.solvay.cn/zh/binaries/171023_Solvay_launches_signal_orange_colored_Ixef_1524_HFFR_grade_CN-326718.pdf)
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
